11
Изобретение относится к раскройному оборудованию легкой промышленности, а именно к устройствам для подачи многослойных настилов материалов на вырубочном прессе.
Известно устройство для подачи и фиксации многослойного настила вы- рубочного пресса, содержащее выдвижную плиту, механизм транспортирова- ния, содержащий каретку, установленную -в горизонтальных направляющих станины, подающую платформу, смонтированную на каретке, прижим для захвата настила, установленный на пода- ющей платформе, средство для закрепления настила на выдвижной плите и гибкую замкнутую приводную ленту, верхняя ветвь которой расположена на |Подающей пластформе, а нижняя ветвь имеет участок в виде вертикальной подвижной петли, охватывающей направляющий ролик, размещенный в вертикальных направляющих станины.
Недостатком этого устройства яв- ляется невозможность обеспечения качественной (без сдвига слоев) подачи настила на подвижную (выдвижную из- под траверсы) плиту пресса, так как при перемещении последней происходит смещение настила и раскрой его невозможен без дополнительных затрат ручного труда на перемещение настила и выравнивание слоев.
Кроме того, наличие только одного натяжного ролика и одной вертикально-подвижной петли ограничивает величину горизонтального перемещения верхней и нижней ветвей ленты, так как при увеличении перемещения последних необходимо соответственно увеличить вертикальный ход ролика и петли, что ограничено размером по высоте от пола до нилшей ветви ленты.
Цель изобретения - повьщ1ение производительности за счет исключения сдвига слоев.
Поставленная цель достигается, тем что в устройстве для подачи и фиксации многослойного настила вырубочно- го пресса, содержащем выдвижную плиту, механизм транспортирования, содержащий каретку, установленную в горизонтальных направляющих станины, подающую-платформу,смонтированную на каретке, прижим для захвата настила, установленный на подающей платформе, .средство для закрепления настила на выдвижной плите и гибкую зам
g
5 о
5
0
5
0
5
172
