До настоящего времени трубы с утолщенными концами, применяемые, например, в качестве буровых труб, изготовляются различными способами. По одному из известных способов концам трубы придаются утолщенные стенки путем расплющивания, а по другому - снаружи прокатанные концы трубы для образования внутренних утолщений подвергались многократной ковке.
Но эти способы имеют недостаток, заключающийся в том, что повторное нагревание очень влияет на качество, следствием чего является значительное понижение прочности труб.
Для устранения такого недостатка прокатку нормального полого изделия производят на пилигримных станках с применением ступенчатого сердечника, или же нормального сердечника, причем в процессе прокатки сердечник не доводится до переднего конца выталкивающей втулки. Но при таком способе прокатки утолщения, а также примыкающей к этому утолщению части трубы, задний конец трубы упирается в уступ сердечника или в особый выталкиватель и при каждом пилигримном шаге вальцовки к уступу сердечника или к переднему концу сердечника прилегает каждый раз новое место трубы, так как при наличии заднего упора трубы будет иметь место вытягивание материала только вперед. Вследствие этого, при таком способе прокатки неизбежным является образование перевальцовок в месте перехода от утолщенной части трубы к ее нормальной части, которые влекут за собою выпячивания и уступы как на наружной, так и на внутренней поверхности трубы. Качество прокатанных труб снижается таким образом и иногда трубы бывают совсем непригодными.
Предлагаемое изобретение имеет целью устранение всех недостатков, наблюдающихся при прокатке труб с внутренними утолщениями на концах на пилигримных станах, а также снижение производственных расходов и увеличение прочности самих труб.
Согласно изобретению, подлежащая прокатке трубчатая заготовка, еще до прокатки на пилигримном стане снабжается кольцевым сужением в том месте, где у готового изделия утолщенный конец трубы переходит в нормальную толщину стенки трубы.
Процесс изготовления прокаткою труб с внутренними утолщениями стенок на концах заключается в том, что прокатка снабженной кольцевым сужением трубчатой заготовки производится на сердечнике, упирающемся уступом в кольцевое сужение заготовки таким образом, что, до прекращения у местоположения уступа b2 захватного действия валков, может быть произведено вытягивание материала назад.
При прокатке утолщенного конца трубы по ступенчатой части сердечника тот период времени, когда вальцами производится прокатка изделия по части сердечника нормальной толщины, а также в месте уступа сердечника, кольцевые сужения заготовки упираются в этот уступ сердечника, а задний конец ее не упирается, вследствие чего имеет место вытягивание материала назад. Но с прекращением вальцами прокатки у уступа сердечника задняя часть заготовки упирается в выступ сердечника или в выталкивающую втулку, и с этого момента вытягивание материала идет нормальным путем, т.-е. вперед.
Изготовленные по новому способу трубы с внутренними утолщениями на концах, вследствие сужения заготовки и образования утолщения, путем свободного вытягивания этой части трубы назад во время прокатки, а также и той части трубы, которая непосредственно примыкает к утолщению, обладают тем преимуществом, что у них не имеется никаких перевальцовок и что они пригодны непосредственно для употребления.
