Известен автомат для изготовления литых изделий из бумажноволокнистой массы, состоящий из устройства для поонерационного перемещения сетчатых матриц, устройства для подачи на них массы, приспособления для обезвоживания нанесенной массы путем отсоса воды, приспособления для дополнительного обезвоживаиия изделий на матрице путем отсоса, устройства для подпрессовки изделий, сушильной камеры, конвейерного устройства для транспортирования изделий через сушильную камеру, устройства для снятия изделий с матриц, устройства для мытЬ-Ч матриц, пневмогидросистемы и привода.
Предлагаемый автомат предназначен для использования в производстве диффузоров динамических громкоговорителей. Автомат обеспечивает повышение качества продукции за счет стабильности литьевой массы и постоянства режимов отливки. Для этой цели устройство для пооперационного перемещения сетчатых матриц выполнено в виде пульсирующего вертикально замкнутого конвейера с закрепленными на нем носителями для сетчатых матриц. Устройство для подачи массы к сетчатым матрицам смонтировано над конвейером, а для неремещения сетчатых матриц от сушильной камеры к позиции загрузки применен пульсирующий конвейер.
Для точного дозирования массы устройство для подачи массы к сетчатым матрицам выполиено в виде подвижного бака для массы с неподвижным дозатором внутри него.
Устройство для подпрессовки изделий состоит из пуансона, укренленного на штоке пневмоцилиндра, и подсеточника, перемещающегося в вертикальной плоскости.
Конвейерное устройство для транспортирования изделий через сушильную камеру выполнено в виде цепного вертикального элеватора с люльками; пульсирующий конвейер для перемещения сетчатых матриц от сушильной камеры к позиции загрузки в виде неподвижных и подвижных фигурных планок.
Все устройства автомата могут быть двухрядными.
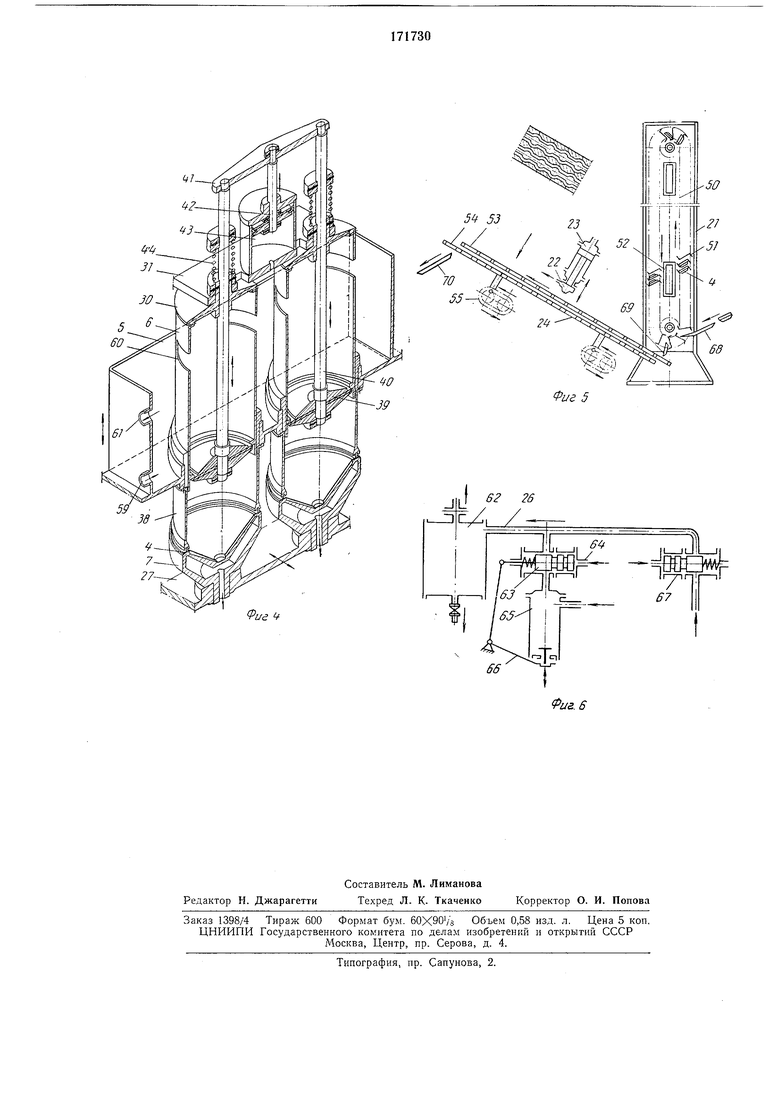
На фиг. 1 схематически изображен общий вид автомата; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - привод автомата; на фиг. 4 - устройство для подачи массы к сетчать1м матрицам в вертикальном разрезе; на фиг. 5 - сушильная камера и пульсирующий конвейер для перемещения сетчатых матриц к месту загрузки; на фиг. 6 - узел распределения вакуума.
