1
Изобретение относится к области металлообработки.
Известен способ подналадки резца на размер обработки компенсацией «зноса последнего за счет деформации в поперечном сечении.
Предлагаемый способ отляч ается от известного тем, что приращение величины .крутящего момента преобразуют в приращение усилия поперечной деформация.
Такой способ обеспечивает подналадку в процессе обработки.
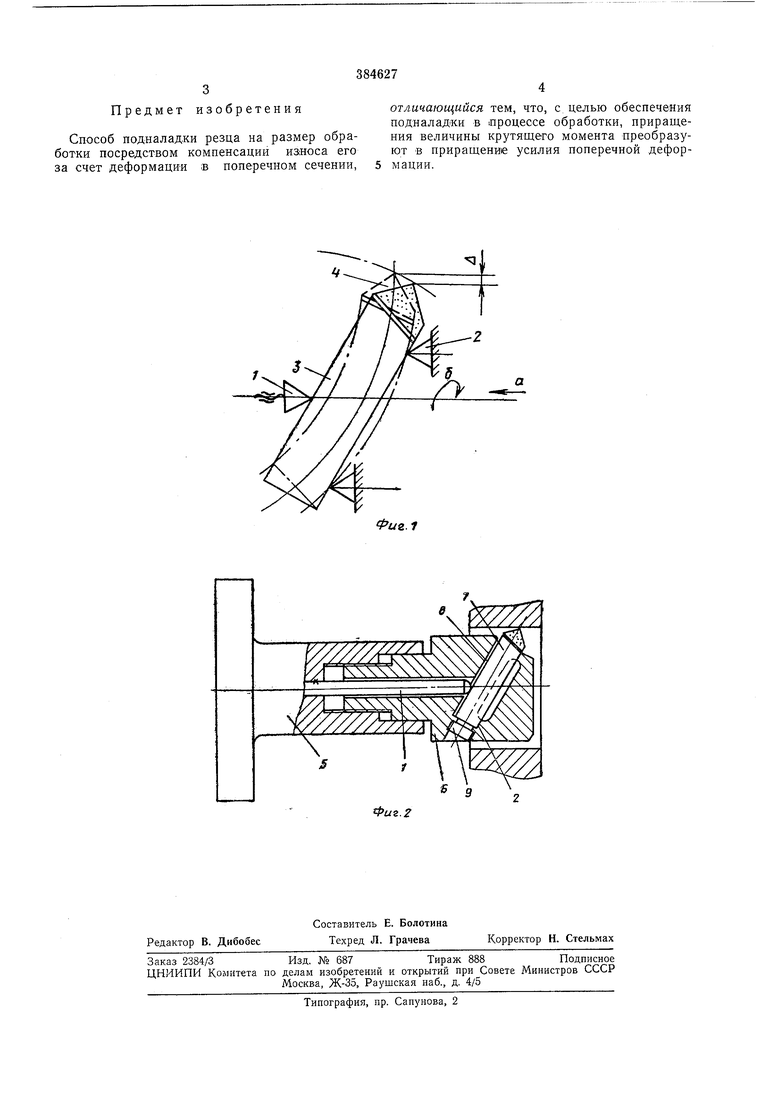
На фиг. 1 дана схема действия сил и деформаций при подналадке резца в соответствии с описываемым способом; на фиг. 2 - пример конструкции расточной оправки, реализующей описываемый способ.
На фиг. 1 приняты следующие обозначения: 1 W. 2 - упоры, деформирующие резец; 3 - положение .резца в начале расточки; 4 - положение резца в конце расточки; направление перемещения резца вдоль оси оправки показано стрелкой а, направление поворота резца вокруг оси оправки под действием сил резания - стрелкой б.
Расточная оправка (фиг. 2) имеет корпус 5, в осевой расточке которого выноллена резьба, взаимодействующая с резьбой полой насадки 6, охватывающей закрепленный в корпусе упор 1, контактирующий с резцом 7. В насадке под резец 7 выполнено наклонное отверстие 8 на одной из стенок которого образованы поверхности, играющие роль упоров 2. Резец настраивается на размер винтом 9. При 5 первичной настройке резец перемещается в радиальном направлении винтом 9 и завинчивается в корпусе 5 насадки 6. При этом резец предварительно деформируется на величину, соответствующую нагрузке от сил резания
0 незатупленным резцом.
