I
Изобретение относится к сварке, точнее к устройствам для сборки под сварку.
Известно устройство для сборки под сварку, содержащее формующие башмаки, шарнирно связанные с распорными рычагами, шарнирно смонтированными на штоке привода, горизонтально установленного на станине с возможностью поворота вокруг горизонтальной оси и возвратно-поступательного перемещения вдоль этой оси. Однако это устройство не обеспечивает требуемой точности сборки изделий некруглой формы.
Цель изобретения - повышение точности сборки изделий.
Предлагаемое устройство снабжено дополнительными торцовыми зажимами, смонтированными на станине вдоль оси штока, а каждый формующий башмак выполнен в виде трехзвенной шарнирной подковы, среднее звено которой связано с распорным рычагом, а на внутренних поверхностях боковых звеньев выполнены кулачки, взаимодействующие с роликами, установленными на распорном рычаге перпендикулярно его оси. Кроме того, для повышения производительности один из торцовых зажимов устройства смонтирован на одном плече двуплечего рычага, другое плечо которого соединено с приводом его перемещения, а другой зажим, снабженный плавающими прижимами, соединен с приводом его
перемещения, установленным на кронщтейне, смонтированном с возможностью поворота в горизонтальной плоскости, причем и кронщтейн и привод перемещения двуплечего
рычага закреплены на станине устройства.
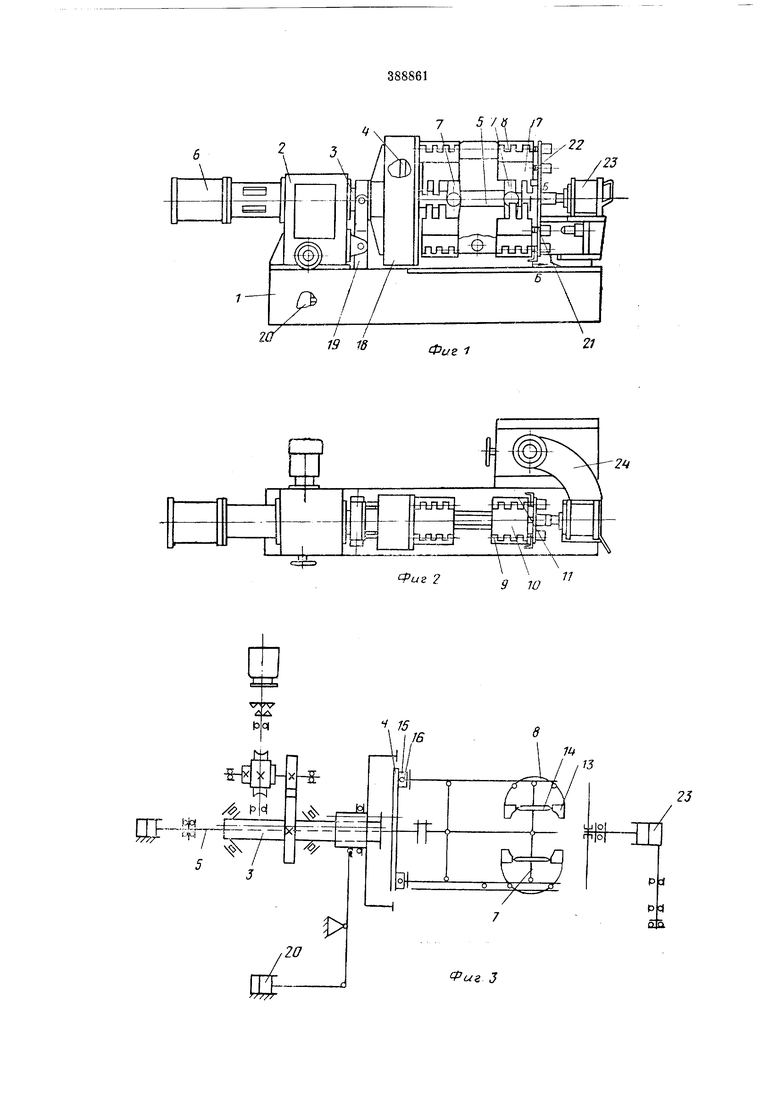
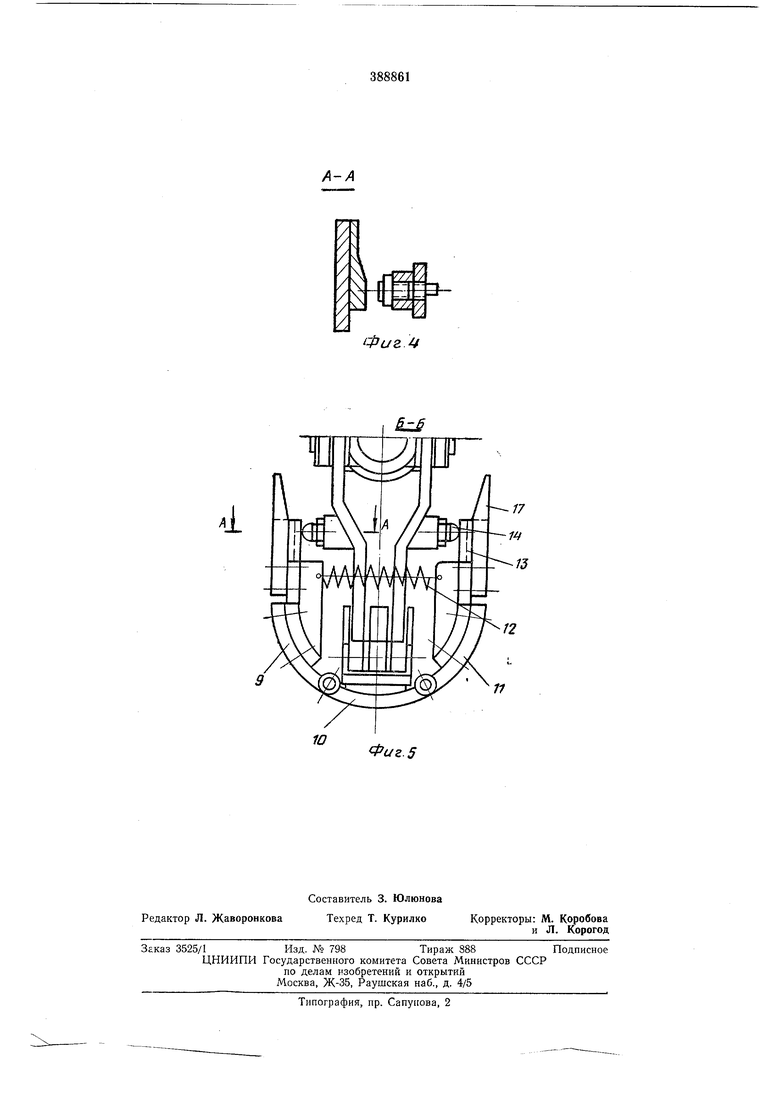
На фиг. 1 показано описываемое устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - кинематическая схема устройства; на фиг. 4 - разрез по А-А на
