1
Изобретение относится к автома,тизаци.и процессов загрузки станков и автоматических линий.
Извест1ны С1посо.бы транспорт-ирования деталей с применением совершающей реверсивное движение направляющей, -к которой детали прижимают воздействующими на них силами, нашример матнитнымй, при движении ее в направлении перемещения деталей.
В И31вест1ных ano coi6ax травдапортирован-ие возможно лишь с ограниченным углом .подъема, при увеличении которого снижается скорасть перемещения деталей.
Предложенный способ отличается тем, что детали перемещают в простравстве между двумя натравляющими, совершающими движение в гаротивофазе друг с другом, а направление во 3Действующих на детали сил меняют аканкообразно на .проти1воа1олаж1ное для поочередного 1ПрИ1Жатия деталей -к одной из напра1вляк щих.
Кроме того, предложенный способ отличается тем,что меняют во времени амплитуду перемещения и/или частоту дтаижения направляющих, а также и длительность воздействия сил на детали по длине направляющих.
Это -поэволяет увеличить скорость транспортирования деталей при, лю:бом угле наклона к горизонту и обеспечить заданное
раопределание их влотоке: пруштоировамие или рассредоточение.
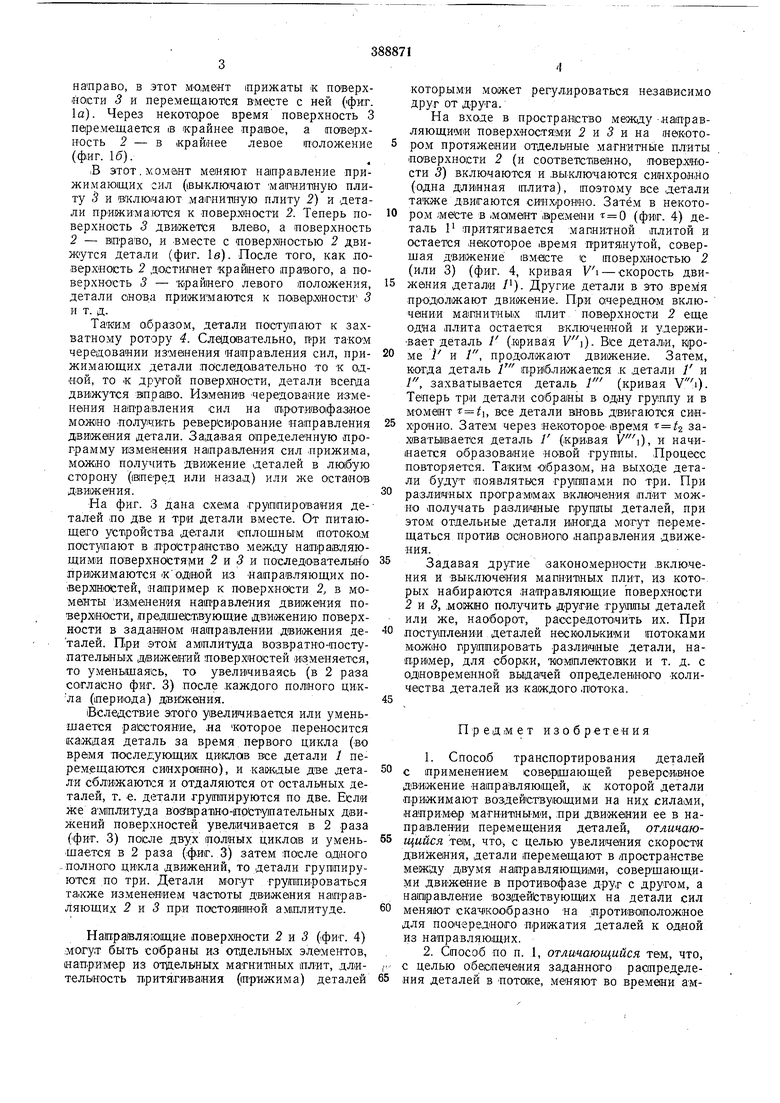
На 4)иг- 1 схематически показаны три стадии ..процесса тран апортирования в заданном
наиравлении при горизонтальном перемещекии деталей; на фиг. 2 - то же, при вертикальном перемещении деталей; на фиг. 3 - схема гру1Ппи(рО)ва1Н1Ия деталей в процессе .их транспортировамия периодическим изменение.м
