Изобретение относится к сварке, в частности к конструкции устройства для сборки нод контактную сварку тонкостенных цилиндрических обечаек с фланцами и разрезными кольцами, и может быть исцоль- зовано в различных отраслях машиностроения.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения одновременного центрирования обечайки и установки фланца.
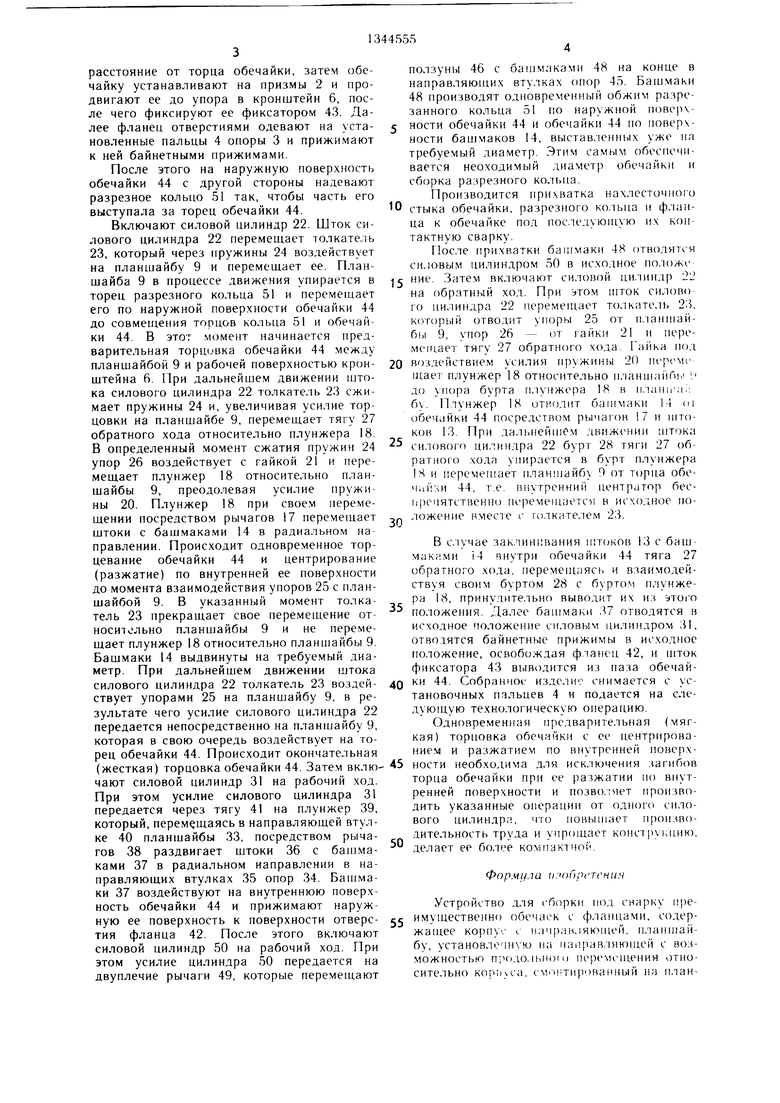
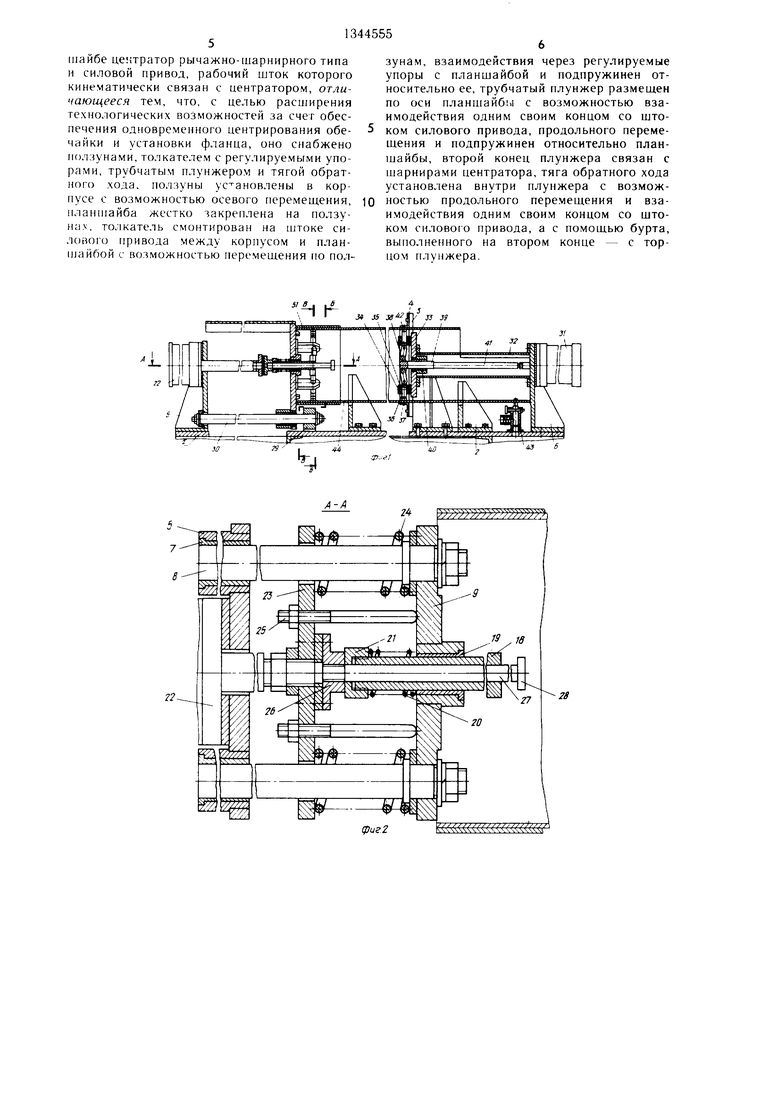
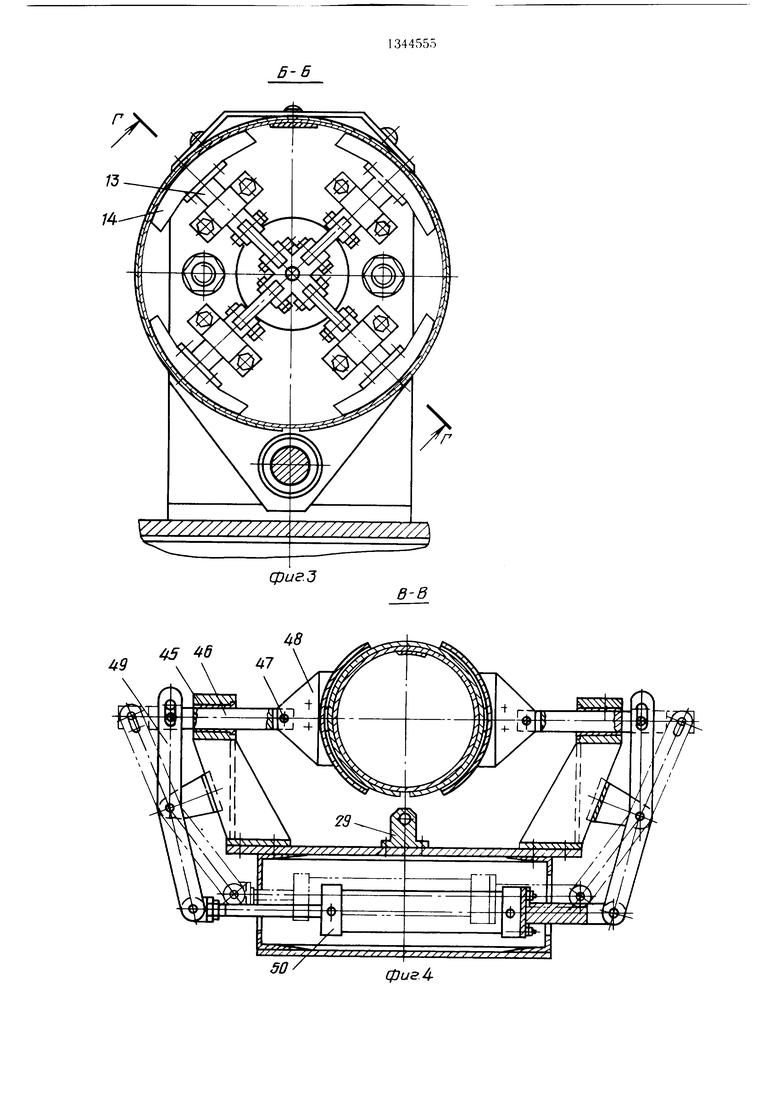
