С жестким одним арматурным кольцом (или несколькими).
Это достигается тем, что кольцевой заплечик выполнен в виде полуколец, смонтированных на подвижных в перпендикулярном оси сборочного бараба-на направлении каретках, а сборочный барабан выполнен с кольцевой проточкой на наружной поверхности.
Устройство имеет подвижную вдоль.оси сборочного барабана тележку, на которой смЬнтйровань каретки, несущие полукольца заплечиков. Для регулирования расстряния между кольцевыми заплечиками полукольца снабжены планками с прорезями и установленными в них фиксирующими болтами и винтами.
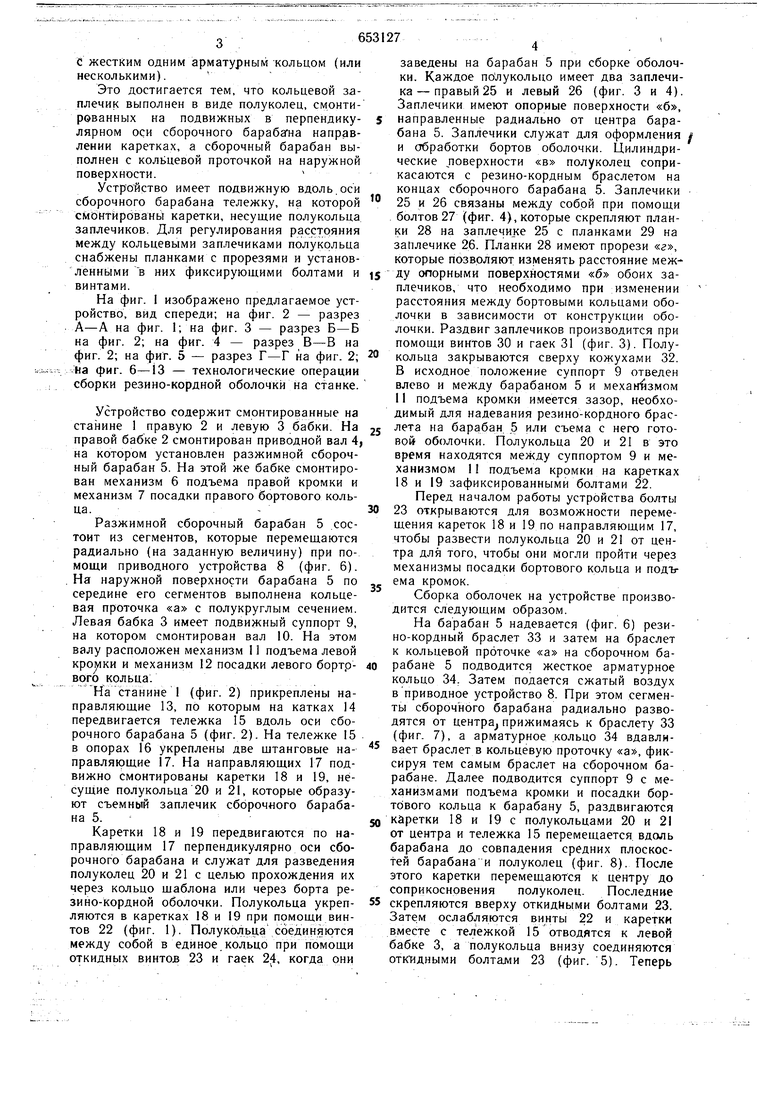
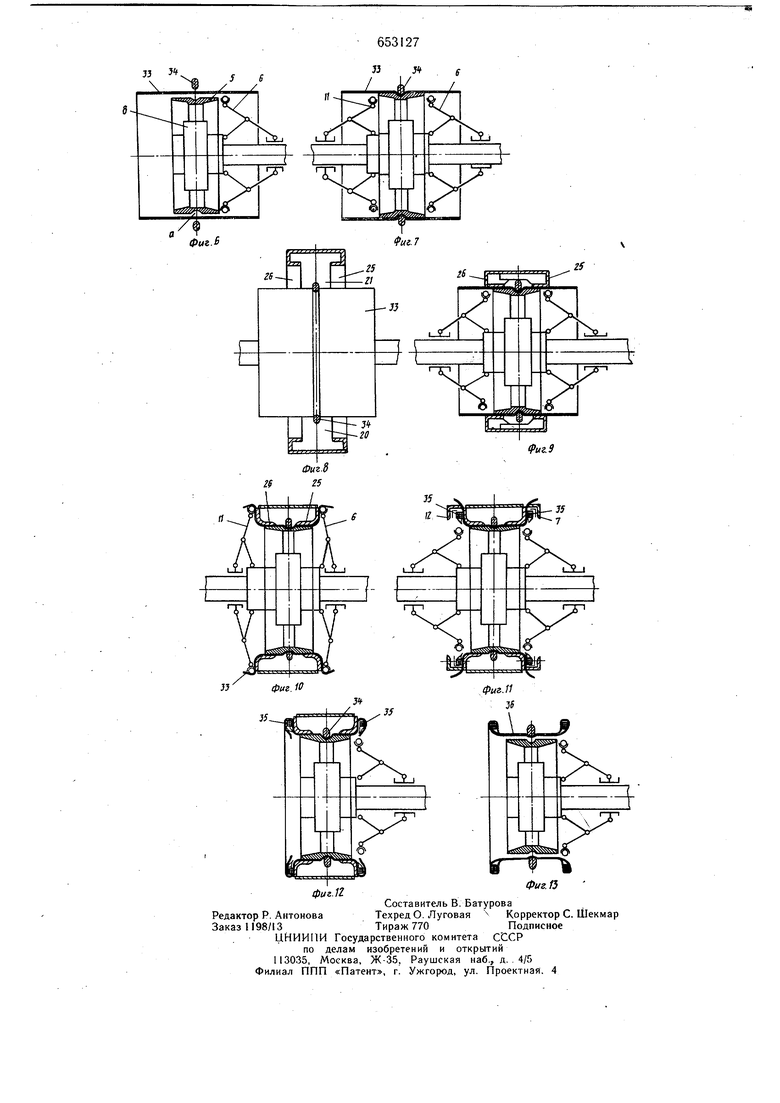
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6-13 - технологические операции сборки резино-кордной оболочки на станке.
Устройство содержит смонтированные на станине 1 правую 2 и левую 3 бабки. На правой бабке 2 смонтирован приводной вал 4, на котором установлен разжимной сборочный барабан 5. На этой же бабке смонтирован механизм 6 подъема правой кромки и механизм 7 посадки правого бортового кольца.Разжимной сборочный барабан 5 состоит из сегментов, которые перемещаются радиально (на заданную величину) при помощи приводного устройства 8 (фиг. 6). На наружной поверхности барабана 5 по середине его сегментов выполнена кольцевая проточка «а с полукруглым сечением. Левая бабка 3 имеет подвижный суппорт 9, на котором смонтирован вал 10. На этом валу расположен механизм 11 подъема левой кротки и механизм 12 посадки левого бортрвого кольца.