Автомат содержит следующие основные узлы, размещенные на станине 1: пульсирующий вертикально замкнутый конвейер 2 с закрепленными на нем двухрядными иосителями 3 для пооперационного перемещения сетчатых матриц 4, в которых производится отливка изделий; уст)ойство для подачи литьевой массы к сетчатым матрицам, выполненное в виде бака 5 с двумя цилиндрическими дозаторами 6; приспособление для обезвоживания иаиесеиной массы путем отсоса зоды, имеющее два подсеточника 7, соединенных с вакуум-системой; Присиособление для дополнительного обезвоживания издеЛИЙ на матрице 4 с подпружиненным прижимом 8 устройство для подирессовки изделий, содержащее два смонтированных над коивейером 2 пуансона 9 и два подсеточннка 10, соединенных с вакуумом.
На той же станине помещен привод автомата, содержащий электродвигатель //, червячную передачу 12, пару зубчатых щестерен 13, вал 14 с поводком 15 мальтийского механизма 1В и парой зубчатых щестерен 17, передающих вращение распределительному валу 18 с кулач ками 19, приводящими золотники командоаппарата 20 пневмогидросистемы.
Кроме перечисленных узлов, автомат имеет сущильную камеру 21 для сущкп изделий, устройство для снятия готовых изделий из сетчатых матриц, имеющее вакуумный съемник 22 и пиевмоцилиндр 23; пульсирующий конвейер 24 для перемещения сетчатых матриц от сущильиой камеры 21 к позиции загрузки ма конвейере 2; устройство 25 для мытья матриц; узел 26 распределения вакуума и пульт управления.
Подсеточники 7 приспособления для отсоса воды из сетчатых матриц 4 расположены под пульсирующим конвейером 2 и укреплены на нижней траверсе 27, перемещающейся возвратно-поступательно в вертикальной плоскости и связанной с верхней траверсой 28. Приводо.м траверс 27 и 28 служит пневматический цилиндр 29.
Бак 5 устройства для подачи литьевой массы к сетчатым матрицам 4 смонтирован над пульсирующим конвейером 2 и соверщает возвратно-поступательное перемещение в вертикальной плоскости, а дозаторы 6 посредством своих крыщек 30 неподвижно укреплены на «ронщтейие 31, который установлен на станине /.
Бак 5 соединен с гндросистемой, содерл ащей сливной резервуар 32 с литьевой массой, электродвигатель 33, насос 34 и трубопроводы 35 и 36.
При поступлении воздуха в полость цилиндра 29 верхняя траверса 28 опускается вместе с баком 5, а цилин,ар 29 поднимается в направляющих 37, увлекая за собой при помощи тяг нижиюю траверсу 27 с подсеточниками 7, Которые при подъеме входят в отверстия носителей 3 и прилегают к нижней части отбортовок сетчатых матриц 4.
верхнюю часть отбортовок сетчатых матриц 4, установленных над подсеточиикамн 7.
Дно 39 каждого из дозаторов состоит из двух дисков и имеет возможность возвратнопоступательного перемещения в вертикальной плоскости лри помощи подпружиненных штоков 40.
Штоки обоих дозаторов соединены траверсой 41, перемещаемой щтоком 42 пиевмоцилиндра 43. При поступлеиии сжатого воздуха в верхнюю полость пневмоцилиндра 43 шток 42 Перемещается вместе с траверсой 41 и штока.ми 40, которые открывают дно 39 дозаторов. Дно закрывается При помощи пружниы 44.
Дополнительное обезвоживание изделий производится подпружиненным нрижимом 8, расноложенны.м над матрицами 4 и перемещающи.мся возвратно-ностунательно в вертикальной ПЛОСКОСТИ, и подсеточииком 45, помещенным под конвейером 2.