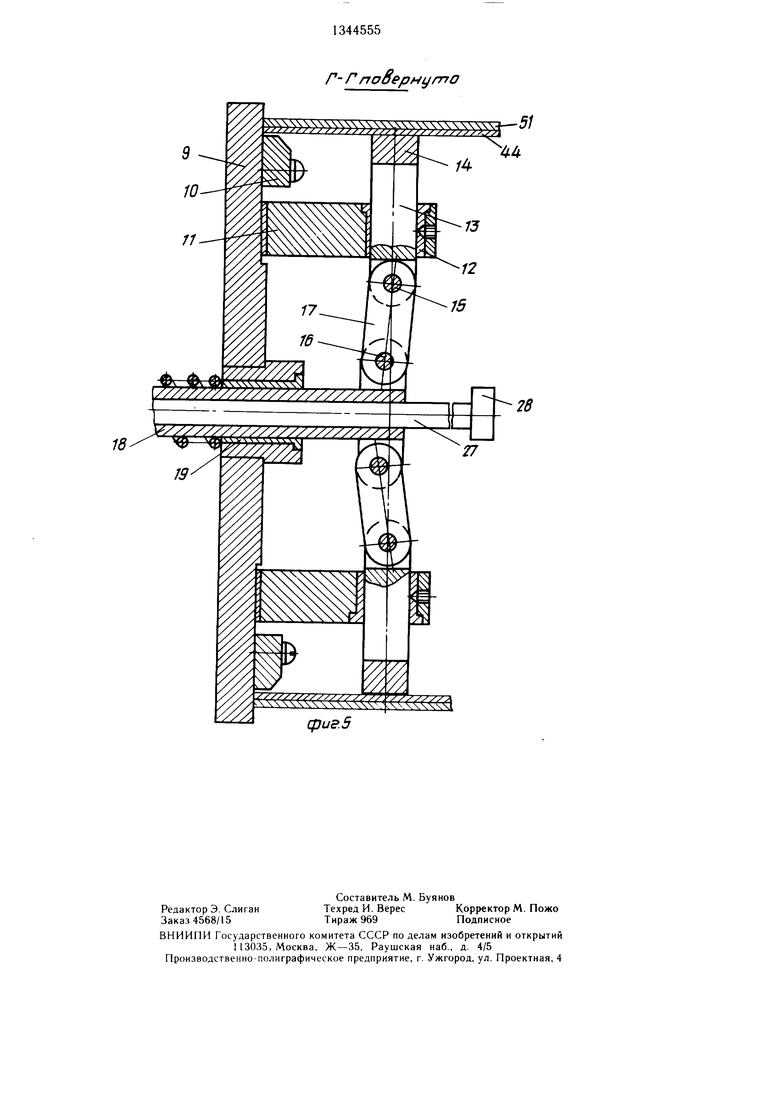
На фиг. 1 представлено устройство для сборки под сварку, общий вид; на фиг. 2 - разрез .Л А на фиг 1; на фиг. 3 - разрез Б- Б на фиг. 1; на фиг. 4 - разрез В В на . I; на фиг. 5 - сечение Г-Г на фиг. 3.