фиг. 5; на фиг. 5 - разрез по Б-Б на фиг. 1. Устройство предназначено для сборки под сварку изделий типа баков трансформатора, состоящих из обечайки овальной формы, днища и фланца. На станине / устройства в редукторе 2 установлен поворотный вал 3 с обоймой 4. Внутри вала смонтирован шток 5 формующего устройства, соединенный со штоком пневмоцилиндра 6. Со штоком 5 шарнирно связаны рычаги 7 формующего устройства,
одни плечи которых щарнирно соединены с формующими башмаками 8. Чтобы башмаки не мешали установке, на них сваренного цилиндра,они выполнены из трех шарнирно соединенных между собой звеньев 9, 10, 11. Звенья 9 н 11 соединены между собой пружиной 12 растяжения, которая в нерабочем положении постоянно их стягивает. Для развода башмака в рабочее положение при формовке сваренного цилиндра на внутренней стороне
звеньев 10 и 11 выполнены кулачки 13, которые взаимодействуют с роликами 14, установленными на рычагах 7 при их рабочем ходе. Рычаги 7 шарнирно соединены со звеньями 10 башмаков. Для того, чтобы башмаки в период их разжима не перемещались горизонтально, а только вертикально, к обойме 4 прикреплены вертикальные пазовые направляющие 15, в пазах которых установлены жестко соединенные с башмаками 8 пальцы 16. Башмаки попарно жестко соединены между собой. Для изменения (регулировки) их кривизны к звеньям 9 к 11 прикреплены накладки 17, перемещая которые относительно звеньев 9 и 11, изменяют их длину, а следовательно, и обшую кривизну башмаков. Для создания дополнительного поджима элементов бака зажим 18 двуплечим рычагом 19 соединен со штоком пневмоцилиндра 20, установленным в станине. Для установки днища бака предназначен зажим 21 с установленными на нем плавающими прижимами 22. Зажим 21 соединен со штоком пневмоцилиндра 23 и установлен на кронштейне 24, который вместе с пневмоцилиндром 23 и зажимом 2} может разворачиваться вокруг оси на 90° для удобства установки днища бака.
