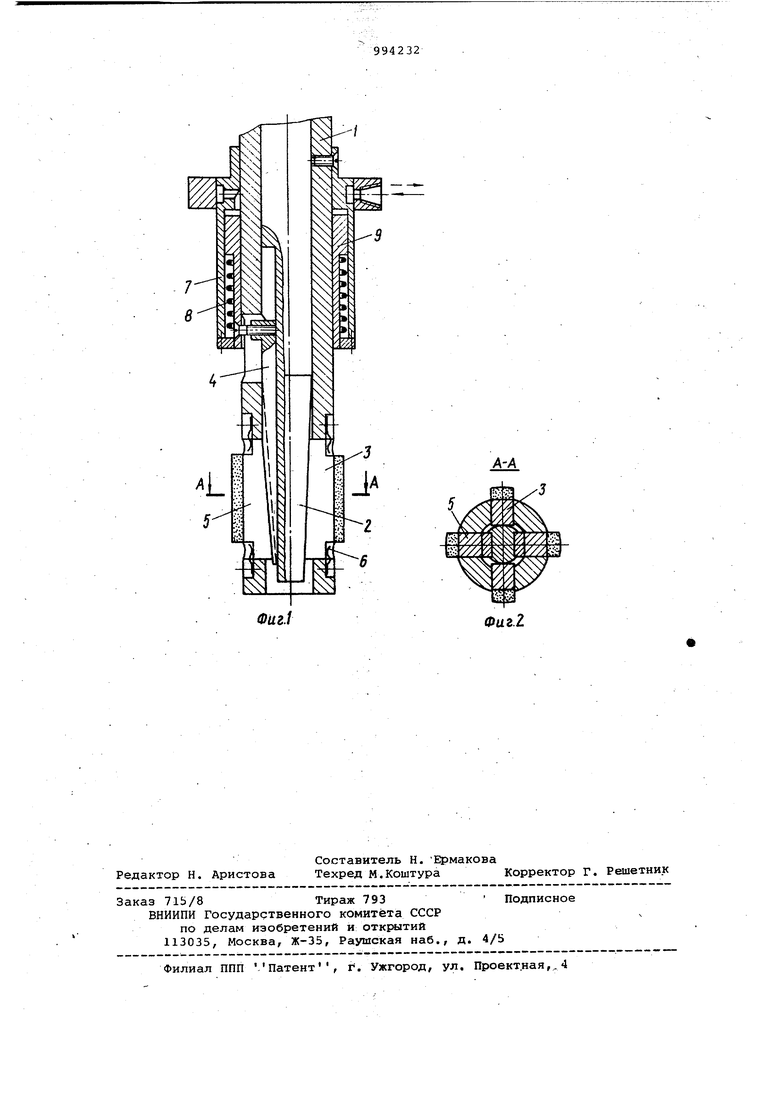
торого жестко связан с клиновыми элементами разжима 4, При введении хонинговальной головки в обрабатываемое отверстие основным приводом разжима по сигналу от управляющей системы в работу вводятся крупнозернистые бруски. По достижении первого промежуточного заранее заданного размера управляющая система посылает сигнал на дополнительный блок управления, включающий независимый ( привод разжима мелкозернистых брусков которым вводятся в работу мелкозернис тые бруски. По достижении второго промежуточного заранее заданного размера по сиг налу управляющей системы основным при водом разжима при наличии разрешающег сигнала от дополнительного блока управления осуществляется вывод крупнозернистых брусков из обработки. Далее обработка осуществляется только мелкозернистыми брусками и по окончании обработки По команде управляющей и дополнительного блока управления мелкозернистые бруски выводятся из ра боты независимЕлм приводом разжима. Головка выводится из обрабатываемого отверстия. Контроль достижения промежуточных размеров производится любым из извест ных методов либо их комбинацией (по пути, по времени, прямым активным кон тролем и т.д.). Ввод в работу крупнозернистых брусков осуществляется основным приводом разжима, перемещающим иглу разжима 2 вдоль оси корпуса вниз (по чертежу), который, воздействуя конической поверхностью на опоряую по верхность колодок 3, перемещает их ра диально. Ввод в работу мелкозернистых брусков осуществляется по команде дополнительного управляющего блока на подачу рабочей среды в поршневую полость цилиндра 7. При этом поршень 