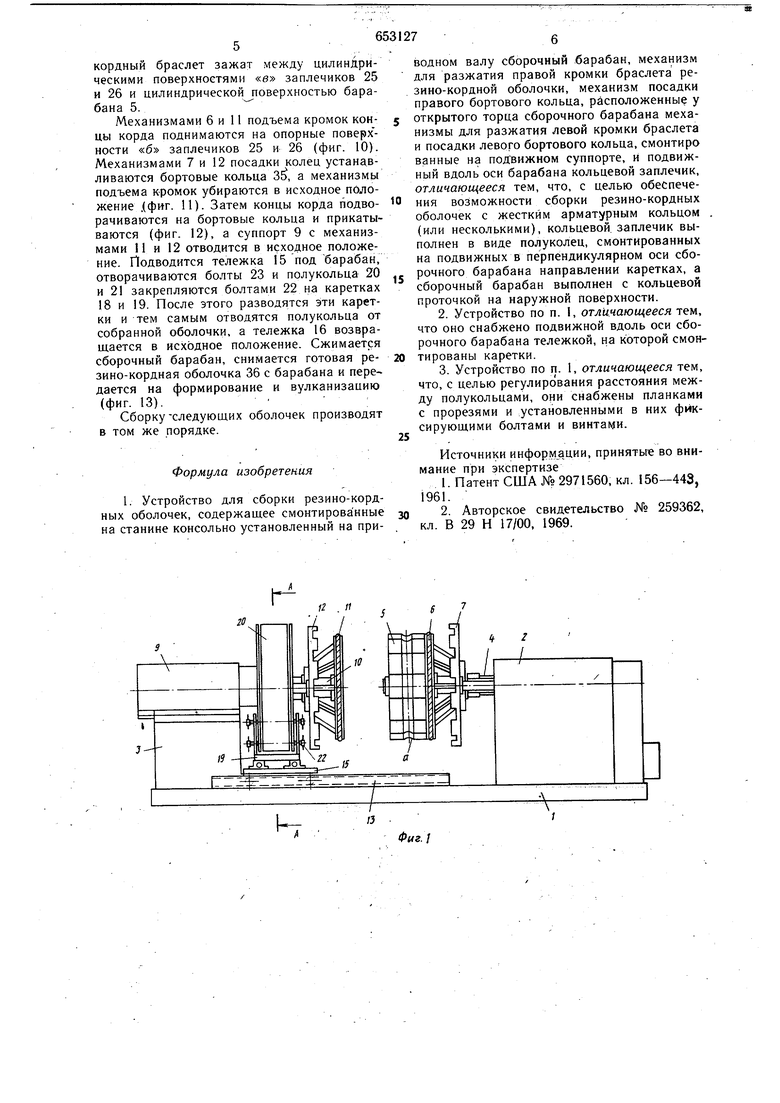
На станине I (фиг. 2) прикреплены направляющие 13, по которым на катках 14 передвигается тележка 15 вдоль оси сборочного барабана 5 (фиг. 2). На тележке 15 в опорах 16 укреплены две щтанговые направляющие 17. На направляющих 17 подвижно смонтированы каретки 18 и 19, несуШие полукольца 20 и 21, которые образуют съемный заплечик сборочного барабана 5.
Каретки 18 и 19 передвигаются по направляющим 17 перпендикулярно оси сборочного барабана и служат для разведения полуколец 20 и 21 с целью прохождения их через кольцо щаблона или через борта резино-кордной оболочки. Полукольца укрепляются в каретках 18 и 19 при помощи винтов 22 (фиг. 1). Полукольца с6единяк)тся между собой в единое кольцо при помощи откидных винтов 23 и гаек 24, когда они
заведены на барабан 5 при сборке оболочки. Каждое полукольцо имеет два заплечика - правый 25 и левый 26 (фиг. 3 и 4) Заплечики имеют опорные поверхности «б, направленные радиально от центра барабана 5. Заплечики служат для оформления и обработки бортов оболочки. Цилиндрические поверхности «в полуколец соприкасаются с резино-кордным браслетом на концах сборочного барабана 5. Заплечики 25 и 26 связаны между собой при помощи болтов 27 (фиг. 4), которые скрепляют планки 28 на заплечике 25 с планками 29 на заплечике 26. Планки 28 имеют прорези «г, которые позволяют; изменять расстояние между опорными поверхностями «б обоих заплечиков, что необходимо при изменении расстояния между бортовыми кольцами оболочки в зависимости от конструкции оболочки. Раздвиг заплечиков производится при помощи винтов 30 и гаек 31 (фиг. 3). Полукольца закрываются сверху кожухами 32. В исходное положение суппорт 9 отведен влево и между барабаном 5 и механизмом 11 подъема кромки имеется зазор, необходимый для надевания резино-кордного браслета на барабан. 5 или съема с него готовой оболочки. Полукольца 20 и 21 в это время находятся между суппортом 9 и механизмом 1I подъема кромки на каретках 18 и 19 зафиксированными болтами 22.
Перед началом работы устройства болты 23 открываются для возможности перемещения кареток 18 и 19 по направляющим 17, чтобы развести полукольца 20 и 21 от центра для того, чтобы они Могли пройти через механизмы посадки бортового кольца и подъема кромок.