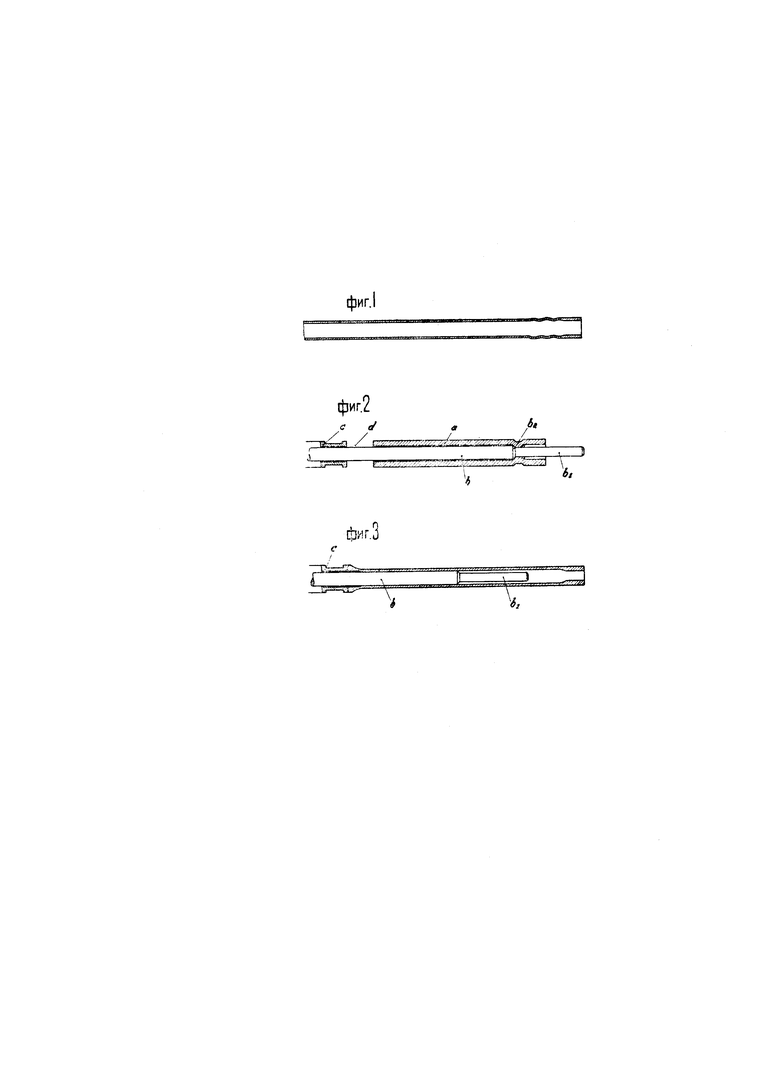
На чертеже фиг. 1 изображает продольный разрез трубы с утолщением на конце, изготовленный по известному способу на пиллигримном стане; фиг. 2 и 3 - продольный разрез трубы при различных операциях процесса прокатки трубы по предлагаемому способу.
Трубчатая заготовка а после ее пробивания из болванки суживается у одного конца настолько, чтобы тонкая часть b1 сердечника могла пройти через суженное место. Благодаря этому заготовка получает в месте перехода к более утолщенной части b2 сердечника упор, с которым эта часть в начале прокатки на пилигримном стане подходит к уступу b2 сердечника, причем между задним концом заготовки а и выталкивающей втулкой с предусматривается свободное пространство d, размер которого позволяет производить вытягивание заготовки а назад в тот момент, когда производится захватное действие вальцев на месте уступа b2 сердечника.
При прокатке на пилигримном стане вначале прокатывается конец заготовки а, расположенной перед сужением, на ступенчатой части b1 сердечника в виде утолщенного конца трубы, причем материал в виду наличия свободного пространства d может вытягиваться назад. Благодаря этому создается благоприятный переход от толстой части стенки трубы к тонкой и полностью устраняется неизбежная перевальцовка, имевшая место до настоящего времени. Если место уступа b2 сердечника оказалось вне валка пилигримного стана, то заготовка а, в виду уже произведенного вытягивания назад, прилегает своим задним концом к выталкивающей втулке с, так что дальнейшая прокатка трубы происходит нормальным путем, т.-е. при вытягивании материала вперед (фиг. 2).
При пользовании настоящим способом рекомендуется сужение переднего конца заготовки производить одновременно с процессом пробивания ее.
Предлагаемый способ может быть применен также и при изготовлении изделий, имеющих кольцевое сужение и служащих для прокатки труб с внутренними утолщениями на концах, на пилигримных станах так же, как и для труб.
1. Способ изготовления прокаткою труб с внутренними утолщениями стенок на концах, отличающийся тем, что подлежащая прокатке трубчатая болванка снабжается до процесса прокатки кольцевым сужением.
2. Прием выполнения способа по п. 1 изготовления труб, отличающийся тем, что прокатка снабженной кольцевым сужением трубчатой болванки производится на сердечнике, упирающемся уступом b2 в указанное кольцевое сужение таким образом, что до прекращения у местоположения уступа b захватного действия валков может быть произведено вытягивание материала назад.