Устройство содержит корпус 1, на котором соосно установлены призмы 2, оцора 3 с пальцами 4 и кронштейны 5 и 6. Кронштейн 5 содержит направляющие втулки 7, в которых установлены с возможностью перемещения ползуны 8. Планшайба 9 пря- моу| ольной формы со срезанными углами жестко закреплена на ползунах 8, на план- 9 установлены направляющие планки 10 и опоры 11, в направляющих втулках 12 которых смонтированы с возможностью радиального перемещения штоки 13 с башмаками 14 на конце. Штоки 13 шар- нирно соединены посредством осей 15 и 6 через рь чаг и 17 с плунжером 18, который установлен с возможностью осевого перемещения в направляющих втулках 19 планшайбы 9 и подпружинен пружиной 20 относительно нее. На одном конце плунжера 18 навинчена гайка 21, являющаяся упоро.м д.чя пружины 20 и регулировки ее усилия, а на другом выполнен бурт крестообразной формы с пазами для установки в них рычаг ов 17. На штоке силового цилиндра 22, установленного на кронштейне 5, жестко закреплен толкатель 23 и подпружинен пружинами 24 относительно планшайбы 9. На толкателе 23 установлены регулируемые упоры 25 с возможностью взаимодействия с планшайбой 9 при рабочем ходе штока силового цилиндра 22 и обес- печиваюи1ие выдвижение башмаков 14 на требуемый диаметр.
{а толкателе 23 также жестко закреплен упор 26, в который ввинчена соосно со штоком силового цилиндра 22 тяга 27 обратного хода с буртом 28 на конце. Тяга 27 установлена с возможностью осевого перемещения в плунжере 18 и обеспечивает возврат планщайбы 9 в исходное положение при обратно.м ходе штока силового цилиндра 22. В кронштейне 5 и опоре 29, смонтированной на корпусе I, жестко закреплена направляющая 30, по которой имеет возможность перемещаться планшайба 9. Направляющая 30 исключает возможный прогиб ползунов 8 при больп ом их вылете при рабочем ходе штока силового цилиндра 22 и обеспечивает горизонтальное ие
5
0
5
0
5
0
5
0
5
ремещение планшайбы 9. На кронштейне 6 закреплен силовой цилиндр 31 и удлинитель 32, на котором смонтирован другой внутренний центратор, имеющий аналогичную конструкцию с указанным, только выполнен без возможности осевого перемещения. Он содержит планщайбу 33, жестко закрепленную на удлинителе 32, на которой закреплены опоры 34. В направляющих втулках 35 опор 34 установлены с возможностью радиального перемещения щтоки 36 с башмаками 37 на конце. Штоки 36 шарнирно соединены рычагами 38 с плунжером 39, который установлен в направляющей втулке 40 планшайбы 33 с возможностью осевого перемещения и соединен тягой 41 со штоком силового цилиндра 31.
Опора имеет перевернутую П-образную форму и предназначена для установки фланца 42 на установочные пальцы 4 и прижатия фланца 42 к ее опорной поверхности байнетными прижимами (не показаны). На корпусе 1 закреплен фиксатор 43, предназначенный для фиксации положения обечайки 44 относительно фланца 42. Шток фиксатора 43 относительно фланца 42 осуществляется за счет имеющегося в обечайке 44 продольного паза, в который входит шток фиксатора 43 при рабочем положении.
На корпусе 1 закреплены также опоры 45, в направляющих втулках которых подвижно установлены ползуны 4G, шарнирно соединенные посредством осей 47 с об- жи.мными башмаками 48 и посредством двуплечих рычагов 49 - с силовым цилиндром 50. В исходном положении планшайба 9 отведена в левое крайнее положение. Нри этом бурт плунжера 18 находится во взаимодействии с планшайбой 9, а упор 26 не взаимодействует с гайкой 21, навинченной на плунжер 18. Шток фиксатора 43 находится в нерабочем положении, а обжимные башмаки 48 разжаты. Башмаки 14 и 27 внутренних центраторов сжаты. Разрезное кольцо 51 одевается на обечайку 44 со стороны планшайбы 9.
