1
Изобретение относится к области обработки металлов давлением и может быть использовано при производстве железнодорожных колес прокаткой.
Известен способ горячей деформации заг-отовок при производстве цельнокатанных колес, включающий осадку и формовку осаживаемой заготовки, прокатку колеса, выгнбку диска и калибровку обода.
Однако при таком способе наблюдается искажение элементов колеса на выгибном прессе, в частности смятие ступицы и утяжка обода колеса, обусловленные совмещением оле.раций выгибки и калибровки на выгибном прессе, а также длительность процесса деформирования заготовки на формовочном .прессе.
Для повыщения точности геометрии элементов колеса и сокращения технологического цикла по .предлагаемому способу после осадки формовку ступицы и диска колесной заготовки осуществляют одновременно с изгибом формуемой части диска, а прокатку обода и диска выполняют одновременно с изгибом раскатываемой части диска, после чего производят калибровку.
На чертеже показана последовательность операций, составляющих предлагаемый способ.
Нагретая исходная заготовка носле осаживания подается в щтамп формовочного пресса и деформируется в колесную заготовку с одновременным изгибом диска. Основная дефор.мирующая поверхность обеих частей штампа этого пресса выполняется с уклоно.м, совпадающим с уклоном диска готового колеса, в результате чего полученная колесная заготовка имеет изогнуты . Формовка в
таком повышает точность сопряжения диска и ст}П Ц з 1здел 1я, соосность верхней нижней частей ступицы колесной заготовки и уменьшает время прессования.
ПрО сатка обода части диска колесной заготовки на колесопрокатном стане производится в калибре из системы валков, геометрия которого позволяет выполнять раскатку обода и диска по диаметру и одновременно производ ть изгиб прокатываемой части диска в нанравлен н изгиба готового колеса. В результате прокатанное колесо имеег профиль, близк Й к гсометрии готового колеса, и не требует специальной операции по выгибке диска. На последнем прессе производится калибровка колеса в горячем состоянии. Отсутствие операци выгибки па этом прессе позволит эффективно использовать его для правки элементов колеса без искажения поверхности, которое не 1збежно при совмещенных операц 1ях. 3 предмет и з о б р е т е и и я Способ горячей деформации заготовок при производстве цельнокатанных колес, включающий осадку и формовку осажденной заготовки, прокатку колеса, выгибку диска и калибровку обода, отличающийся тем, что, с целью повышения точности геометрии элементов колеса и сокращения технологического цикла, после осадки формовку ступицы и диска колесной заготовки осуществляют одновременно € изгибом формуемой части диска, а прокатку обода и диска выполняют одновременно с изгибом раскатываемой части диска, после чего производят калибровку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цельнокатаных колес с изогнутым диском | 1990 |
|
SU1750819A1 |
| Способ изготовления центров электровозных колес | 1978 |
|
SU742015A1 |
| Способ изготовления железнодорожных колес | 1981 |
|
SU986560A1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2259279C1 |
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| Способ производства железнодорожных колес | 1975 |
|
SU524589A1 |
| Способ изготовления цельноштампокатаных колес | 1987 |
|
SU1516205A1 |
| Способ изготовления цельнокатаных колес | 1975 |
|
SU530723A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |
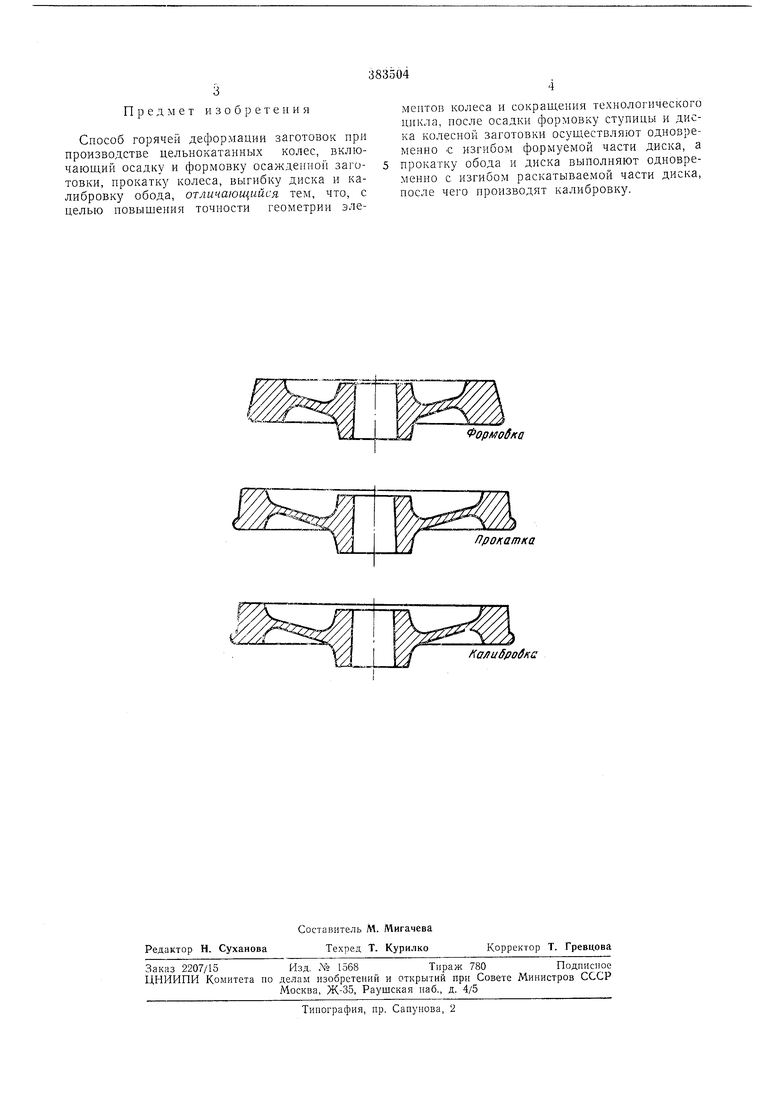
Формобка
Прокатка
Калибробка