кнутую приводную ленту, верхняя ветвь которой расположена на подающей платформе, а нижняя ветвь имеет участок в виде вертикальной подвижной петли-, охватывающей направляющий ролик, размещенный в вертикальных направляющих станины, механизм транспортирования имеет огибающий ролик, установленный на выдвижной плите со стороны, обращенной к подающей платформе, и охватываемый гибкой лентой, и грузовую каретку, установленную посредством роликов в вертикальных направляющих станины, а средство для закрепления настила расположено над огибающим роликом и над стороной вьщвижной п литы, обращенной к подающей платформе.
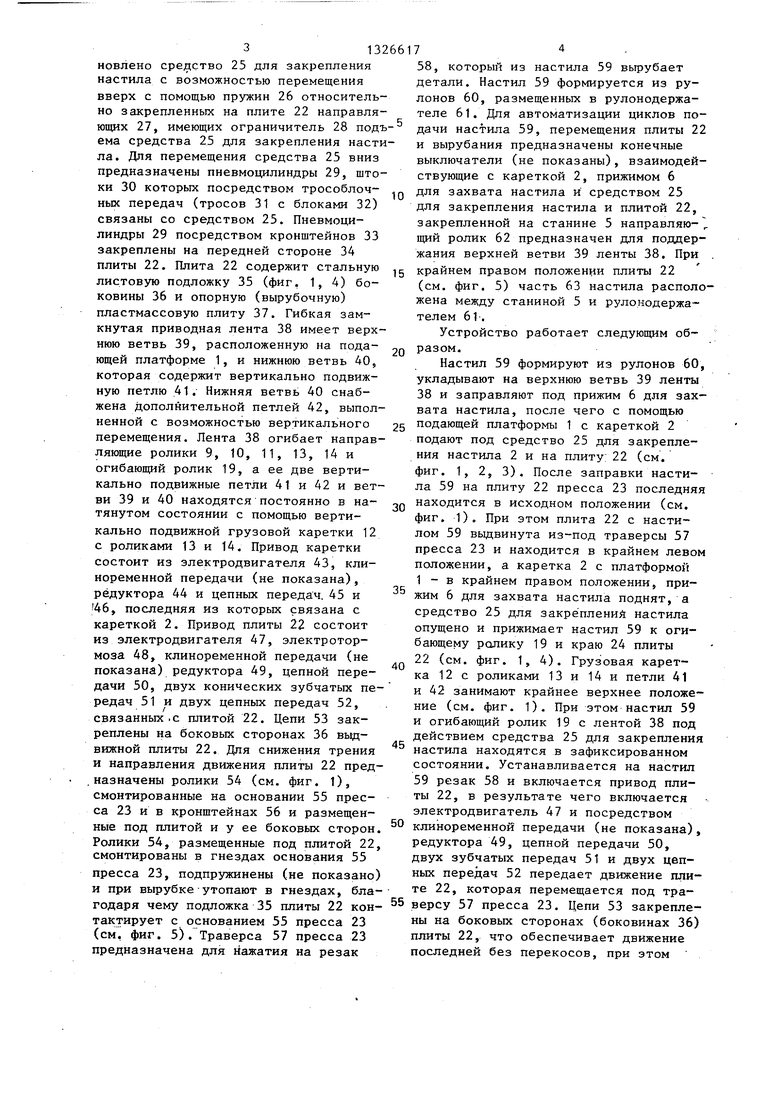
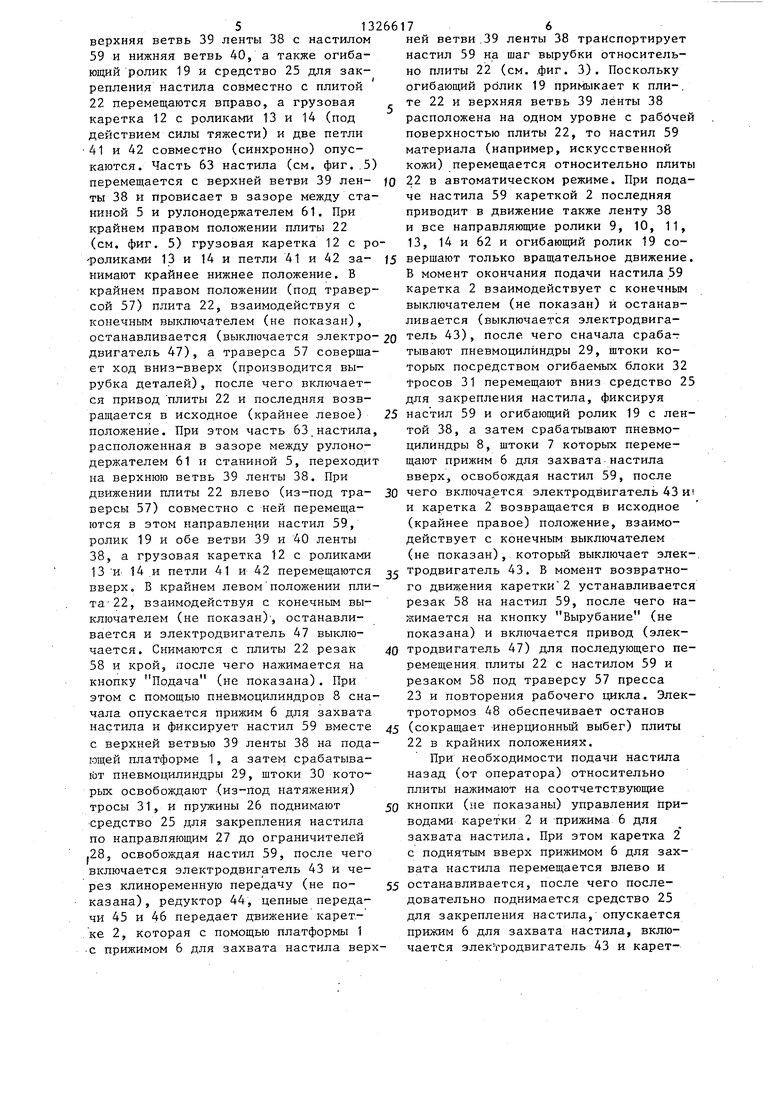
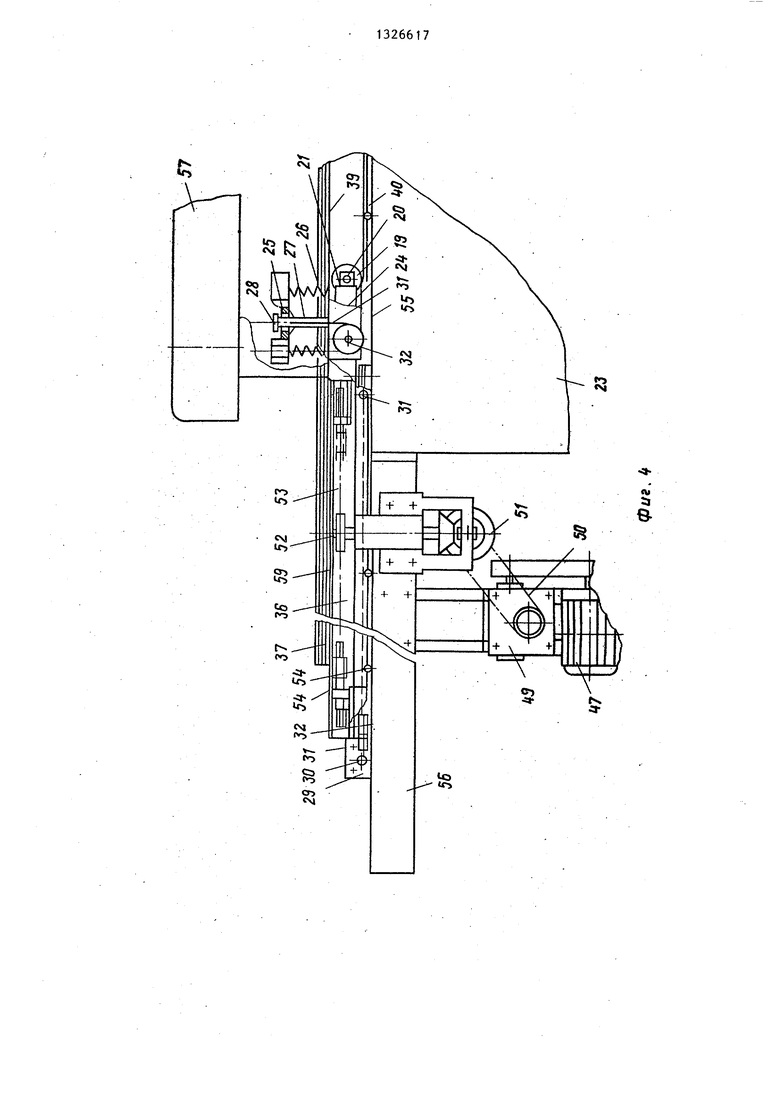
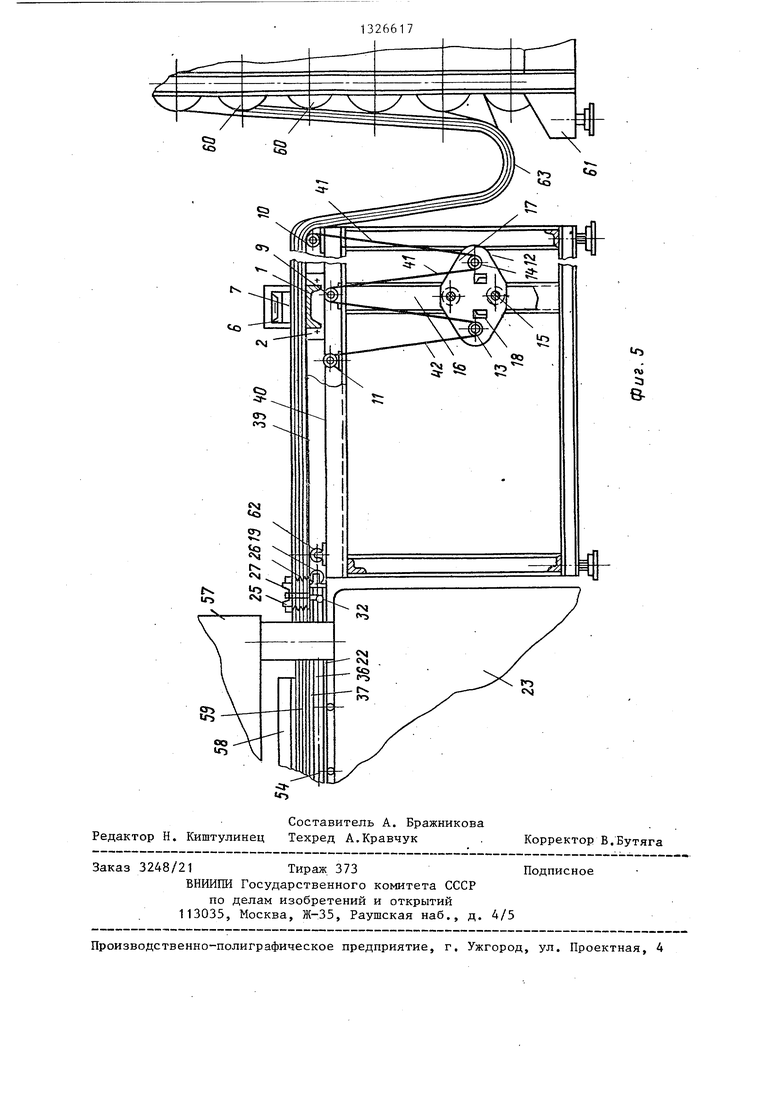
На фиг. 1 изображено устройство в исходном положении, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг.3- устройство в момент подачи настила; на фиг. 4 - ролик, закрепленный на стороне плиты, и средство закрепле- ни5 настила с приводом; на фиг. 5 - устройство в момент вырубания деталей.
Устройство для подачи и фиксации многослойного настила вырубочного пресса содержит подающую платформу 1 .(см. фиг. 1-5), закрепленную на каретке 2, которая посредством роликов 3 установлена в горизонтальных направляющих 4 станины 5. Над подающей платформой 1 каретки 2 установлен прижим 6 для захвата настила, который связан со штоками 7 пневмоци- линдров 8. Направляющие ролики 9-11 закреплены на станине 5 и выполнены свободно вращающимися на своих осях.
Устройство снабжено грузовой кареткой 12 и установленным на ней по меньшей мере одним дополнительным роликом 13, Вертикально подвижный натяжной ролик 14 также размещен на грузовой каретке 12. Грузовая каретка 12 посредством роликов 15 установлена в вертикальных направляющих 16 станины 5 с возможностью вертикального перемещения. Каретка 12 выполняет также роль натяжного груза и состоит из боковин 17 и стяжек 18.
