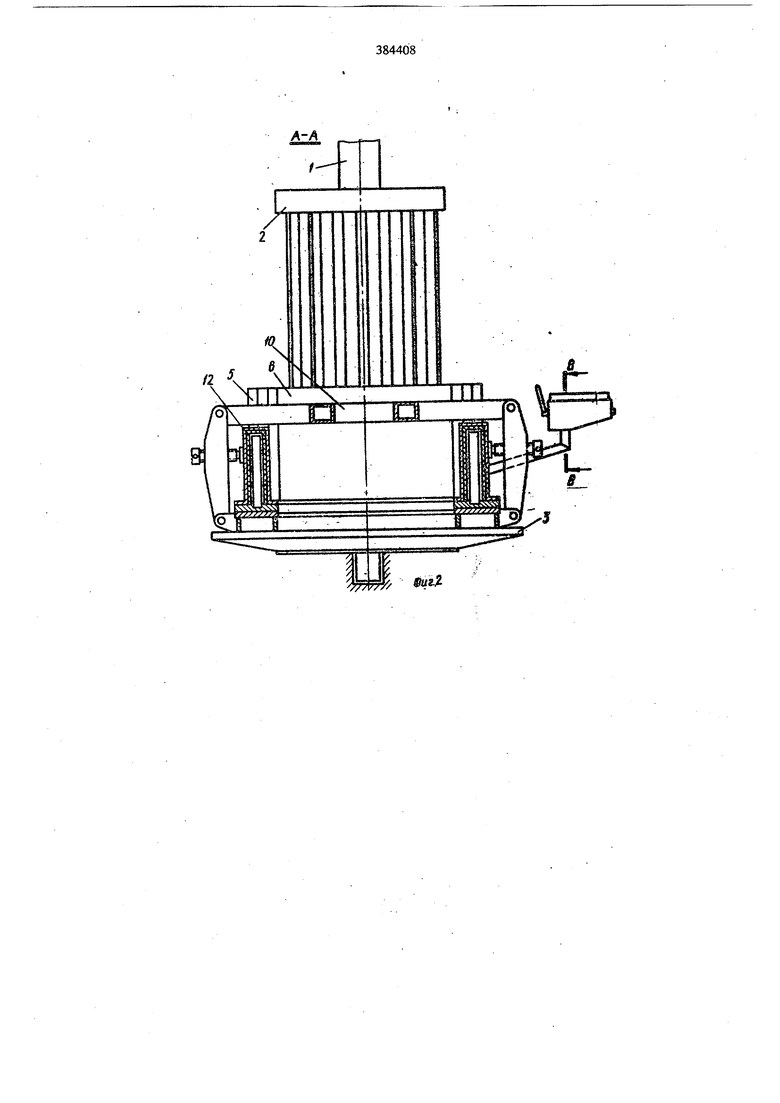
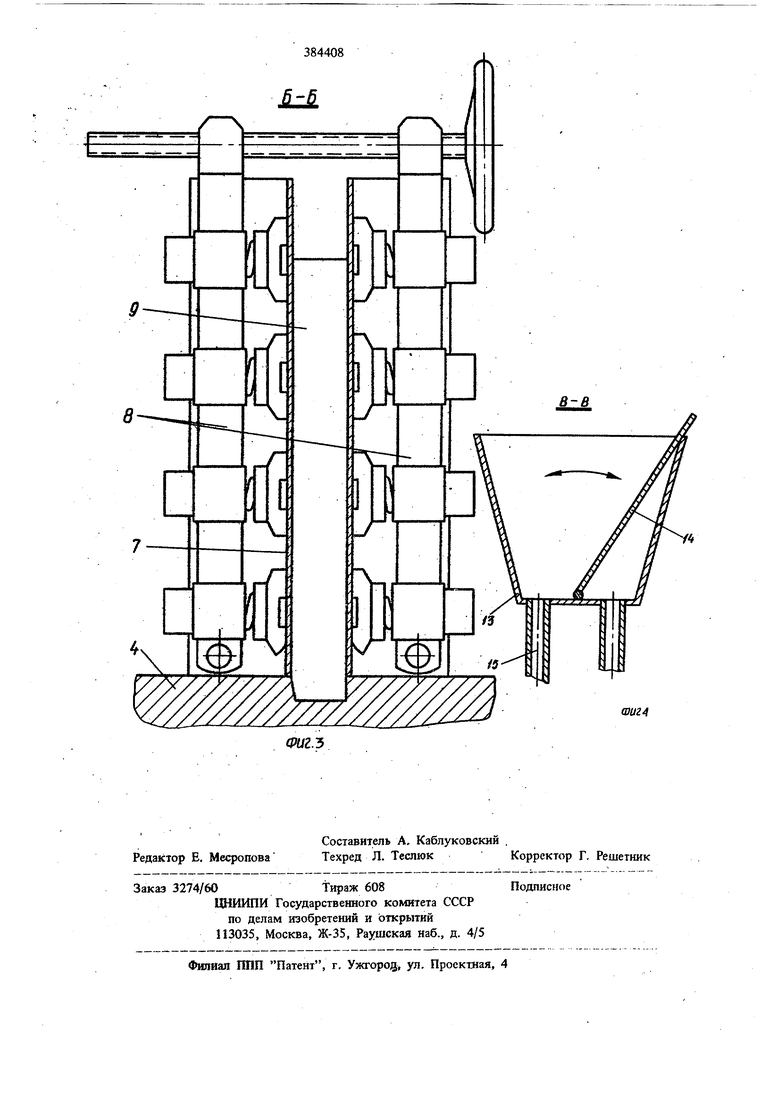
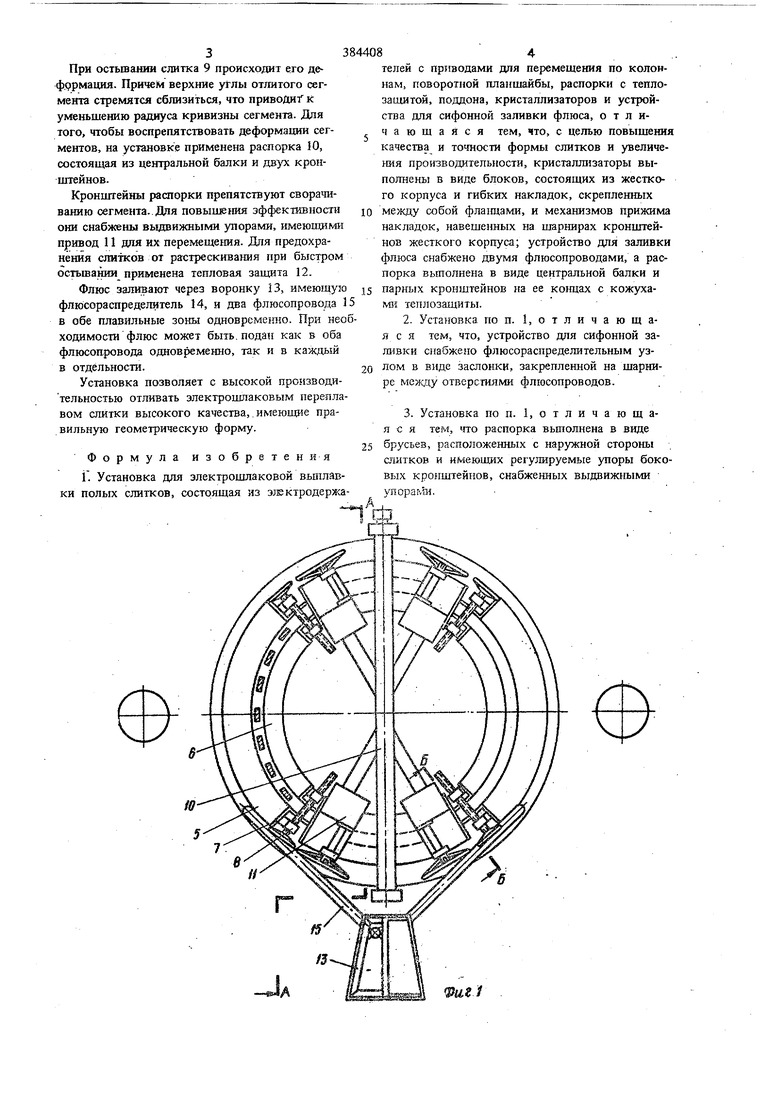
Изобретение относится к металлургии, в частности к электрошлаковому переплаву слитков. Известны установки для вьшлавки полых слитков. Слитки, отливаемые на таких установках, имеют значительную деформацию, в результате чего нарушается электрический контакт слитка с поддоном. С целью повышения качества и точности формы слитков и увеличения производительности на предлагаемой установке части слитков отливают одновременно на диаметрально противоположных позиш1ях, а при выплавке последующих частей вьшлавленные ранее сегменты заключают в специальное устройство для предотвращения их деформации, используя при этом теплозащиту для уменьшения теплопотерь. На фиг. 1 показаны установка для электрошлаковой выплавки; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б фиг. 2; на фиг. 4- разрез В-Вфиг. 1. В установке применены две колонны 1, по которым перемещают электродержатели 2. Планшай.ба 3 может совершать вращательное движение для перемещения отлитых частей слитка по окружное; ти. После перемещения отлитых сегментов в рабочих зонах освобождаются участки поддона 4 для отливки следующей пары слитков. Перед перемещением слитков кристаллизаторы 5 и 6 отводят с поддона. Наружные кристаллизаторы 5 отводят с помощью нижних тележек, закрепленных на колоннах, а внутренние кристаллизаторы 6 - специальными механизмами, расположенными внутри планшайбы. Как наружньш, так и внутренний кристаллизаторы представляют собой блок, состоящий из жесткого охлаждаемого корпуса и гибких охлаждаемых накладок 7, рабочая