Устройство для подпрессовки изделий содержит пневмоцилиндр 46, на щтоке которого укреплены пуансоны 9 и две траверсы 47 и
48,движущиеся по иаправляющим колонка.м
49.Пуансоны 9 взаимодействуют с подсеточииками 10, имеющи.ми возможность возвратно-поступательного перемещения в вертикальпой плоскости.
Сущильиая камера 21 предназначена для сущки отлитых изделий, находящихся в сетчатых матрицах. Камера снабжена конвейерным устройством, которое выполнено в виде цепного вертикального элеватора 50 с люлька.ми 51, приспособленными для перемещения матриц с изделиями по восходящей и нисходящей ветвям элеватора. Сущильная камера нагревается элемента.д1и 52.
Пульсирующий конвейер 24 для перемещения сетчатых матриц 4 от сущильной камеры 21 к месту загрузки иа конвейере 2 вьшолнеп в виде неподвижно закрепленных фигурных направляющих планок 53 и смонтированных под ними подвижных фигурных направляющих планок 54, которые совершают движение по за.мкнутому диклу «вверх-вперед-внизназад-вверх. Привод планок 54 осуществляется от бесконечных цепей 55, получающих движение от привода автомата.
Над пульсирующим конвейером 24 расположен пиевмоцилиндр 23 с вакуумным съемником 22 устройства для снятия готовых изделий из сетчатых матриц 4 и подачи их в сборинк готовых изделий.
Для мытья сетчатых матриц 4 лосле снятия с них готовых изделий предназначено устройство 25, которое содержит систему душирующих головок 56, бак 57 с водой н центробежный насос 58.
Работа автомата осуществляется следующим образом. Процесс отливки изделий производится путем лодачи задаииой дозы литьевой массы на сетчатые матрицы 4 из бака 5 с помощью дозаторов в. Масса подается в бак 5, находящийся в верхнем положении, через входной штуцер 59 по трубопроводу 35 из резервуара 32 при помощи насоса 34. Избыток массы сливается по трубопроводу 36 обратно в резервуар 32. Из бака 5 масса поступает в дозаторы 6 через окна 60, которые расположены ниже выходного штуцера 61 бака 5. Затем бак опускается, и в нижнем его положении выходной штуцер 61 оказывается ниже окон 60. Подсеточники 7 поднимаются и примыкают к штуцерам. Дно дозаторов 6 открывается, и литьевая масса через приемные стаканы 38 сливается в сетчатые матрицы 4. Масса отсасывается через подсеточники 7, которые соединены с баком-отстойником 62 и ресивером через воздушный кран 63 вакуум-привода. Кран 63 срабатывает при поступлении сжатого воздуха через штуцер 64 из «омандоаппарата 20. Отсасываемая из подсеточников вода собирается в бачке 65. После перекрытия крана 63 затвор 66 открывается, и вода из б.ачка 65 сливается в канализацию. При открывании крана 64 затвор 66 перекрывает выходное отверстие бачка 65. После обезвоживания нанесенной массы происходит дополнительное обезвоживание изделий на матрицах 4 при помощи подпруйсиненного -прижима 8, который опускается и прижимает изделие к подсеточникам 45. Выделяющаяся вода через подсеточники отсасывается при открывании «рана 67. Край 63 вакуум-привода сблокирован с затвором 66 сливного бачка 65, что исключает одновременную работу системы вакуума и слива. Далее производится подпрессовка изделий на матрицах 4, которая происходит при сближении пуансонов 9 и подсеточников 10, между которыми зажимаются матрицы с изделиями. Выделяющаяся при цодпрессовке влага удаляется при открывании крана 67 вакуумпривода. Сетчатые матрицы 4 с отлитыми и подпрессованными изделиями перемещаются к позиции выгрузки с конвейера 2 по склизу 68 в люльки 51 цепного вертикального элеватора 50 сушильной камеры 21. Матрицы с изделия.