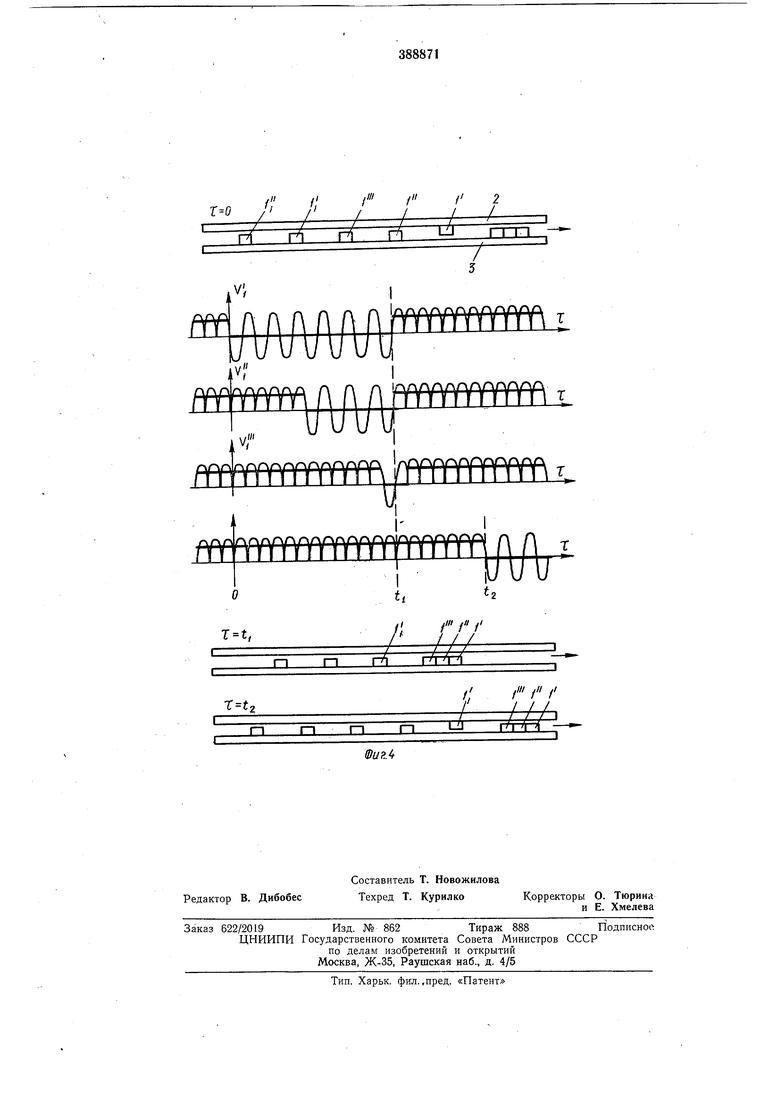
амплитуды перемещения поверхностей, к которым прижаты детали; на .фиг. 4 - схема гру1П1Пирования деталей три их транспортировании изменением по длиие направляющих длительности воздействия сил на детали.
Транспортирование деталей предлагаемым способом осуществляют следую(щи:м образом. Каким-либо из известных метюдов поток деталей 7 направляют в пространство между двумя направляющим-и гооверхностями 2 и 3, совершаюш,И1ми воэвратно-тоступательное (возврагао-1вращательное) движение в лротивофазе дру,г с другом. .В пространстве м-ежду направляющими поверх1ностя;ми 2 и 5 на детали действуют силами, нашриадер маюняпными (повер(хяости 2 и 5 могут быть выполнены в виде маПнит«ь1,х плит), прижимаю(щи1ми детали к одной из поверхностей. В один из моментов времени поверхность 2 движется влево (фиг. 1), а поверхность 3 - вправо. Детали, направление движения которых задано слева
направо, в этот мо,меит ирижаты « поверхйасти 3 и перемещаются вместе с ней (фиг. 1а). Через некото,рое время поверхность 3 перемещается IB крайнее правое, а поверхность 2 - в крайнее левое положение
(фйГ. б).
В этот.момант маняют направление прижимающих сил (|выклю1чают машнлшую плиту 5 и включают .магнниную плиту 2} и детали прижи маются к поверхности 2. Теперь поверхность 3 движется влево, а поверхность 2 - вправо, и .вместе с «noBepxiHостью 2 движутся детали (фит. 10). После того, как .поверхность 2 достилнет крайнето правого, а поверхность 5 - Крайнего левого лоложения, детали снова прижимаются к п0ве(рх(ност.и 3 и т. д.