Устройство также снабжено огибающим 19 (см. фиг.1, 2, 4), закрепленным посредством держателей 20 на стороне 21 плиты 22 пресса.23, обращенной к подающей платформе. Над роликом 19 и краем 24 плиты 22 уста3132
новлено средство 25 для закрепления настила с возможностью перемещения вверх с помощью пружин 26 относительно закрепленных на плите 22 направляющих 27, имеющих ограничитель 28 подъ ема средства 25 для закрепления настила. Для перемещения средства 25 вниз предназначены пневмоцилиндры 29, штоки 30 которых посредством трособлоч- ных передач (тросов 31 с блоками 32) связаны со средством 25. Пневмоцилиндры 29 посредством кронщтейнов 33 закреплены на передней стороне 34 плиты 22. Плита 22 содержит стальную листовую подложку 35 (фиг. 1, 4) боковины 36 и опорную (вырубочную) пластмассовую плиту 37. Гибкая замкнутая приводная лента 38 имеет верхнюю ветвь 39, расположенную на пода- ющей платформе 1, и нижнюю ветвь 40, которая содержит вертикально подвижную петлю 41. Нижняя ветвь 40 снабжена дополнительной петлей 42, выполненной с возможностью вертикального перемещения. Лента 38 огибает направляющие ролики 9, 10, 11, 13, 14 и огибающий ролик 19, а ее две вертикально подвижные петли 41 и 42 и ветви 39 и 40 находятся постоянно в на- тянутом состоянии с помощью вертикально подвижной грузовой каретки 12 с роликами 13 и 14. Привод каретки состоит из электродвигателя 43, кли- ноременной передачи (не показана), редуктора 44 и цепных передач. 45 и 46, последняя из которых связана с кареткой 2. Привод плиты 22 состоит из электродвигателя 47, электротормоза 48, клиноременной передачи (не показана) редуктора 49, цепной передачи 50, двух конических зубчатых передач 51 и двух цепных передач 52, связанных .с плитой 22. Цепи 53 закреплены на боковых сторонах 36 вьщ- вижной плиты 22. Для снижения трения и направления движения плиты 22 пред- ,назначены ролики 54 (см. фиг. 1), смонтированные на основании 55 пресса 23 и в кронштейнах 56 и размещенные под плитой и у ее боковых сторон. Ролики 54, размещенные под плитой 22, смонтированы в гнездах основания 55
