1
Предлагаемое изобретение относится к области изготовления иневматических шин.
Известна лнния заготовки слоев каркаса иневмахических ш.ин, содержащая диаго,нальио-резательиую машину, устройство для стыковки закроенных косяков в полосу, отборочные тралгенортеры, переворачивающий иолосу транспортер, компенсатор, устройство для наложения резиновых прослоек, угловой транспортер и подающий транспцртер, передаюидий иолосу к питателям сборочного станка.
Однако в указанргой линии полоса к питателям сборочиого станка подается только с одним углом закроя, а при необходимости подачи слоя с другим углом закроя иолосу иереворачивают вручную.
Цель .изобретения - обеспечить подачу полосы к питателям с любым углом закроя. Это достигается тем, что линия снабжена вторым угловым транспортером, устано.влеиным ниже первого углового транспортера я соосно с ним и .имеющи м окос в противоположную от первого сторону, и реверсивным подающим траисиортером, расположенным над основным подающим трапспорте,ром и выполненным короче него.
Для обеспечения подачи полосы на участок наложения резиновых прослоек с любым углом закроя переворачивающий транспортер устаиовлен над отборочным транспортером после устройства для стыковки.
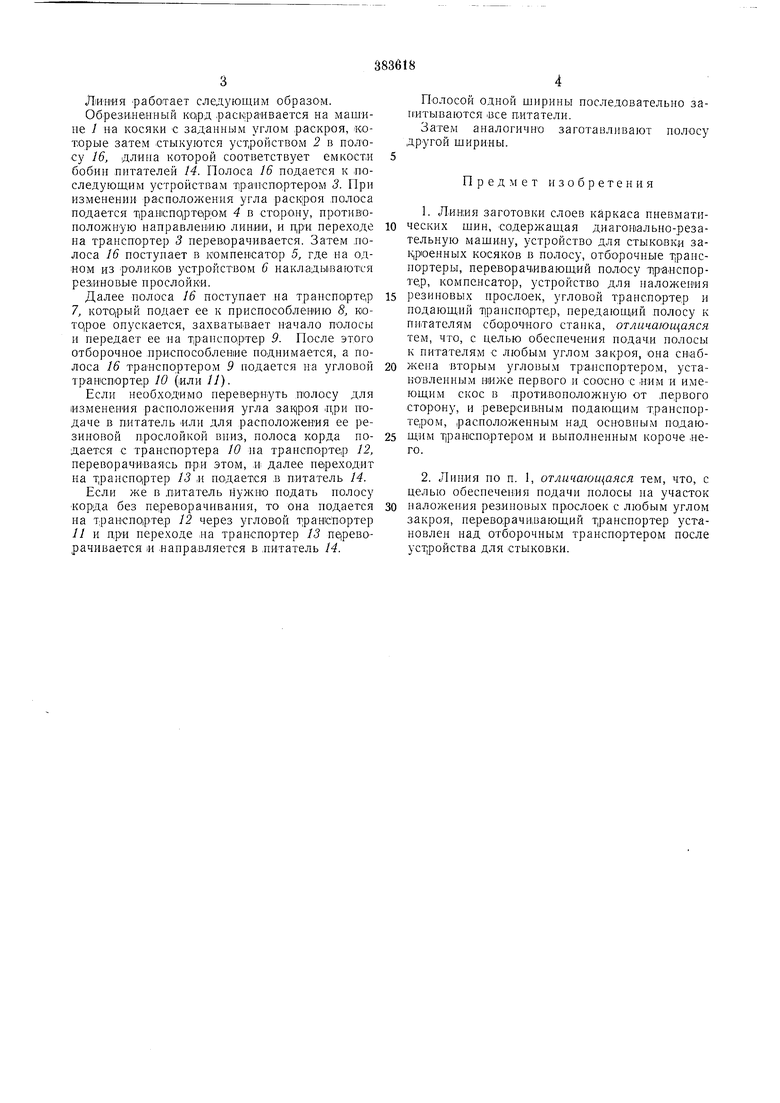
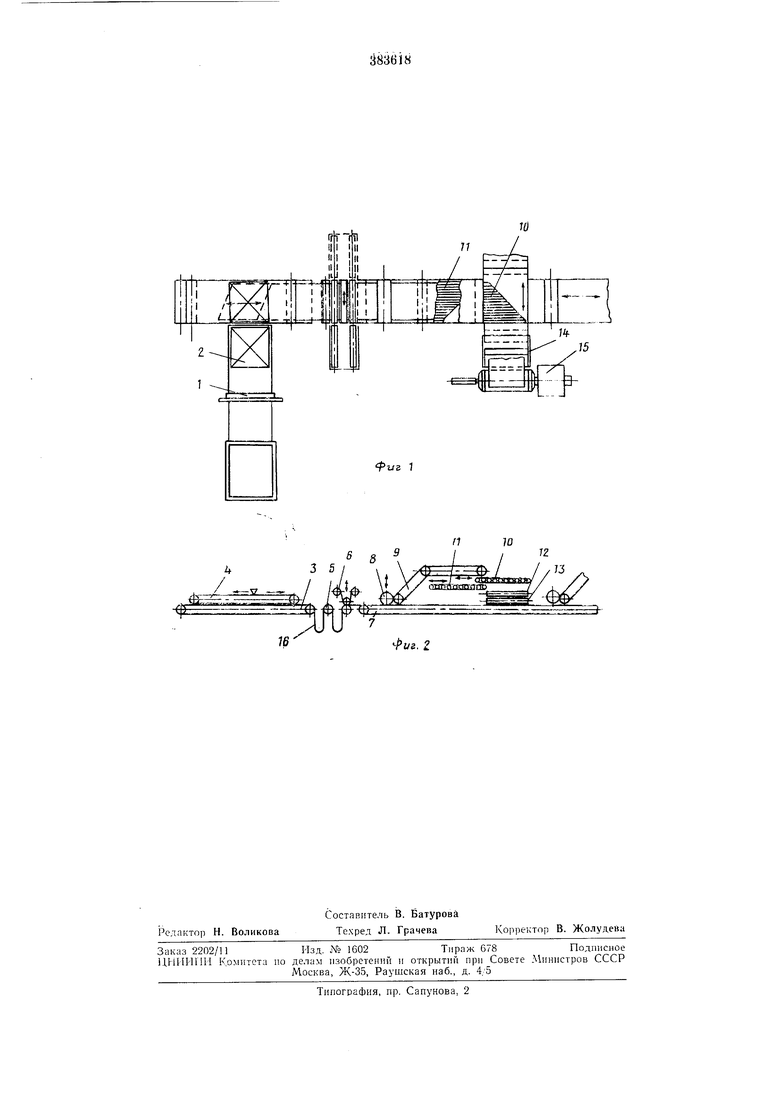
На фиг. 1 ноказана нредлагаемая линия, вид в плане; на фиг. 2 - то же, общий вид.
Линия содержит диагонально-резательную машину / для закроя косяков под заданным углом раскроя и устройство 2 для стыков1си косяков в полосу. Перпендикулярно этому устройству установлен отборочный транспортер 3, над которым расположен переварачнваюищй полосу реверсивиый транспортер 4. За транспортером 3 последовательно установлены компенсатор 5, устройство 6 для Наложеппя резиновых прослоек и объед,иняюи1.ий все последуюниш ycTpoiicTna транспортер 7.
Для отбора полосы с транспортера 7 в линии имеются отборочное приспособление 8 и отборочный трапсиортер 9, подающий полосу к угловому транспортеру 10. Ниже транспортера JO и соосно с ним установлен второй угловой транспортер 11 со скосом в противолололсную от .последнего сторону. Скос у транспортеров 10 и 11 выполнен под углом 45°.