Таким о,бразом, детали поступают к захватному ротору 4. Следовательно, при тахом чередовании изменения направления сил, прижимающих детали после давательно то -к одиой, то « другой поверхиости, детали всегда движутся -вправо. Из манив -чередование изменения направления сил на тротивофазное можно полу1чи,ть реверсирование направления движения детали. Задавая определенную программу измеиеиия нашра влен-ия сил прижима, можно получить движение деталей в лю1бую сторону (иперед или назад) или же останов движения.
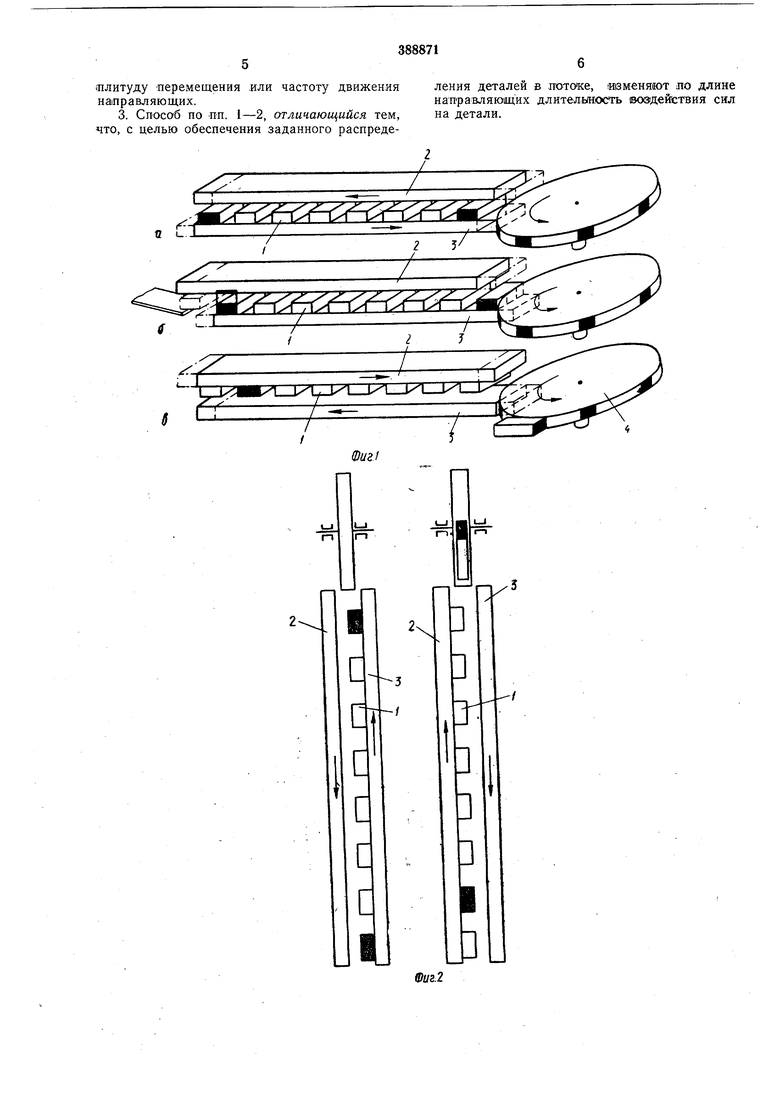
На фиг. 3 дана схема группирования деталей по две и три детали вместе. От питающе1го устройства детали еплощньгм потоко;м поступают в пространство между направляющими поверхностями 2 и и последовательно прижимаются Кодаой из .Направл-яющих по1верх1Н ОСтей, 1на1пример к поверхности 2, в моменты изменения направления движения поверхиости, предшествующие движению поверхности в задаином напра.влении движения деталей. При это1м амплитуда возвратно-поступателыных движений поверхностей изменяется, то уменьшаясь, то увели1Ч,иваясь (в 2 раза согласно фиг. 3) после .каждого полного цикла (периода) движения.
