1
Изобретение относится к способам упрочнения металлопокрытий, нанесенных наплавкой и может быть использовано для ремонта маП1ИН на ремонтных предприятиях.
Известен способ термомеханической обработки металлопокрытий, нанесенных вибродуговой наплавкой, по которому наплавленный слой в процессе наплавки подвергается пластической деформации.
Цель изобретения - повышение прочности и износостойкости наплавленного металла.
Это достигается тем, что наплавленный металл в процессе охлаждения повторно подвергают пластической деформации при температуре устойчивости переохлажденного аустенита.
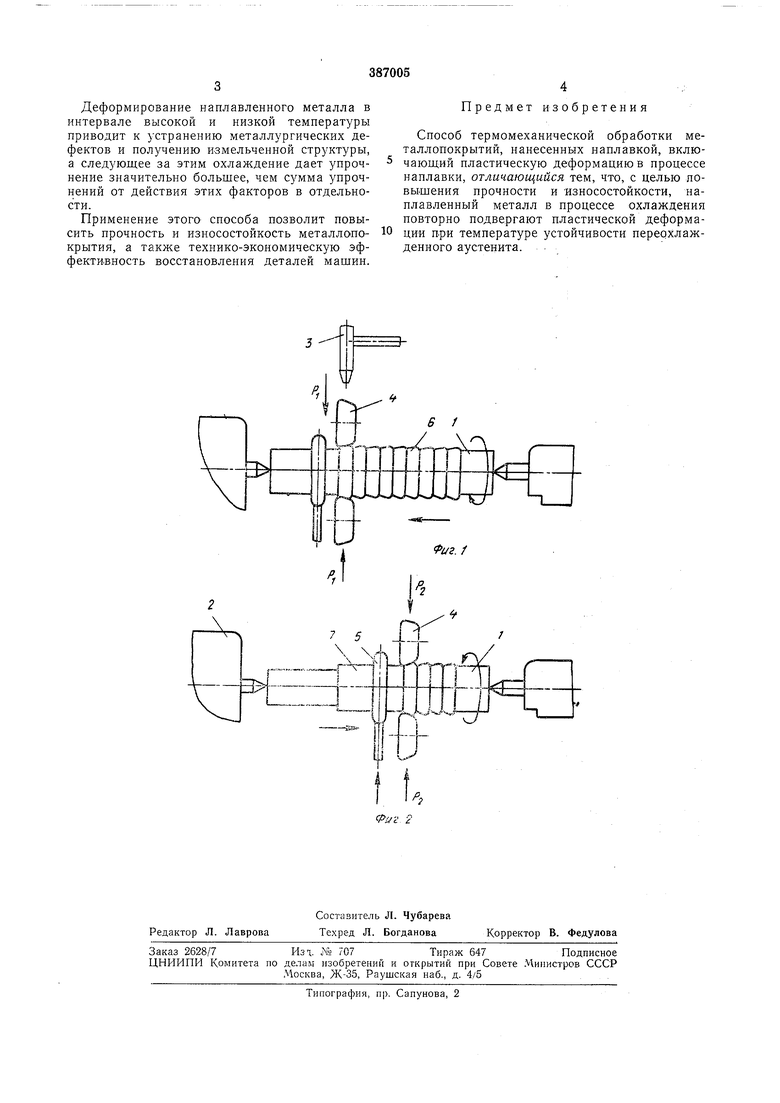
На фиг. 1 изображена схема осуществления процесса наплавки и предварительного деформирования наплавленного металла; на фиг. 2 - схема осуществления низкотемпературного термомеханического упрочнения наплавленного металла.
Деталь /, подвергаемую наплавке, устанавливают в центрах переоборудованного токарно-винторезного станка 2, на суппорте которого смонтирована наплавочная головка 3, двухроликовое приспособление 4 для деформирования наплавленного металла и система охлаждения. Наплавку производят сварочными проволоками, химический состав которых обеспечивает большую устойчивость переохлажденного аустенита в интервале низкой температуры (например, сварочная проволока, изготовленная из стали ЮХПНВМФ обеспечивает большую устойчивость переохлажденного аустенита при температуре от 700 до 300° С). Вначале наплавленный металл в процессе наплавки деформируют роликами 4 в интервале высокой температуры (900-950° С) с усилием обжатия Pi 250-300 кг, с целью
устранения металлургических дефектов-пор, различного рода трещин и т. д. Носле наплавки производят охлаждение детали па воздухе до температуры, обеспечивающей необходимую устойчивость и пластичность переохлажденного аустенита. Затем, наплавленный металл подвергают вторичной деформации роликами 4 с усилием обжатия 2 1200-1300 кг с одновременным охлаждением с помощью системы 5.
Внешний вид металлопокрытия 6 в случае деформации наплавленного металла в интервале высокой температуры принимает более сглаженный вид по сравнению с обычной наплавкой, однако следы наплавки остаются.
Носле вторичной деформации внешний вид поверхности металлопокрытия 7 напоминает поверхность после обычной прокатки металла. Следы наплавки полностью отсутствзют и в зависимости от геометрии упрочняющего
инструмента можно получить различный класс шероховатости (от V3 до V8).
Деформирование наплавленного металла в интервале высокой и низкой температуры приводит к устранению металлургических дефектов и получению измельченной структуры, а следующее за этим охлаждение дает упрочнение значительно большее, чем сумма упрочнений от действия этих факторов в отдельности.
Применение этого способа позволит повысить прочность и износостойкость металлопокрытия, а также технико-экономическую эффективность восстановления деталей машин.
Предмет изобретения
Способ термомеханической обработки металлопокрытий, нанесенных наплавкой, включающий пластическую деформацию в процессе наплавки, отличающийся тем, что, с целью повыщения прочности и -износостойкости, наплавленный металл в процессе охлаждения повторно подвергают пластической деформациИ при температуре устойчивости переохлажденного аустенита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
| Способ упрочнения металлопокрытий | 1979 |
|
SU855018A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА | 2004 |
|
RU2279956C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2011 |
|
RU2478030C1 |
| СПОСОБ МНОГОСЛОЙНОЙ НАПЛАВКИ ТЕПЛОСТОЙКИМИ СТАЛЯМИ ВЫСОКОЙ ТВЕРДОСТИ В АЗОТСОДЕРЖАЩЕЙ СРЕДЕ | 2019 |
|
RU2699488C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2627837C1 |
| Порошковая проволока для дуговой наплавки подслоя | 2024 |
|
RU2830087C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
m:ci
ITS i
, A....
w