9, двигаясь вниз, перемещает независимо от иглы разжима 2 клиновые элементы разжима 4, которые воздействуют клиновой частью на колодки 5, перемещая-их радиально. Сжим крупнозернистых брусков производится пружинами б при перемещении иглы разжима 2 вверх относительно корпуса. Сжим мелкозернистых брусков осуществляется при снятии давления в поршневой полости пружиной возврата 8, перемещающей поршень и клиновые элементы 4 вверх, и пружинами 6, утапливающими колодки. Подвод рабочей среды к вращающейся хонинговальной головке осуществляется с помощью известных устройств. Наличие независимо управляемого привода мелкозернистыми брусками позволяет оптимизировать процесс хонингования по -производительности и стойкости инструмента, а также повысить качество обработки. . , Формула изобретения Хонинговальная головка, содержащая корпус, в пазах которого размещень два комплекта колодок с крупнозернистыми и мелкозернистыми брусками с возможностью контакта посредством разжимных элементов с иглой разжима, снабженной приводом радиальной подачи брусков, отличающаяся тем, что, с целью повышения качества обработки, Хонинговальная головка снабжена дополнительным управляемым приводом радиальной подачи одного из комплектов колодок, разжимные элементы которого выполнены клиновыми и размещены в продольных пазах иглы разжима. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР f 500046, кл. В 24 В 33/02, 1974.
Фиг./
А-А
Фиг2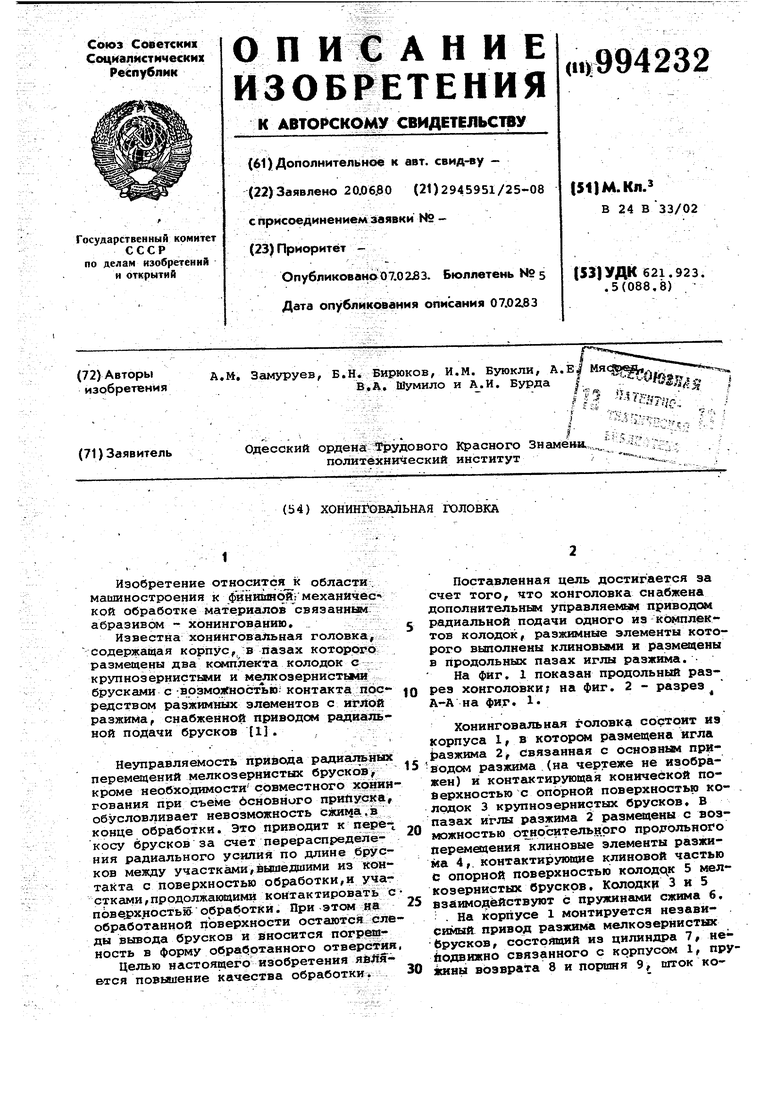
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| НИНГОВАЛЬНАЯ ГОЛОВКА | 1972 |
|
SU343833A1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |