(54) СПОСОБ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки резино-кордных изделий | 1979 |
|
SU870179A2 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| СПОСОБ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2607663C1 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
| СПОСОБ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК ИЗ УШИРЕННЫХ СЛОЕВ КОРДА | 1970 |
|
SU266203A1 |
| Устройство для сборки резино-кордных оболочек | 1976 |
|
SU653127A1 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU673465A1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2007 |
|
RU2347677C1 |
| СТАНОК ДЛЯ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1970 |
|
SU259362A1 |
| Способ изготовления резино-кордных оболочек и устройство для его осуществления | 1978 |
|
SU735430A1 |
1
Изобретение относится к шинной промышленности, а именно к способам сборки резино-кордных оболочек балонного типа, имеюш,их жесткие арматурные кольца.
Известен способ сборки резино-кордных оболочек, при котором образуют резино-кордный браслет с последуюш.им его разжимом и фиксацией, равномерно растягивают свободнь1е кромки браслета в раструб, сажают бортовые кольца, оформляют борта оболочки, формуют последнюю и вулканизуют 1.
Недостатки данного способа заключаются в том, что при сборке оболочек происходит осевое смещение браслета в процессе разжатия в раструб обоих концов кордного браслета, приводящих к различной величине кромок, заворачиваемых вокруг кольца и неравномерному распределению деталей в оболочке относительно поперечной оси ее и снижению качества изготавливаемых оболочек. Кроме этого, данный способ сборки оболочек не предусматривает фиксации арматурных колец на собранном каркасе, что значительно усложняет процесс формования оболочек и приводит к перекосу колец к борту оболочек.
Цель изобретения - обеспечение качественной сборки резино-кордных оболочек балонного типа с жестким арматурным кольцом диаметром меньше диаметра бортовых колец.
Поставленная цель достигается тем, что сначала концентрично резино-кордному браслету устанавливают арматурное кольцо, а затем браслет .разжимают до диаметра, соответствующего одной трети периметра арматурного кольца и фиксируют браслет арматурным кольцом:
На фиг. 1-8 показаны стадии изготовления резино-кордной оболочки.
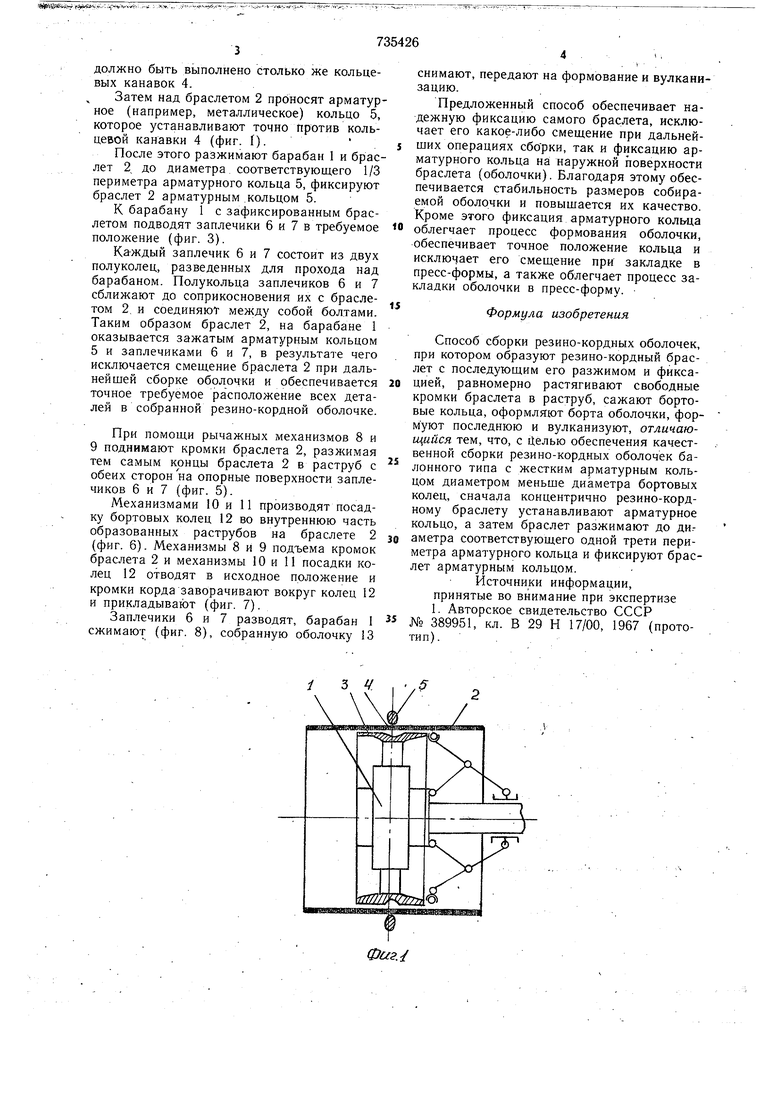
На сборочный барабан 1 накладывают требуемое количество слоев обрезиненного корда и резиновых лент и образуют резинокордный браслет 2.
На разжимных сегментах 3 барабана 1 имеется профильная кольцевая канавка 4. Для примера по предлагаемому способу описана сборка резино-кордной оболочки с одним арматурным кольцом 5, поэтому на барабане 1 показана одна канавка 4. Практически же таким способом можно собирать оболочки, имеющие больщее число арматурных колец 5, для чего на барабане 1
должно быть выполнено столько же кольцевых канавок 4.
Затем над браслетом 2 проносят арматурное (например, металлическое) кольцо 5, которое устанавливают точно против кольцевой канавки 4 (фиг. i).
После этого разжимают барабан 1 и браслет Я ДО диаметра соответствующего 1/3 периметра арматурного кольца 5, фиксируют браслет 2 арматурным .кольцом 5.
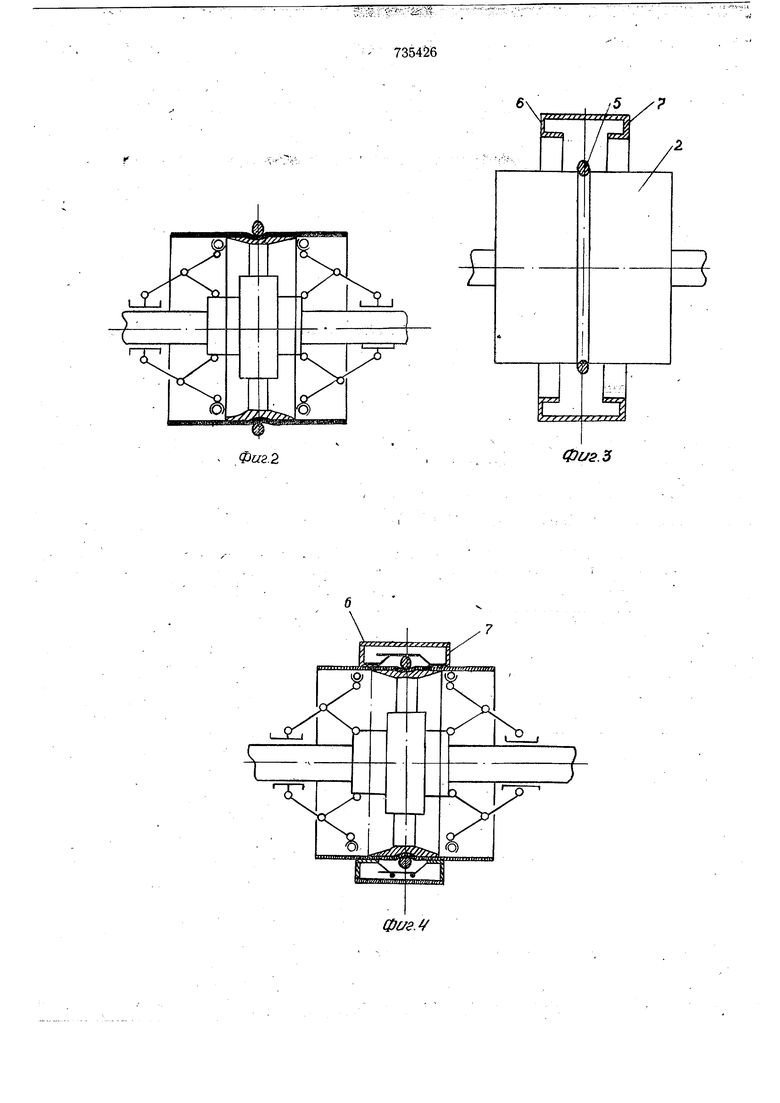
К барабану 1 с зафиксированным браслетом подводят заплечики 6 и 7 в требуемое положение (фиг. 3).
Каждый заплечик 6 и 7 состоит из двух полуколец, разведенных для прохода над барабаном. Полукольца заплечиков 6 и 7 сближают до соприкосновения их с браслетом 2, и соединяют между собой болтами. Таким образом браслет 2, на барабане 1 оказывается зажатым арматурным кольцом 5 и заплечиками 6 и 7, в результате чего исключается смещение браслета 2 при дальнейшей сборке оболочки и обеспечивается точное требуемое расположение всех деталей в собранной резино-кордной оболочке.
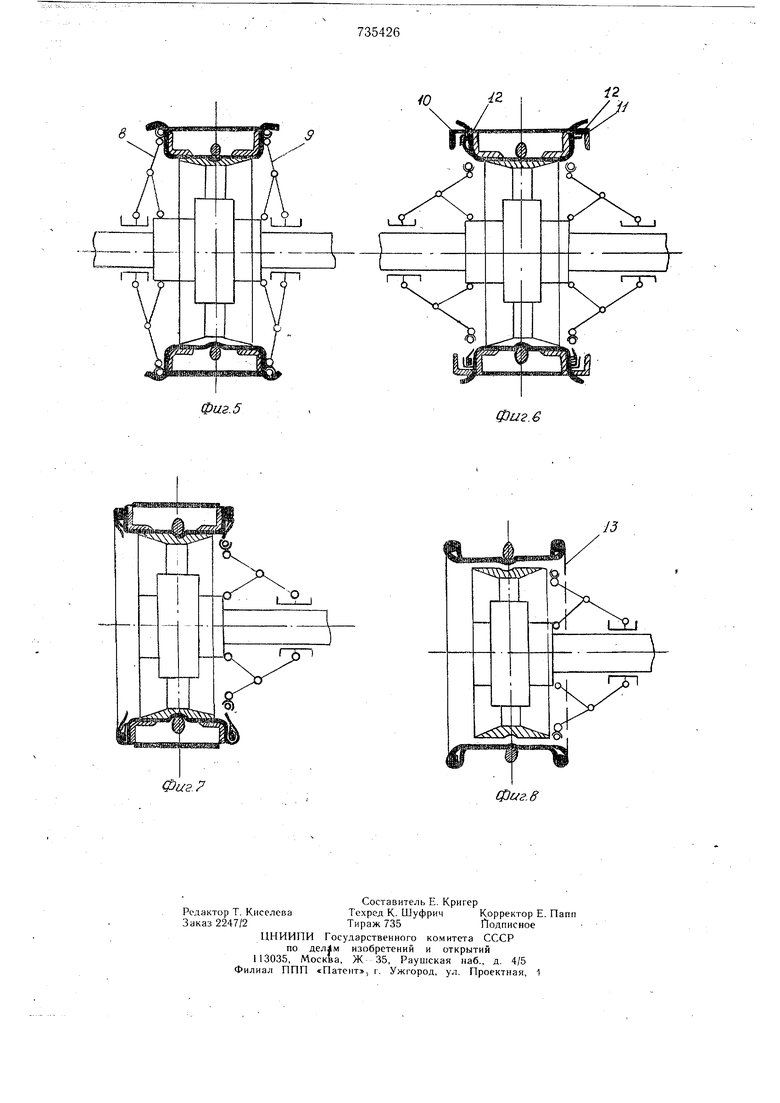
При помощи рычажных механизмов 8 и 9 поднимают кромки браслета 2, разжимая тем самым концы браслета 2 в раструб с обеих сторонна опорные поверхности заплечиков 6 и 7 (фиг. 5).
Механизмами 10 и 11 производят посадку бортовых колец 12 во внутреннюю часть образованных раструбов на браслете 2 (фиг. 6). Механизмы 8 и 9 подъема кромок браслета 2 и механизмы 10 и 11 посадки колец 12 отводят в исходное положение и кромки корда заворачивают вокруг колец 12 и прикладывак)т (фиг. 7).
Заплечики 6 и 7 разводят, барабан 1 сжимают (фиг. 8), собранную оболочку 13
735426
снимают, передают на формование и вулканизацию.
Предложенный способ обеспечивает надежную фиксацию самого браслета, исключает его какое-либо смещение при дальнейших операциях сборки, так и фиксацию арматурного кольца на наружной поверхности браслета (оболочки). Благодаря этому обеспечивается стабильность размеров собираемой оболочки и повыщается их качество. Кроме этого фиксация арматурного кольца облегчает процесс формования оболочки, обеспечивает точное положение кольца и исключает его смещение при закладке в пресс-формы, а также облегчает процесс закладки оболочки в пресс-форму.
Формула изобретения
Способ сборки резино-кордных оболочек, при котором образуют резино-кордный браслет с последующим его разжимом и фиксацией, равномерно растягивают свободные кромки браслета в раструб, сажают бортовые кольца, оформляют борта оболочки, формуют последнюю и вулканизуют, отличающийся тем, что, с Целью обеспечения качественной сборки резино-кордных оболочек балонного типа с жестким арматурным кольцом диаметром меньше диаметра бортовых колец, сначала концентрично резино-кордному браслету устанавливают арматурное кольцо, а затем браслет разжимают до ди.аметра соответствующего одной трети периметра арматурного кольца и фиксируют браслет арматурным кольцом.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 389951, кл. В 29 Н 17/00, 1967 (прототип).. ,
(
с.
Фиг. 5
Фи2.6
13
Фш.е
