1
Изобретение относится к области изготовления резино-кордных оболочек с бортовыми кольцами различных диаметров.
Известен способ изготовления резино-кордных оболочек с неравными ло диаметру бортами путем образования цилиндрического браслета, оформления малого борта, равномерного растяжения свободной кромки браслета, оформления большого борта, |формования оболочхи и последующей ее вулканизации.
Недостатком известного способа является разворот большого борта на угол 90° и более лри формовании собранных резино-кордных оболочек, что ухудшает качество изделий. Кроме того, paisBOpoT борта недопустим при изготовлении диафрагменных оболочек большой грузоподъемности из металлокорда.
С целью повышения качества готовой оболочки оформление большого борта осуш;ествляют введением бортового кольца внутрь расширенной части браслета и 1последуюш;им заворотом .кромки браслета под кольцо.
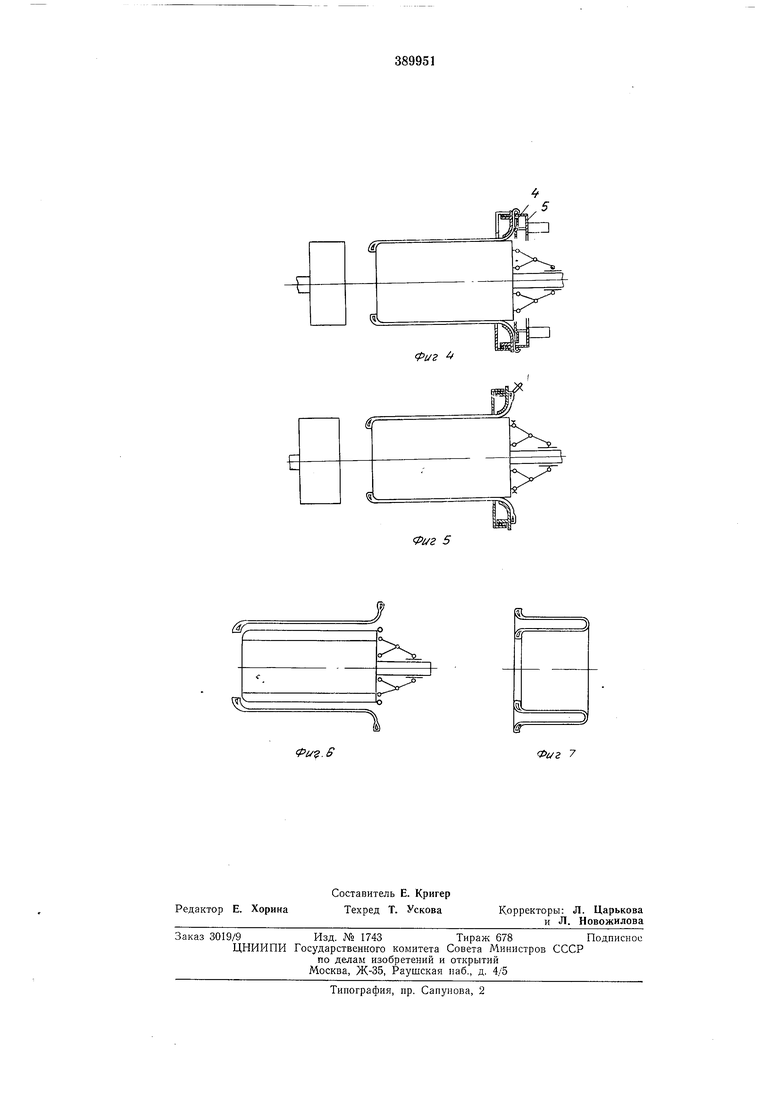
На фиг. 1-7 показаны стадии изготовления резино-кордной оболочки предлагаемым способом.
На цилиндрическую поверхность сложенного сборочного барабана 1 надевается резннокордный браслет 2 (фиг. 1). Затем сборочный барабан / разжимают, а браслет 2 фиксирзется на барабане с целью предотврашения его сдвига при последующих операциях оформления малого борта. Вслед за этим осуществляют посадку малого бортового кольца, заворот кромки браслета на кольцо и прикатку борта (фиг. 2). После окончания оформления малого борта фиксация браслета снимается, к свободной кромке браслета подводится заялечик 3 (фиг. 3) и производится равномерное растяжение ее на заплечике в перпендикулярной плоскости по отношению к продольной оси браслета 2 до диа1метра, превышающего диаметр посадочного места под больщое бортовое кольцо. Далее большое бортовое кольцо 4, вложенное в щаблои 5, вводят внутрь расширенной части браслета 2 и приклеивают :к Нему, не давая возможности поднятому концу после ухода шаблоиа 5 возвра титься в исходное положение (фиг. 4).
Затем производят заворот кромки браслета ПОД кольцо и орикатку большого борта (фиг. 5).
После оформления большого борта барабан / складывается, заплечик 3 отводится в исходное положение, собранная резино-кордиая оболочка снимается со сборочного барабана (фиг. 6) и поступает на формование и вулканизацию, где принимает законченный вид (фиг. 7).
Предмет изобретения
Способ изготовления резино-кордных оболочек € неравными по диаметру бортами путем образования цилиндрического браслета, офорд1ления малого борта, равномерного растяжения свободной кромки браслета, оформления большого борта, формования оболочки
и последующей ее вулканизации, отличающийся тем, что, с целью повышення качества готовой оболочки, оформление большого борта осуществляют введением бортового кольца внутрь расщ.иренной части браслета и последующим заворотом кромки браслета под кольцо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1971 |
|
SU414132A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| Способ изготовления резинокордных оболочек | 1979 |
|
SU781083A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1972 |
|
SU339429A1 |
| Устройство для сборки резино-кордных оболочек | 1976 |
|
SU653127A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |

сриг
Ри-.6
Фиг 7