пресса 23, подпружинены (не показано) и при вырубке утопают в гнездах, благодаря чему подложка 35 плиты 22 кон- тактирует с основанием 55 пресса 23 (см, фиг. 5). Траверса 57 пресса 23 предназначена для йажатия на резак
5 Q
5
0
5
0
74
58, который из настила 59 вырубает детали. Настил 59 формируется из рулонов 60, размещенных в рулонодержа- теле 61. Для автоматизации циклов подачи настила 59, перемещения плиты 22 и вырубания предназначены конечные выключатели (не показаны), взаимодействующие с кареткой 2, прижимом 6 для захвата настила и средством 25 для закрепления настила и плитой 22, закрепленной на станине 5 направляю- щий ролик 62 предназначен для поддержания верхней ветви 39 ленты 38. При крайнем правом положении плиты 22 (см. фиг. 5) часть 63 настила расположена между станиной 5 и рулонодержа- телем 61-.
Устройство работает следующим образом.
Настил 59 формируют из рулонов 60, укладывают на верхнюю ветвь 39 ленты 38 и заправляют под прижим 6 для захвата настила, после чего с помощью подающей платформы 1 с кареткой 2 подают под средство 25 для закрепления настила 2 и на плиту: 22 (см. фиг. 1, 2, 3). После заправки настила 59 на плиту 22 пресса 23 последняя находится в исходном положении (см. фиг. 1). При этом плита 22 с настилом 59 выдвинута из-под траверсы 57 пресса 23 и находится в крайнем левом положении, а каретка 2 с платформой 1 - в крайнем правом положении, прижим 6 для захвата настила поднят, а средство 25 для закрепления настила опущено и прижимает настил 59 к огибающему ролику 19 и краю 24 плиты 22 (см. фиг. 1, 4). Грузовая каретка 12 с роликами 13 и 14 и петли 41 и 42 занимают крайнее верхнее положение (см. фиг. 1). При этом настил 59 и огибающий ролик 19 с лентой 38 под действием средства 25 для закрепления настила находятся в зафиксированном состоянии. Устанавливается на настил 59 резак 58 и включается привод плиты 22, в результате чего включается электродвигатель 47 и посредством клиноременной передачи (не показана), редуктора 49, цепной передачи 50, двух зубчатых передач 51 и двух цепных передач 52 передает движение плите 22, которая перемещается под траверсу 57 пресса 23. Цепи 53 закреплены на боковых сторонах (боковинах 36) плиты 22, что обеспечивает движение последней без перекосов, при этом