ми транспортируются через сушильную камеру 21 на элеваторе 50 и высушиваются. При переходе цепи элеватора 50 через верхнее положение производится перегрузка сетчатых матриц на движущиеся впереди люльки 51. На выходе из сушильной камеры 21 сетчатые матрицы 4 с высушенными изделиями снимаются с люлек 51 упором 69 и подаются на пульсирующий конвейер 24. При движении нижних фигурных направляющих планок 54 относительно верхних неподвижных планок 53 по замкнутому циклу «вверх- вперед - вниз - назад - вверх сетчатые матрицы последовательно переносятся от сушильной камеры 21 к устройству для снятия готовых изделий, где с помощью вакуумного съемника 22, перемещаемого пневмоцилиндром 23, изделия извлекаются из матриц и переносятся в сборник готовой продукции. Освободившиеся от изделий матрицы 4 продолжают свое движение по пульсирующему конвейеру 24 и со склиза 70 попадают на позицию загрузки на конвейере 2, где подвергаются промывке в устройстве 25 водой, подаваемой дущирующимп головками 56 из бака 57 при помощи насоса 34. Отработанная вода сливается обратно в бак 57. Далее весь цикл работы повторяется. Предмет изобретения 1.Автомат для изготовления литых изделий из бумажноволокнистой массы, состоящий из устройства для пооперационного перемещения сетчатых матриц; устройства для подачи на них массы; расположенного под перемещающим устройством приспособления для обезвоживания нанесенной массы путем отсоса воды; приспособления для дополнительпого обезвоживания изделий на матрице путем отсоса; устройства для подпрессовки изделий; сущильной камеры; конвейерного устройства для транспортирования изделий через сушильную камеру; устройства для снятия изделий с матриц; устройства для мытья матриц; пневмогидросистемы и привода, отличающийся тем, что, с целью использования автомата для производства диффузоров динамических громкоговорителей и повыщения качества продукции, устройство для пооперацнонного перемещения сетчатых матриц выполнено в виде пульсирующего вертикально замкнутого конвейера с закрепленными на нем носителями для сетчатых матриц; устройство для подачи массы к сетчатым матрицам смонтировано над конвейером, а для перемещения сетчатых матриц от сущильной камеры к позиции загрузки на перемещающем устройстве применен пульсирующий конвейер. 2.Автомат по п. 1, отличающийся тем, что, с целью точного дозирования массы, устройство для подачи массы к сетчатым матрицам выполнено в виде смонтированного над конвейером бака для массы, соединенного с гидросистеА10й и сливным резервуаром и имеющего возможность возвратно-поступательного перемещения в вертикальной плоскости, причем внутри бака для массы укреплен неподвижный цилиндрический дозатор, дно которого имеет возможность возвратнопоступательного перемещения в вертикальной плоскости при помощи подпружиненного штока для пропуска массы к сетчатой матрице. 3.Автомат по п. 1, отличающийся тем, что устройство для цодпрессовки изделий состоит из смонтированного над конвейеро.м пуансона.
укрепленного на штоке -пневмоцилиидра, и смонтированного лод конвейером нодсеточника, имеющего возможность возвратно-ноступательного перемещення в вертикальной плоскостн.
4.Автомат но п. 1, отличающийся тем, что конвейерное устройство для транспортирования нзделнй через сушнльную камеру выполнено в виде цепного вертикального элеватора с люльками, приспособленными для перемещения матриц с изделиями по восходящей и нисходящей ветвям элеватора.
5.Автомат но п. 1, отличающийся тем, что / / / /6 5 27 7
пульсирующий конвейер для перемещения сетчатых матриц от сущильной камеры к позиции загрузки на перемещающем устройстве выполнен в виде неподвижно закрепленных фнгурных направляющих планок и смонтированных под ними подвижных направляющих нланок, имеющих возможность неремещения по замкнутому циклу «вверх-впередЕннз-иазад-вверх.
6. Автомат по п. 1, отличающийся тем, что, с целью повыщеиия производительности труда, все устройства автомата выполнены двухрядными. 57 58
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья изделий из бумажно-волокнистой массы | 1960 |
|
SU134560A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 2002 |
|
RU2281856C2 |
| Устройство для разработки кип волокна | 1975 |
|
SU744056A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ЗЕЛЕНОГО ЧАЙНОГО ЛИСТА | 1979 |
|
SU824948A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОЙ СУСПЕНЗИИ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129630C1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СУШКИ ПЕЧАТНЫХ ПЛАТ | 1969 |
|
SU234498A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Устройство для сушки изделий | 1975 |
|
SU555878A1 |

J9 /7
г/г 3