пойерхность которых является продолжением рабочей поверхности жесткого корпуса. На жестком корпусе имеются кронштейны, на шарниры которых навешены механизмы прижатия гибких накладок 8 к слитку 9. Такое устройство кристаллизатора гарантирует отсутствие протекания шлака между слиткгом и накладками. После выплавки первой пары сегментов отводят кристаллизаторы и перемещают сегменты, повооачивая планшайбу на 90°. При остьшашш слитка 9 происходит его дефррмацкя. Причем верхние углы отлитого сегмента стремятся сблизиться, что приводи/ к уменьшению радиуса кривизны сегмента. Для того, чтобы воспрепятствовать деформации сегментов, на установке применена распорка 10, состоящая из центральной балки и цвух кронштейнов. Кронштейны распорки препятствуют сворачиванию сегмента.. Для повыше1П1я эффективности они снабжены выдвижными упорами, имеющими привод 11 для их перемещения. Для предохранения слитков от растрескивания при быстром остьшании применена тепловая защита 12. Флюс заливают через воронку 13, имеющую флюсораспределитель 14, и два флюсопровода 1 в обе плавильные зоны одновре.мешю. При нео ходимости флюс может быть, подан как в оба флюсонровода одновременно, так и в каж,цый в отдельности. Установка позволяет с высокой производительностью отливать злектрошлаковым перепла вом слитки высокого качества,. имеющие правильную геометрическую форму. Формула изобретен и я 1. Установка для злектрошлаковой вьтлавки полых слитков, состоящая из э;Ектродержа телей с приводами для перемещения по колоннам, поворотной планшайбы, распорки с теплозащитой, поддона, кристаллизаторов и устройства для сифонной заливки флюса, о т л ичающаяся тем, что, с