верхняя ветвь 39 ленты 38 с настилом 59 и нижняя ветвь 40, а также огибающий ролик 19 и средство 25 для закрепления настила совместно с плитой 22 перемещаются вправо, а грузовая каретка 12 с роликами 13 и 14 (под действием силы тяжести) и две петли 41 и 42 совместно (синхронно) опускаются. Часть 63 настила (см, фиг..5) перемещается с верхней ветви 39 лен- JQ ты 38 и провисает в зазоре между станиной 5 и рулонодержателем 61. При крайнем правом положении плиты 22 (см. фиг. 5) грузовая каретка 12 с ро- роликами 13 и 14 и петли 41 и 42 за- J5 нимают крайнее нижнее положение. В крайнем правом положении (под траверсой 57) плита 22, взаимодействуя с конечным выключателем (не показан),
ней ветви .39 ленты 38 транспортирует настил 59 на шаг вырубки относительно плиты 22 (см. .фиг. 3). Поскольку огибающий ролик 19 примыкает к пли-. те 22 и верхняя ветвь 39 ленты 38 расположена на одном уровне с раббчей поверхностью плиты 22, то настил 59 материала (например, искусственной кожи) перемещается относительно плиты 22 в автоматическом режиме. При подаче настила 59 кареткой 2 последняя приводит в движение также ленту 38 и все направляющие ролики 9, 10, 11, 13, 14 и 62 и огибающий ролик 19 совершают только вращательное движение. В момент окончания подачи настила 59 каретка 2 взаимодействует с конечным выключателем (не показан) и останавливается (выключается электродвигаостанавливается (выключается электро- 20 тель 43), после чего сначала срабат двигатель 47), а траверса 57 соверша- тывают пневмоцилйндры 29, штоки ко- ет ход вниз-вверх (производится вы- торых посредством огибаемых блоки 32 рубка деталей), после чего включает- тросов 31 перемещают вниз средство 25 ся привод плиты 22 и последняя возв- для закрепления настила, фиксируя ращается в исходное (крайнее левое) 25 настил 59 и огибающий ролик 19 с лен- положение. При этом часть 63.настила, расположенная в зазоре между рулонодержателем 61 и станиной 5, переходит на верхнюю ветвь 39 ленты 38. При