Сборка оболочек на устройстве производится следующим образом.
На барабан 5 надевается (фиг. 6) резино-кордный браслет 33 и затем на браслет к кольцевой проточке «а на сборочном барабане 5 подводится жесткое арматурное кольцо 34. Затем подается сжатый воздух в приводное устройство 8. При этом сегменты сборочного барабана радиально разводятся от цeнтpa прижимаясь к браслету 33 (фиг. 7), а арматурное .кольцо 34 вдавливает браслет в кольцевую проточку «а, фиксируя тем самым браслет на сборочном барабане. Далее подводится суппорт 9 с механизмами подъема кромки и посадки бортЬвого кольца к барабану 5, раздвигаются каретки 18 и 19 с полукольцами 20 и 21 от центра и тележка 15 перемещается вдоль барабана до совпадения средних плоскос1ей барабана и полуколец (фиг. 8). После этого каретки перемещаются к центру до соприкосновения полуколец. Последние скрепляются вверху откидными болтами 23. Затем ослабляются винты 22 и каретки вместе с тележкой 15 отводятся к левой бабке 3, а полукольца внизу соединяются откидными болтами 23 (фиг. 5). Теперь
кордный браслет зажат между цилиндрическими поверхностями «в заплечиков 25 и 26 и цилиндрической поверхностью барабана 5.
Механизмами 6 и 11 подъема кромок концы корда поднимаются на опорные поверх ности «б заплечиков 25 и 26 (фиг. 10). Механизмами 7 и 12 посадки колец устанавливаются бортовые кольца ЗЙ, а механизмы подъема кромок убираются в исходное положение .(фиг. 11). Затем концы корда подворачиваются на бортовые кольца и прикатываются (фиг. 12), а суппорт 9 с механизмами 11 и 12 отводится в исходное положение. Подводится тележка 15 под барабан, отворачиваются болты 23 и полукольца 20 и 21 закрепляются болтами 22 на каретках 18 и 19. После этого разводятся эти каретки и тем самым отводятся полукольца от собранной оболочки, а тележка 16 возвращается в исходное положение. Сжимается сборочный барабан, снимается готовая резино-кордная оболочка 36 с барабана и передается на формирование и вулканизацию (фиг. 13).
Сборку-следующих оболочек производят в том же порядке.
Формула изобретения
1. Устройство для сборки резино-кордных оболочек, содержащее смонтированные на станине консольно установленный на приводном валу сборочный барабан, механизм для разжатия правой кромки браслета резино-кордной оболочки, механизм посадки правого бортового кольца, расположенные у открытого торца сборочного барабана механизмы для разжатия левой кромки браслета и посадки левого бортового кольца, смонтиро ванные на подвижном суппорте, и подвижный вдоль оси барабана кольцевой заплечик, отличающееся тем, что, с целью обеспечения возможности сборки резино-кордных оболочек с жестким арматурным кольцом (или несколькими), кольцевой, заплечик выполнен в виде полуколец, смонтированных на подвижных Б перпендикулярном оси сборочного барабана направлении каретках, а сборочный барабан выполнен с кольцевой проточкой на наружной Поверхности.
2.Устройство по п. I, отличающееся тем, что оно снабжено подвижной вдоль оси сборочного барабана тележкой, на которой смонтированы каретки.
3.Устройство по п. 1, отличающееся тем, что, с целью регулирования расстояния между полукольцами, они снабжены планками с прорезями и установленными в них фиксирующими болтами и винтами.
Источники информации, принятые во внимание при экспертизе
I. Патент США № 2971560, кл. 156-443, 1961.
2. Авторское свидетельство № 259362, кл. В 29 Н 17/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резино-кордных оболочек | 1976 |
|
SU735426A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1972 |
|
SU339429A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1982 |
|
SU1070022A1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1984 |
|
SU1195567A2 |
| Устройство для сборки резино-кордных оболочек | 1975 |
|
SU537840A1 |
Г
га
Л за
Ф1Л.}
30
зг
л
Z72«
Фцг4
32
2Ь
fiAZ.b
