1
И|3обрете.н,ие о/тносится к ма,ши-ностробнию и предназначено для окончательной обра.ботки точных «а руж1НЫ1х поверхностей.
Известны ханииговальные головки для об,ра.бот1ки наружных ловерхнюстей, включающие в себЯ корпус, внутри .которого разменден .нажи;мной поршень, взавмодействующий овоей внутренней конической поверхностью с .колодками хон.ингова-льных брусков, перемещающихся .по на1правляю1щим в радиальном нашр.авлении.
К недостаткам извесгныл устройств следует отнести точные сопряжения между соприкасающимися поверхностями КОЛОДОК и ох1ваты1ваю1Щ.И1МИ ловерхностями направляющего паза, которые на хадятся в зоне непосредственного воздействия юмазочно-охлаждающей жидкости, содержащей большое количество щлама, что привадит к заклиниванию и .нербкосу .колодо(к.
Цель изобретения - устранить .ивание и парекос колодок, происходящие от воздействия отходов хонингавания.
Для этого «ажжмиой поршень снабжен пазами для прохода направляющих элементов, выполненных в в.иде втулок, о.дин К01нец которых установлен подвижно, а другой - неподвижно ,в отверстиях «олодо1к и корпуса.
Такое выполнение механизма радиального перемещения бруока позволяет заменить контакт колодки по охватывающему пазу .на контакт по конической поверхности и вынести паправл-яющ.ие элементы из зоны обработки.
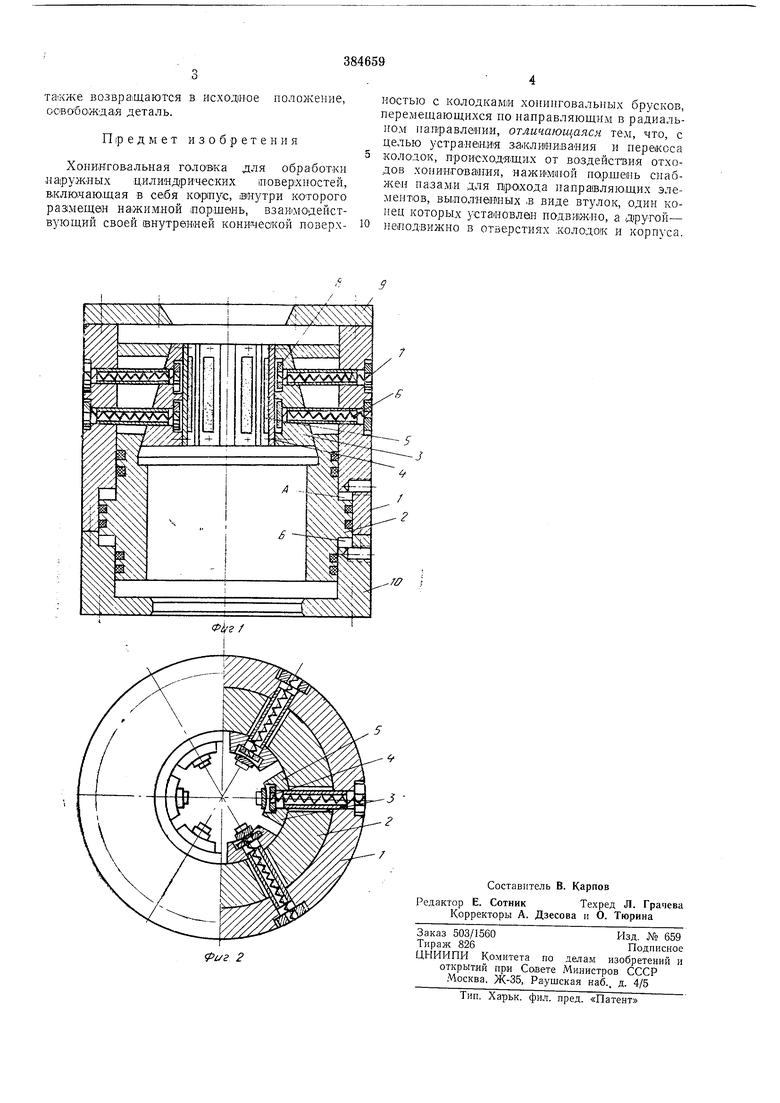
На фиг. 1 изображена предлагаемая го5 лов1ка, общий вид; на фиг. 2 - то же, вид OBapixy.
Хонинго вальна я головка включает в себя корпус /, нажимной поршень 2, колод.ки 3 с хонинго.вальнььми брусками 4, направляющие 10 5, выполненные .в в.и;де втулок, |цилинд ричеокие пружины 6, щай|бы 7 и 5 для закрепления .пружин и фл.а.н1цы 9 и 10.
Головку устанавливают на столе хонинговального станка « подключают к гидравличе5ской системе, а обрабатываемую деталь закрепляют на Щ|п.инделе хонингавального ставка.
Масло, .поступая в полость А жорпуса У,
перемещает порщень 2 т осевам направле0 НИИ. Поршень, воздействуя своей внутренней
поверхностью на колодки 3, передвигает их
по направляю.щим 5 к центру, создавая необхо.димое рабочее .давление 1хонинговальны.х
брусков 4 на обраб.атываемую поверхность и
5 растягиваЯ при этом пружины 6.
По акончанпи обработки масло из гидравличеокой системы подается в полость Б, образованную корпусом / и фланцем 10, и перемещает пор-щень 2 в исходное положение. Под воздействием пружин 6 «олодки 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2128571C1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка | 1980 |
|
SU994232A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2189897C2 |
| Устройство для хонингования | 1986 |
|
SU1419868A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2061791C1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