Устройство работает следующим образом.
Фланец 42 имеющимися в нем отверстиями надевается на установочные пальцы 4 опоры 3 и прижимается к ней с боков байнетными прижимами. В центральное отверстие фланца 42 вводится свальцованная обечайка 44 до упора в рабочую поверхность кронщтейна 6. Шток фиксатора 43 устанавливают в рабочее положение и проворачивают обечайку 44 в отверстии фланца 42 до момента попадания щтока фиксатора в продольный паз обечайки. При этом обечайка 44 принимает требуемое положение относительно фланца 42. Возможна другая последовательность сборки: на обечайку 44 предварительно надевают фланец 42, продвинув его на определенное
расстояние от торца обечайки, затем обечайку устанавливают на призмы 2 и продвигают ее до упора в кронштейн 6, после чего фиксируют ее фиксатором 43. Далее фланец отверстиями одевают на установленные пальцы 4 опоры 3 и прижимают к ней байнетными прижимами.
После этого на наружную поверхность обечайки 44 с другой стороны надевают разрезное кольцо 51 так, чтобы часть его выступала за торец обечайки 44.
Включают силовой цилиндр 22. Шток силового цилиндра 22 перемещает толкатель 23, который через пружины 24 воздействует на планшайбу 9 и перемешает ее. Планшайба 9 в процессе движения упирается в торец разрезного кольца 51 и перемещает его по наружной поверхности обечайки 44 до совмещения торцов кольца 51 и обечайки 44. В этот момент начинается предварительная торцивка обечайки 44 между планшайбой 9 и рабочей поверхностью кронштейна 6. При дальнейщем движении UJTO- ка силового цилиндра 22 толкатель 23 сжимает пружины 24 и, увеличивая усилие торцовки на планшайбе 9, перемещает тягу 27 обратного хода относительно плунжера 18. В определенный момент сжатия пружин 24 упор 26 воздействует с гайкой 21 и перемещает плунжер 18 относительно планшайбы 9, преодолевая усилие пружины 20. Плунжер 18 при своем перемещении посредством рычагов 17 перемещает штоки с башмаками 14 в радиальном направлении. Происходит одновременное торцевание обечайки 44 и центрирование (разжатие) по внутренней ее поверхности до момента взаимодействия упоров 25 с планшайбой 9. В указанный момент толкатель 23 прекращает свое перемещение относительно планшайбы 9 и не перемешает плунжер 18 относительно планшайбы 9. Башмаки 14 выдвинуты на требуемый диаметр. При дальнейшем движении штока силового цилиндра 22 толкатель 23 воздействует упорами 25 на планшайбу 9, в результате чего усилие силового цилиндра 22 передается непосредственно на планшайбу 9, которая в свою очередь воздействует на торец обечайки 44. Происходит окончательная (жесткая) торцовка обечайки 44. Затем включают силовой цилиндр 31 на рабочий ход. При этом усилие силового цилиндра 31 передается через тягу 41 на плунжер 39, который, перемещаясь в направляющей втулке 40 планщайбы 33, посредством рычагов 38 раздвигает штоки 36 с ками 37 в радиальном направлении в направляющих втулках 35 опор 34. Башмаки 37 воздействуют на внутреннюю поверхность обечайки 44 и прижимают наружную ее поверхность к поверхности отверстия фланца 42. После этого включают силовой цилиндр 50 на рабочий ход. При этом усилие цилиндра 50 передается на двуплечие рычаги 49, которые перемещают
0
5
5
ползуны 46 с башмаками 48 на конце в направляющих втулках опор 45. Башмаки 48 производят одновременный обжим разрезанного кольца 51 по наружной поверхности обечайки 44 и обечайки 44 по поверхности 6aujMaKOB 14, выстав.менных уже на требуемый диаметр. Этим самым обеспечивается неоходимый диаметр обечайки и сборка разрезного кольца.