При затуплении резца силы резания и, соответственно, крутящий момент увеличиваются. Под действием лриращения сил резания резец, поворачиваясь в направлении стрелки
5 б, .перемещается вдоль оси в направлении стрелки а, так как резец закреплен в насадке, соединенной с корпусом оправки резьбой. При этом он упирается в упор /При дальнейщем перемещении резца он деформируется на участке между упорами 2. Вследствие наклонного положения резца его верщина описывает дугу, отклоняясь от первоначального положения на величину А.
Положительным эффектом предлагаемого
5 способа является автоматичность процесса . подналадки и отсутствие сложных устройсгв для его осуществления. Сечение резца рассчитывают из условия его деформации под действием увеличивающейся при затуплении
0 резца силы резания. Предмет изобретения Способ подналадки резца на размер обработки посредством компенсации износа его за счет деформаций в поперечном сечении, 5 отличающийся тем, что, с целью обеспечения подналадки в процессе обработки, приращеиия величины крутящего момента преобразуют в приращение усилия поперечной деформации.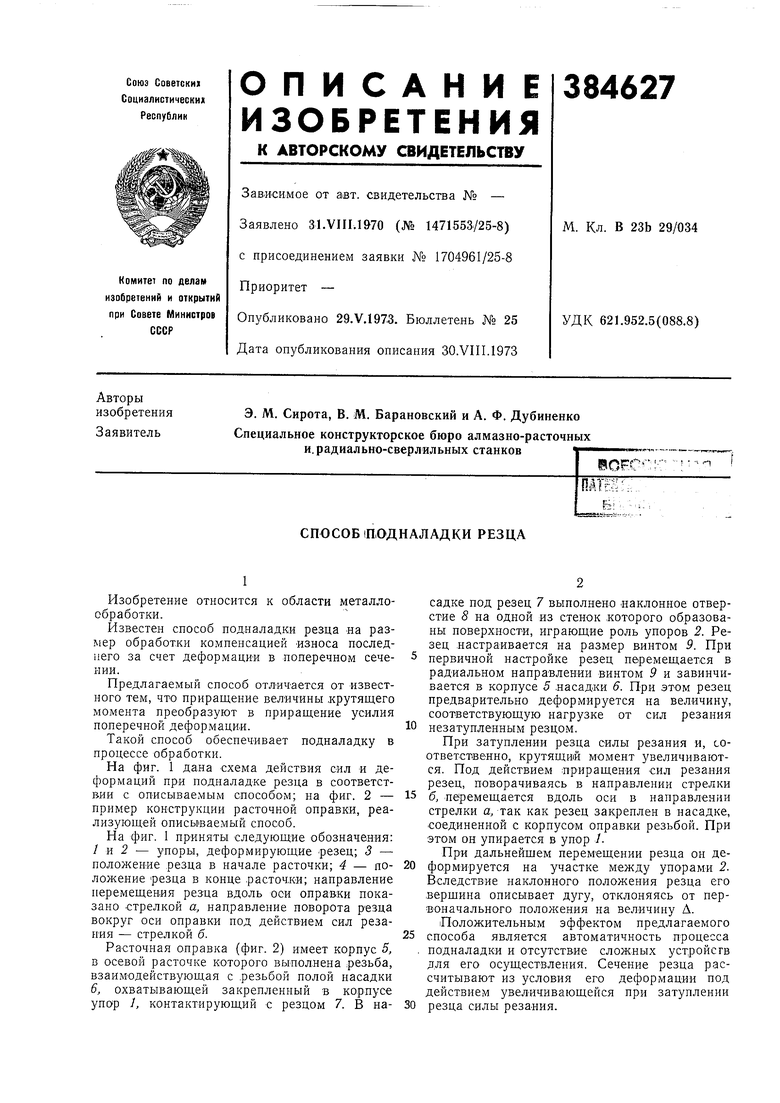
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Расточная оправка | 1981 |
|
SU1009625A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU933277A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Комбинированный инструмент | 1984 |
|
SU1337241A1 |
| Расточная оправка | 1983 |
|
SU1133041A1 |
| Способ размерной подналадки двух резцов | 1980 |
|
SU891220A1 |
| Расточная оправка | 1980 |
|
SU884873A2 |
| ФШШ | 1973 |
|
SU384628A1 |
| Способ подналадки резца и устройство для его осуществления | 1983 |
|
SU1126381A1 |