1
Изобретение относится к области индукционного нагрева и предназначено для бездеформационной поверхностной закалки с индукционным нагревом металлических прямолинейных и криволинейных изделий сложной конфигурации.
Известно закалочное устройство, состоящее из индуктора со спрейером, установленного на каретке механизма продольного перемещения, и плиты с приспособлением для крепления обрабатываемой детали.
Недостатком известного устройства является значительное коробление деталей в процессе закалки.
В предлагаемом закалочном устройстве механизм продольного перемещения снабжен прижимными профильпыми валками с механизмом для регулиров ки усилия прижима, расположенными по обеим сторонам от индуктора, а плита для крепления обрабатываемой детали оборудована приводом перемещения вдоль индуктора. Это позволяет уменьщить деформацню при закалке и вести процесс на воздухе или под слоем закалочной жидкости.
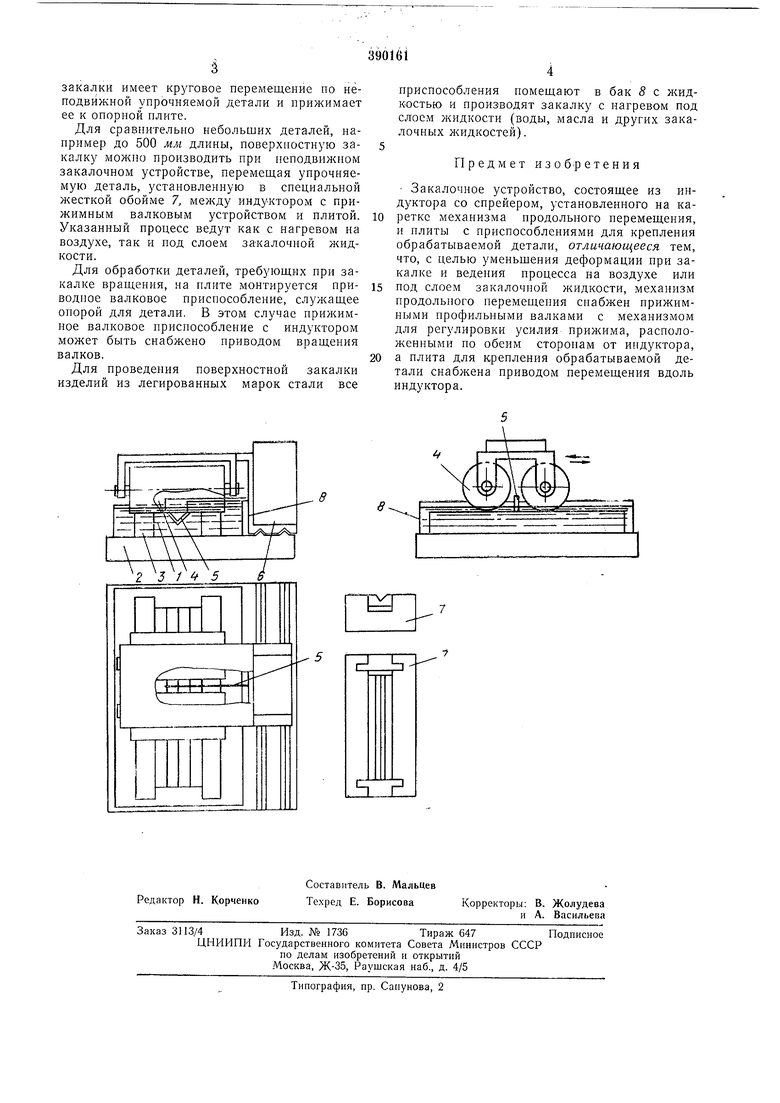
На чертежах .схематически доказано описываемое устройство.
Упрочняемая деталь / установлена на плите 2 между упорами 3. Закалочное устройство представляет собой подвижную систему
из двух, четырех или большего Количества валков 4, катящихся по детали и прижимающих ее к плите 2 при помощи регулируемой нагрузки. Между средними валками встроен индуктор 5 (или индуктор-спрейер). Валки могут быть цилиндрическими или фигурными - по профилю детали. Для возможности перемещения закалочного устройства с индуктором на расстояние от 500 иш до нескольких метров без существенных потерь мощности с закалочным устройством совмеП1ают колебательный контур 6 (закалочный трансформатор и конденсаторную батарею) лампового или машинного генератора.
В процессе закалки упрочняемая деталь / неподвижна и расположена на плите 2 мелсду упорами 3. Закалочное устройство, состоящее из прижимных валков 4 и индуктора 5, перемещается по упрочняемой детали, прижимая ее к опорной плите. При закалке с нагревом в жидкости охлаждение нод закалку происходит при помощи окружающей закалочной среды или посредством снрейера. Благодаря фиксации детали в процессе закалки
и особенно в зоне нагрева она при упрочнении получает незначительное коробление.
При поверхностном упрочнении кольцевых изделий типа погон, колец упорных подщипников больщого диаметра подвижное прижимное устройство с индуктором в процессе
закалки имеет круговое перемещение по неподвижной упрочняемой детали и прижимает ее к опорной плите.
Для сравнительно небольших деталей, например до 500 мм длины, поверхностную закалку можно производить при пеподвил ном закалочном устройстве, перемещая упрочняемую деталь, установленную в специальной жесткой обойме 7, между индуктором с прижимным валковым устройством и плитой. Указанный процесс ведут как с нагревом на воздухе, так и под слоем закалочной жидкости.
Для обработки деталей, требующих при закалке вращения, на плите монтируется приводпое валковое приспособление, служащее опорой для детали. В этом случае прижимное валковое приспособление с индуктором может быть снабжено приводом вращения валков.
Для проведения поверхностной закалки изделий из легированных марок стали все
приспособления помещают в бак 8 с жидкостью и производят закалку с нагревом под слоем жидкости (воды, масла и других закалочных жидкостей).
Предмет изобретения
Закалочное устройство, состоящее из индуктора со спрейером, установленного на каретке механизма продольного неремещения, и нлиты с приспособлениями для крепления обрабатываемой детали, отличающееся тем, что, с целью уменьщения деформации при закалке и ведения процесса на воздухе или
под слоем закалочной жидкости, механизм продольного перемещения спабжен нрижимными профильными валками с механизмом для регулировки усилия прижима, расположенными но обеим сторонам от индуктора,
а плита для крепления обрабатываемой детали снабжена приводом перемещения вдоль индуктора.
ГИЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая закалочно-рихтовочное устройство | 1988 |
|
SU1650722A1 |
| Устройство для термической обработки цилиндрических деталей | 1982 |
|
SU1090731A1 |
| Устройство для упрочняющей обработкизубчАТыХ ВЕНцОВ | 1979 |
|
SU829696A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| Устройство для закалки деталей с нагревом твч | 1978 |
|
SU681103A1 |
| УСТАНОВКА ДЛЯ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219250C1 |
| СПОСОБ ИНДУКЦИОННОЙ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С ГАЛТЕЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2071504C1 |
| Устройство для непрерывно-последовательной закалки изделий | 1978 |
|
SU685701A2 |
| Автоматический станок для термической обработки цилиндрических деталей | 1975 |
|
SU631544A1 |
| Устройство для закалки рельсов | 1991 |
|
SU1822432A3 |
