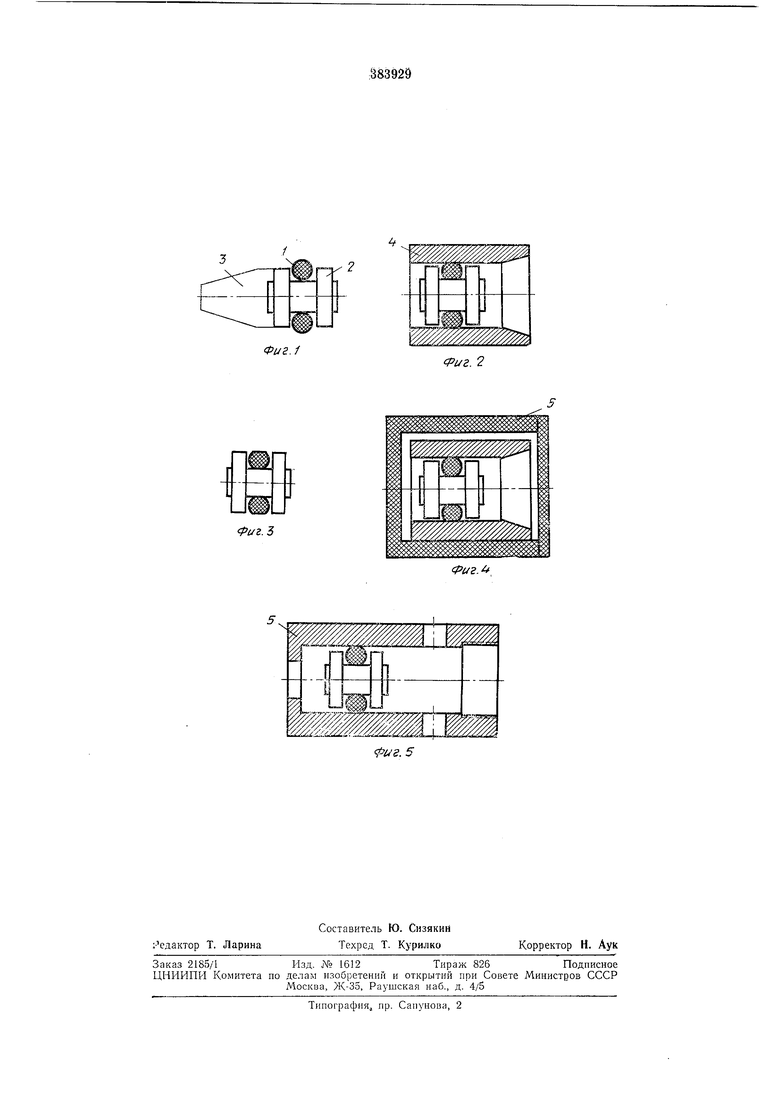
Известные способы монтажа деформируемых в работе эластичних элементов на цилиндрические поверхности деталей требуют для своего выполнения относительно сложного технологического процесса. Цель изобретения - усовершенствование технологического процесса. С этой целью элементы предварительно деформируют до необходимых для посадки размеров при помощи оправок, охлаждают до температуры стеклования эластомера, освобождают от оправок и затем свободно устанавливают на посадочное место с последующим нагревом соединения, обеспечивающим поЛНое восстановление характеристики материала элемента. На фиг. 1-5 представлены конструктивные схемы основных операций по предложенному способу. Эластичный элемент, например уплотнительное кольцо 1, устанавливают в гнездо рабочей детали 2 при помощи конусной оснастки 5 (см. фиг. 1). На фиг. 2 показан монтаж детали с кольцом .внутри оправки 4 со стороны заходной фаски. В этом положении происходит осадка эластичного элемента до наружного диаметра, соответствующего диаметру отверстия цилиндра 5. Оправку с рабочей деталью и эластичвым элементом (см. фиг. 4) помещают в камеру холода 6, где охлаждают до температуры стеклования эластомера. После перехода эластомера в стеклообразное состояние деталь с эластичным элементом извлекают из оправки и свободно устанавливают в цилиндр о (см. фиг. 5). Предмет изобретения Способ монтажа деформируемых в работе эластичных элементов на цилиндрические поверхности деталей, отличающийся тем, что, с целью усоверщенствования технологического процесса, элементы предварительно деформируют до необходимых для посадки размеров при помощи оправок, охлаждают до температуры стеклования эластомера, освобождают от оправок и затем свободно устанавливают ва посадочное место с последующим нагревом соединения, обеспечивающим полное восстановление харктеристик материалов элемента и детали.
Фиг.1
Риг. 2
.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа полимерных элементов на цилиндрических поверхностях детали | 1988 |
|
SU1553400A1 |
| Термический пресс | 1985 |
|
SU1320079A1 |
| Устройство для раскатки | 1977 |
|
SU829275A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2176181C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГРУППОВОЙ СБОРКИКОНВЕЙЕРОВРОЛИКОВ | 1972 |
|
SU333000A1 |
| ДЕРЖАТЕЛЬ ЮСТИРУЕМЫХ ДЕТАЛЕЙ | 1969 |
|
SU246114A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2240911C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ПОДШИПНИКОВ КАЧЕНИЯ КАРТЕРОВ КОРОБОК ПЕРЕДАЧ КАЛИБРОВАНИЕМ СЛОЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ, НАНЕСЕННОЙ НА ИЗНОШЕННЫЕ ОТВЕРСТИЯ КОРПУСНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457091C2 |
| Способ термической сборки с натягом деталей типа вал-втулка | 1984 |
|
SU1155407A1 |
| Способ монтажа эластичной кольцевой детали на базовую поверхность | 1990 |
|
SU1742024A1 |