30
той 38, а затем срабатывают пневмоцилйндры 8, штоки 7 которых перемещают прижим 6 для захвата.настила вверх, освобождая настил 59, после чего включается электродвигатель 43 HI и каретка 2 возвращается в исходное (крайнее правое) положение, взаимодействует с конечным выключателем (не показан), который выключает элекдвижении плиты 22 влево (из-под траверсы 57) совместно с ней перемещаются в этом направлении настил 59, ролик 19 и обе ветви 39 и 40 ленты 38, а грузовая каретка 12 с роликами 13 И 14 и петли 41 и 42 перемещаются тродвигатель 43. В момент возвратно- вверх, В крайнем левом положении пли- го движения каретки 2 устанавливается та 22, взаимодействуя с конечным выключателем (не показан)-, останавливается и электродвигатель 47 выклю40
чается. Снимаются с плиты 22 резак 58 и крой, после чего нажимается на кнопку Подача (не показана). При этом с помощью пневмоцилиндров 8 сначала опускается прижим 6 для захвата настила и фиксирует настил 59 вместе с верхней ветвью 39 ленты 38 на подающей платформе 1, а затем срабатыва- ibT пневмоцилйндры 29, штоки 30 которых освобождают (из-под натяжения) тросы 31, и пружины 26 поднимают средство 25 .для закрепления настила по направляющим 27 до ограничителей .28, освобождая настил 59, после чего включается электродвигатель 43 и через клиноременную передачу (не показана), редуктор 44, цепные передачи 45 и 46 передает движение каретке 2, которая с помощью платформы 1 с прижимом 6 для захвата настила верхрезак 58 на настил 59, после чего нажимается на кнопку Вырубание (не показана) и включается привод (электродвигатель 47) для последующего перемещения, плиты 22 с настилом 59 и резаком 58 под траверсу 57 пресса 23 и повторения рабочего цикла. Электротормоз 48 обеспечивает останов
45 (сокращает инерционный выбег) плиты 22 в крайних положениях.