Производится прихватка нахлесточного стыка обечайки, разрезного ко.чьиа и фланца к обечайке под последую}цую их контактную сварку.
После прихватки башмаки 48 отводятся силовым цилиндром 50 в исходное положс ние. Затем включают силовой цилиндр 2 2 на обратный ход. При зтом шток силового цилиндра 22 перемещает толкатель 23, ксугорый отводит упоры 25 от планшайбы 9, упор 26 - от гайки 21 и перемещает тягу 27 обратного хода. FaiiKa под
0 вг)здействием усилия пружины 20 nept-Mr тает плунжер 18 относительно плани1;и1Гм. i до упора бурта плунжера 18 н n/ianir;.; бу. Плунжер 18 отр.одит башмаки 1-1 (и обечайки 44 посредством рычагов 17 и штоков 13. При дальнейщем движении п1Т()ка силового цилиндра 22 бурт 28 тяги 27 обратного хода упирается в бурт плунжера 1Н и перемещает планшайбу 9 от торца обе- 44, т.е. 5нутренний центратор бес- ||)е1|ятственни перемещается н исходное по« ложение FVMecie г толкателем 23.
В с. заклинивания 13 с башмаками 4 внутри обечайки 44 тяга 27 обратного хода, перемеп1аясь и взаимодействуя своим буртом 28 с буртом плунжера 18, принудительно выводит их из этого
положения. Далее башмаки 37 отводятся в исходное положение силовым цилиндром 31, отводятся байнетные прижимы в исходное положение, освобождая фланец 42, и шток фиксатора 43 выводится из паза обечай0 ки 44. Собранное изделие снимается с установочных пальцев 4 и подается на следующую технологическую операцию.
Одновременная предварите,пьр1ая (мягкая) торцовка обечайки с ее центрированием и разжатием по внутренней поверх5 ности необходима для исключения загибов торца обечайки при ее разжатии по внутренней поверхности и позво,|яет производить указанные операции от одного силового цилиндра, что повышает производительность труда и упрощает констрчкцию. делает ее более компактной.
Формула 11:(6ретени.ч
Устройство для 1-борки под сварку прес иму1цестве жо обечаек с фланцами, содержащее корпу / с иамран,1яющей. планп1ай- бу, установлечн ю на направ. 1яющей с возможностью продольно о перемещения относительно K0p;i ca, c iм-тированный на план0
шайбе центратор рычажно-шарнирного типа и силовой привод, рабочий шток которого кинематически связан с центратором, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения одновременного центрирования обечайки и установки фланца, оно снабжено ползунами, толкателем с регулируемыми упорами, трубчатым плунжером и тягой обратного хода, ползуны ус ановлены в корпусе с возможностью осевого перемеш.ения, нлан 11айба жестко закреплена на ползу- нал. то;1катель смонтирован на lUTOKe си- лс) привода между корпусом и планшайбой с возможностью перемешения по пол