Вследствие этого увеличивается или уменьшается расстояние, ,на которое переносится каждая деталь за время. первого цикла (во время П|Оследую(ЩИ)х циклов все детали / перемещаются cnHxpotBHo), и каждые две детали сближаются и отдаляются от остальных деталей, т. -е. детали группируются по две. Если же ам1пл:итуда возв(ра11НО-00 сту)пательных движений поверхностей увеличивается в 2 .раза (фиг. 3) после двух полных циклав и уменьшается в 2 раза (фиг. 3) затем после одного -ПОЛНОГО цикла движений, то детали группируются по три. Детали могут группироваться также изменением частоты дв-ижения направляющих 2 и 3 пр.и П01СТОЯ1Н1НОЙ ам1плитуде.
Направляющие поверхности 2 и 5 (фиг. 4) .мО|Гут быть собраны из отдельных эле.ментов, например из отдельных магнитных плит, длительность притягивания (прижима) деталей
которыми может регулироваться независимо друг от друга.
На входе в пр.остранство между -.направляющими поверхностями 2 и 3 и на иекоторо.м протяжении отдельные .магнитные плиты поверхности 2 (и срответст|в0нно, пове-рхности 3) включаются и .выключаются синхронно (одна длинная плита), поэтому все детали также двигаются синхронио. Затё.м в некотором месте в .момент аремени (фиг. 4) деталь 1 пр.итягивается магнитной плитой и остается нвкото.рое время притянутой, совершая движение в.м.есте с поверх;ностью 2 (или 3) (фиг. 4, кривая l/i - скорость движения детали /). Другие детали в это время продолжают движение. При ояереднам включении машнитных плит п.оверхност.и 2 еще одна плита остается включенной и удерживает деталь / (.К1ривая V). Все детали, Kjpoме 1 и /, продолжают движение. Затем, когда деталь / )при1ближаепся .к детали / и /, захватывается деталь (кривая ). Теперь три детали собраны в одну груп.пу и в момент , все детали вновь двигаются синхронно. Затем через некоторое-время /2 захватывается дета.дь 1 (кривая ), и начинается образование навой .группы. Процесс повторяется. Таким «бразом, на выходе детали будут появляться группами по три. При различных пр.ограм1ма1Х включения плит можно получать ра1зли141ные группы деталей, при этом отдельные детали иногда .могут перемещаться против основиопо направления движения.
Задавая другие закономерности .включения и выключения мапиитных плит, из которых набираются направляющие поверхности 2 и 5, .можно получить другие групп.ы деталей или же, наоборот, рассредоточить их. При поступлении деталей несколькими потоками М.ОЖНО группировать различные детали, напри1мер, для сборки, кюм1плеКтов(ки и т. д. с одновременной выдачей определенного -количества деталей из каждого лотока.
Предмет изобретения
1.Способ транспортирования деталей с применением совершающей реверсивное движение направляющей, к которой детали прижимают воздействующими на них силами, напри.Мер магнитными, при движении ее в направлении перемещения деталей, отличающийся тем, что., с целью увеличения скорасти движения, детали перемещают в пространстве между двумя направляющими, совершающими движение в против-афазе друг с другом, а направление воздейЬтвующих на детали сил меняют скач1кообразно на противоположное для поочере.дного прижатия деталей к одной из направляющих.
2.Способ по п. 1, отличающийся тем, что, с целью обеспечения заданного распределения деталей в потоке, меняют во времени амшлитуду перемещения или частоту движения направляющих. 3. Способ по пи. 1-2, отличающийся тем, что, с целью обеспечения заданного распределения деталей в потоке, ябменяют ло длине напра вляющих длител ьность воэдействия сил на детали, ri M I i i rm rmОЮГГП-ГЛГП-
r V / / rrn prn
nt n n
ШГТ-П
CL
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГРУППИРОВАНИЯ ПРЕДМЕТОВ | 1993 |
|
RU2117619C1 |
| Установка для двусторонней обработки деталей | 1980 |
|
SU933389A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 2002 |
|
RU2215680C1 |
| Устройство для нанесения клея на кромки обувных деталей | 1988 |
|
SU1574202A1 |
| УСТРОЙСТВО для ОБРЕЗКИ КРОМОК КОРОБЧАТЫХДЕТАЛЕЙ | 1967 |
|
SU204289A1 |
| Зажимное устройство | 1983 |
|
SU1220713A1 |
| Устройство для пакетирования предметов | 1979 |
|
SU861176A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Устройство для подачи и фиксации многослойного настила вырубочного пресса | 1983 |
|
SU1326617A1 |
| Способ сборки | 1972 |
|
SU434699A1 |
,
П
/ / / / / /
/ / /
(/ II/
/ / 1