При необходимости подачи настила назад (от оператора) относительно плиты нажимают на соотчетствующие
50 кнопки (не показаны) управления приводами каретки 2 и прижима 6 для захвата настила. При этом каретка 2 с поднятым вверх прижимом 6 для захвата настила перемещается влево и
55 останавливается, после чего последовательно поднимается средство 25 для закрепления настила, опускается прижим 6 для захвата настила, включается элек гродвигатель 43 и каретней ветви .39 ленты 38 транспортирует настил 59 на шаг вырубки относительно плиты 22 (см. .фиг. 3). Поскольку огибающий ролик 19 примыкает к пли-. те 22 и верхняя ветвь 39 ленты 38 расположена на одном уровне с раббчей поверхностью плиты 22, то настил 59 материала (например, искусственной кожи) перемещается относительно плиты 22 в автоматическом режиме. При подаче настила 59 кареткой 2 последняя приводит в движение также ленту 38 и все направляющие ролики 9, 10, 11, 13, 14 и 62 и огибающий ролик 19 совершают только вращательное движение. В момент окончания подачи настила 59 каретка 2 взаимодействует с конечным выключателем (не показан) и останавливается (выключается электродвигатель 43), после чего сначала срабат тывают пневмоцилйндры 29, штоки ко- торых посредством огибаемых блоки 32 тросов 31 перемещают вниз средство 25 для закрепления настила, фиксируя настил 59 и огибающий ролик 19 с лен-
той 38, а затем срабатывают пневмоцилйндры 8, штоки 7 которых перемещают прижим 6 для захвата.настила вверх, освобождая настил 59, после чего включается электродвигатель 43 HI и каретка 2 возвращается в исходное (крайнее правое) положение, взаимодействует с конечным выключателем (не показан), который выключает электродвигатель 43. В момент возвратно- го движения каретки 2 устанавливается
тродвигатель 43. В момент возвратно- го движения каретки 2 устанавливается
резак 58 на настил 59, после чего нажимается на кнопку Вырубание (не показана) и включается привод (электродвигатель 47) для последующего перемещения, плиты 22 с настилом 59 и резаком 58 под траверсу 57 пресса 23 и повторения рабочего цикла. Электротормоз 48 обеспечивает останов
(сокращает инерционный выбег) плиты 22 в крайних положениях.
При необходимости подачи настила назад (от оператора) относительно плиты нажимают на соотчетствующие
кнопки (не показаны) управления приводами каретки 2 и прижима 6 для захвата настила. При этом каретка 2 с поднятым вверх прижимом 6 для захвата настила перемещается влево и
останавливается, после чего послеовательно поднимается средство 25 ля закрепления настила, опускается прижим 6 для захвата настила, вклюается элек гродвигатель 43 и карет7 13266
ка 2 подает настил 59 наз ад (вправо) на требуемый шаг , затем она останавливается (выключается электродвигатель 43), средство 25 для закрепления настила опускается, а прижим 6 с для захвата настила поднимается. Устанавливается резак 58 на настил 59 и включается привод плиты 22 для перемещения ее под траверсу 57 и вырубания деталей.JO
Применение устройства позволяет механизировать подачу настила на выдвижную плиту пресса, ликвидировать сдвиг слоев и тем самым получить эко- 5 номию материала при раскрое (за счет снижения краевых отходов материала) и повысить производительность труда оператора-вырубщика за счет повьшения скорости подачи настила и устранения 20 затрат времени на выравнивание слоев. Применение устройства позволяет ifs 52 га
66
сJO
5 20
178
же сэкономить производственную площадь, так как ликвидируется длинно- мерньй стол пресса, а увеличение хода и длины плиты не влияет на длину и высоту устройства (при увеличении хода плиты увеличивают число натяжных роликов и вертикально подвижных петель нижней ветви гибкой замкнутой ленты). В связи с этим устройство может быть эффективно применено также для подачи настила к. прессам повьпцен- ной мощности, имеющих большой ход (до 1,6 м и.больше) плиты (в соответствии с ее длиной и длиной вырубаемых деталей). Например, вырубаемые детали чемодана имеют длину 1,55 м, в связи с чем необходимы длина и ход плиты не менее 1, 6 м« В этом случае устройство должно быть оснащено двумя натяжными роликами и двумя петлями ленты,так как размер по высоте от пола до нижней ветви ленты равен примерно 1 м.