зунам, взаимодействия через регулируемые упоры с планшайбой и подпружинен относительно ее, трубчатый плунжер размещен по оси планшайбы с возможностью взаимодействия одним своим концом со штоком силового привода, продольного перемещения и подпружинен относительно план- цдайбы, второй конец плунжера связан с шарнирами центратора, тяга обратного хода установлена внутри плунжера с возможностью продольного перемещения и взаимодействия одним своим концом со щто- ком силового привода, а с помощью бурта, выполненного на втором конце - с торцом плунжера.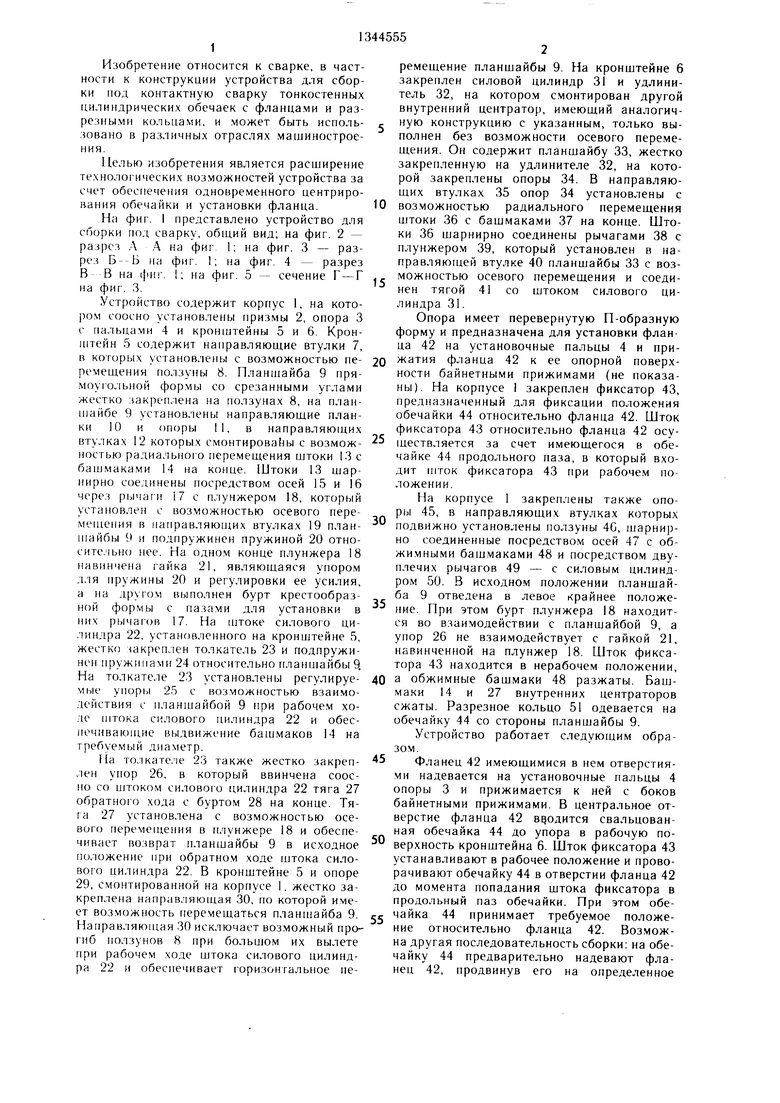
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Установка для сборки под сварку обечайки с фланцем | 1982 |
|
SU1063569A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Способ формирования колесных пар подвижного состава и устройство для его осуществления | 1985 |
|
SU1344568A1 |
| Устройство для сборки многослойных браслетов покрышек пневматических шин | 1974 |
|
SU596477A1 |
| Стенд для сборки и сварки металлоконструкций | 1988 |
|
SU1608030A1 |
| Устройство для резки труб | 1990 |
|
SU1782697A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| Устройство для сборки под сварку | 1985 |
|
SU1355417A1 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
Изобретение относится к сварке, в частности к конструкции устройств для сборки под контактную сварку тонкостенных цилиндрических обечаек с фланцами и разрезными кольцами, и может быть использовано в различных отраслях машиностроения. Целью изобретения является расширение технологических возможностей устройства за счет обеспечения одновременного центрирования обечайки и установки фланца. Устройство содержит две планшайбы - подвижную и неподвижную - со смонтированными на них внутренними центраторами. Подвижная планшайба через систему толкателей, упоров и тяг связана с силовым приводом перемещения, который одновременно является и приводом внутреннего центратора. Кинематическая схема устройства обеспечивает установку фланца (разрезного кольца) на обечайку в требуемое положение, центрирование обечайки относительно фланца с помощью внутреннего центратора и окончательную фиксацию собранного узла под прихватку между неподвижной и подвижной планшайбами. 5 ил. (Л со «и NU ел ел СЛ
51 S t ti
Г
мм
«
А-А
фиг.2
X//////////////.
фигЗ
В-В
50/
фиёЛ
Г- г повернуто
cpus.5
| ВРАЩАТЕЛЬ ДЛЯ СВАРКИ ТРУВ | 0 |
|
SU252522A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