В рабочей зоне под угловым.и транспортерами размеихены одни под другим иодающие реверсивные Т|рансно,рторы 12 н 13, пр.ичем верхний транспортер 12 выполнен короче нижнего 13. С двух сторон по коииам подающих транспортеров расположены питатели 14 сборочных станков 15.
3
Линия -работает следующим образом.
Обрезинеаный ко/рд .раскраивается на машине 1 на косяки с заданным углом раскроя, которые затем стыкуются устройством 2 в полосу 16, .длина которой соответствует емкости бобин питателей 14. Полоса 16 подается к последующим устройствам т.ра-пспортером 5. При изменении расположения угла раск|роя .полоса подается TpaHicnopTeipjOM 4 в сто:ро.ну, противоположную направлению линии, и при переходе на транспортер 3 переворачивается. Затем .полоса 16 поступает в компенсатор 5, где на одном из роликов устройством в наклады.ваготся резиновые прослойки.
Далее полоса 16 поступает на транспортер 7, который подает ее к приспособлению 8, которое опускается, захваты-вает н ачало полосы и передает ее иа транспортер 9. После этого отборочиое ириспособление поднимается, а полоса 16 траиспортером 9 подается на угловой тр-анспортер 10 (или 11).
Если необходимо неревернуть полосу для изменения расположения угла зак|роя при подаче в питатель -или для расположения ее резиновой прослойкой вниз, полоса корда подается с транспортера 10 на транспортер 12, переворачиваясь пр:И этом, .и далее пе реходит на транспортер 13 и подается .в питатель 14.
Есл.и же в .питатель подать полосу корда без переворачивания, то она подается на транспортер 12 через угловой транспортер // и при переходе .на транспортер 13 пе реворачивается и нанравляется в .питатель 14.
Полосой одной щнрины последовательно запитываются .все питатели.
Затем аналогично заготавливают полосу другой ширины.
Предмет изобретения
1.Лш-шя заготовки слоев каркаса пневматических шин, содержащая диагон1ально-резательную машину, устройство для CTbiKOiBKn заК|роенных косяков в пол.осу, отборочные Tjpancнортеры, переворачивающий полосу Tipancnopтер, компенсатор, устройство для наложения
резиновых прослоек, угловой транспортер и подающий Т раиспорте,р, передающий полосу к питателям сбор.очного станка, отличающаяся тем, что, с целью обеспечения подачи полосы к питателям с любым углом закроя, она снабжена вторым угловым транснортером, установленным ниже первого и сооспо с ним и имеющим скос в .противоположную от иервого сторону, и реверсивным подающим транспортером, расположенным над основным подаюЩим ранслортером и выполненным короче иего.
2.Линия по п. 1, отличающаяся тем, что, с целью обеспечения подачи полосы на участок
наложения резиновых прослоек с любым углом закроя, переворачивающий т ранспортер установлен над отборочным транспортером после уст ройства для стыковки.
риг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для заготовки деталей каркаса покрышек пневматических шин | 1969 |
|
SU412737A1 |
| Агрегат для раскроя и стыковки корда | 1982 |
|
SU1065240A1 |
| Агрегат для раскроя и стыковки полосового материала | 1985 |
|
SU1570930A1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1969 |
|
SU239540A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| ЛИНИЯ ПОСЛОЙНОЙ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1968 |
|
SU218411A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ОТМЕРА К ДИАГОНАЛЬНО-РЕЗАТЕЛЬНОЙ МАШИНЕ | 1971 |
|
SU311773A1 |
| Устройство для перекладки полосового материала | 1982 |
|
SU1060497A1 |
| АГРЕГАТ ДЛЯ РАСКРОЯ И СТЫКОВКИ ПОЛОСОВОГО МАТЕРИАЛА | 1988 |
|
SU1621316A2 |
| Способ наложения резиновых прослоек на резинокордный материал и устройство для его осуществления | 1989 |
|
SU1742099A1 |
Риг. 2