целью повышения качества и точности формы слитков и увеличения производительности, кристаллизаторы выполнены в виде блоков, состоящих из жесткого корпуса и гибких накладок, скрепленных между собой флавдами, и механизмов Прижима накладок, навешенных на иврнирах кронштейнов жесткого корпуса; устройство для заливки флюса снабжено двумя флюсопроводамн, а распорка выполнена в виде центральной балки и парных кронштейнов на ее ковдах с кожухаM i теплозащиты. 2. Установка по п. 1, о т л и ч а ю щ ая с я тем, что, устройство для сифонной заливки снабжено флюсораспределительным узлом в виде заслонки, закрепленной на шарнире отверстиями флюсопроводов. 3. Установка по п. 1,отличающая с я тем, гго распорка выполнена в виде брусьев, расположенных с наружной стороны етитков и имеющих регулируемые упоры боковых крО}1щтейнов, снабженных выдвижными ynopaEviii.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения слитков | 1972 |
|
SU440900A1 |
| ЭЛЕКТРОШЛАКОВАЯ ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛОГО СЛИТКА | 2013 |
|
RU2533579C1 |
| Устройство для электрошлаковой выплавки полых слитков | 1970 |
|
SU329784A1 |
| Установка для электрошлаковой выплавки многослойных слитков | 1977 |
|
SU660398A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| Способ изготовления турбинных дисков | 1969 |
|
SU285746A1 |
| Установка для электрошлаковой выплавки слитков | 1970 |
|
SU310940A1 |
| Установка для электрошлаковой отливки слитков | 1983 |
|
SU1115482A1 |
| Способ электрошлаковой выплавки металлических изделий | 1970 |
|
SU294498A1 |
| Устройство для электрошлаковой выплавки полых слитков | 1969 |
|
SU265148A1 |