Работает устройство следующим образом. В исходном положении рычаги 7 сложены, башмаки 8 опущены к штоку 5, шток 5 в крайнем правом положении, обойма 4 в крайнем левом положении. На обойму 4 надевают фланец бака, а на башмаки 8 - предварительно свальцованную в расчетный диаметр обечайку с заваренным продольным швом. При движении штока 5 от пневмоцилиндра 6 влево рычаги 7 выпрямляются, башмаки 8 перемещаются вертикально вверх. При развороте рычагов 7 ролики 14 взаимодействуют с кулачками 13 башмаков 8, разводя звенья 9 н 11 Б рабочее положение. Происходит формовка обечайки из круглой в овальную. Затем в предварительно отведенный вместе с кронштейном 24 зажим 21 устанавливают днище бака, поворачивают зажим в рабочее положение, жестко его фиксируют. От пневмоцилиндра 23 прижимают днище к обечайке, затем от пневмоцилиндра 20 перемещают
обойму 4, прижимая фланец бака к обечайке. Бак в сборе поворачивают вокруг горизонтальной оси, прихватывая сваркой дно и раму к обечайке. После этого отводят обойму 4, зажим 21 и перемещают шток 5 вправо. Башмаки 8 сводятся к штоку 5. При этом ролики 14 рычагов 7 сходят с кулачков 13 башмаков 8, освобождая звенья 9 и //, которые пружиной 12 стягиваются внутрь башмака, позволяя снять с него бак.
Далее цикл повторяется.
Предмет изобретения
1. Устройство для сборки под сварку преимущественно изделий некруглой формы, содержащее формующие башмаки, шарнирно связанные с распорными рычагами, шарнирно смонтированными на щтоке привода, горизонтально установленного на станине с возможностью поворота вокруг горизонтальной оси и возвратно-поступательного перемещения вдоль этой оси, отличающееся тем, что,
с целью повышения точности сборки изделий, оно снабжено дополнительными торцовыми зажимами, смонтированными на станине вдоль оси штока, а каждый формующий башмак выполнен в виде трехзвенной шарнирной
подковы, среднее звено которой связано с распорным рычагом, а на внутренних поверхностях боковых звеньев выполнены кулачки, взаимодействующие с роликами, установленными на распорном рычаге перпендикулярно
его оси.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения производительности, один из торцовых зажимов смонтирован на одном нлече двуплечего рычага, другое плечо
которого соединено с приводом его перемещения, а другой зажим, снабженный плавающими прижимами, соединен с приводом его перемещения, установленным на кронштейне, смонтированном с возможностью поворота в
горизонтальной плоскости, причем и кронштейн и привод перемещения двуплечего рычага закреплены на станине устройства.
ZCf
23
21
Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Зажимное устройство | 1984 |
|
SU1143559A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Устройство для сборки под сварку | 1986 |
|
SU1344555A1 |
| Устройство для ориентации и зажима деталей под сварку | 1988 |
|
SU1569158A1 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
2
9 JO
4
й
17
11
Фиг. 5