26 62 fS . . .4-4 Ю
62 46 из 4 f « 326 4S
Фив. 2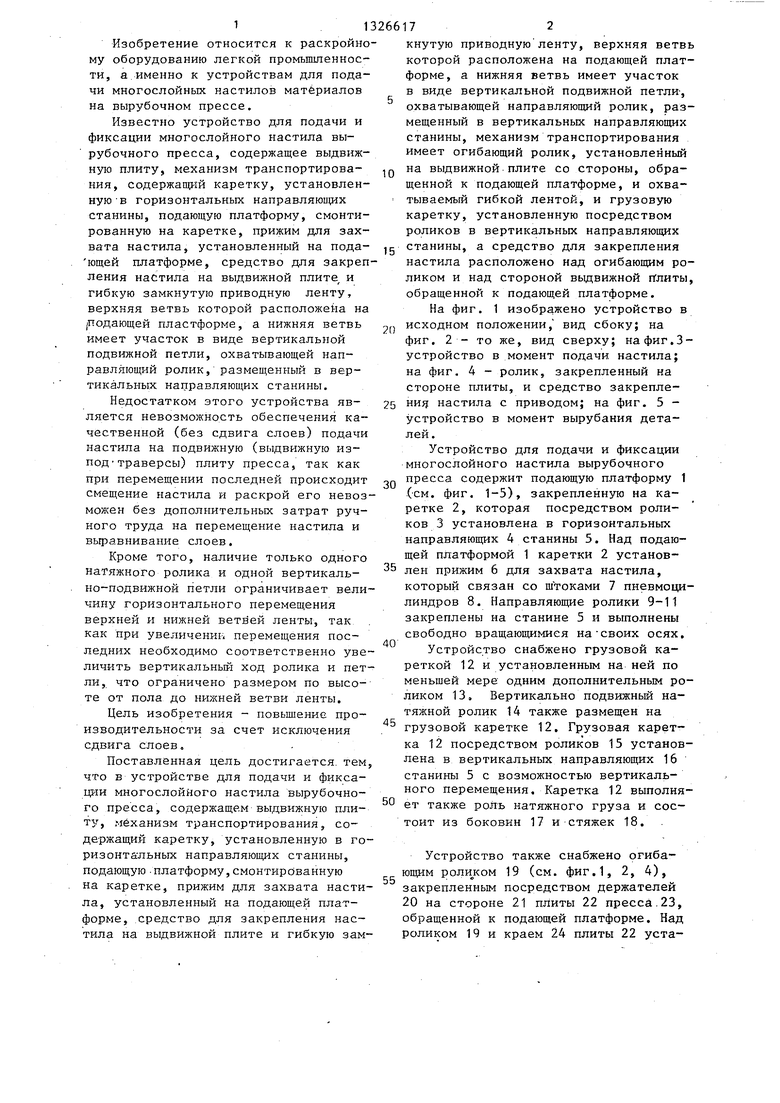
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи многослойного настила вырубочного пресса | 1988 |
|
SU1606418A1 |
| УСТРОЙСТВО.ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО HACTIdЛA К ВЫРУБОЧНОМУ ПРЕССУ | 1979 |
|
SU825431A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Устройство для подачи многослойногоНАСТилА K ВыРубОчНОМу пРЕССу | 1979 |
|
SU844528A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1036648A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1066925A1 |
| Устройство для подачи многослойного настила материала к вырубочному прессу | 1985 |
|
SU1370142A1 |

гЭ 30 31 37 ЗБ 22 51535226 - }
32 58 31
2 В „ 39 Ш2. / 5 W 59
Ч&иг.З
i
Si
еlO fit
8Составитель A. Бражникова Редактор Н. Киштулинец Техред А.Кравчук
Заказ 3248/21Тираж. 373
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор В.Бутяга
Подписное
| УСТРОЙСТВО.ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО HACTIdЛA К ВЫРУБОЧНОМУ ПРЕССУ | 1979 |
|
SU825431A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
