При изготовлении фальцовочных труб сворачивание металлической ленты производится путем пропускания ее через волочильное окно; для закрывания же продольного фальца труб применяется оправка, надетая на которой труба подвергается действию ряда расположенных внутри и снаружи оправки закатывающих роликов.
Согласно изобретению для обеспечения быстрой заправки металлической ленты закатывающие продольный фалец трубы ролики помещены в откидных на шарнирах кронштейнах.
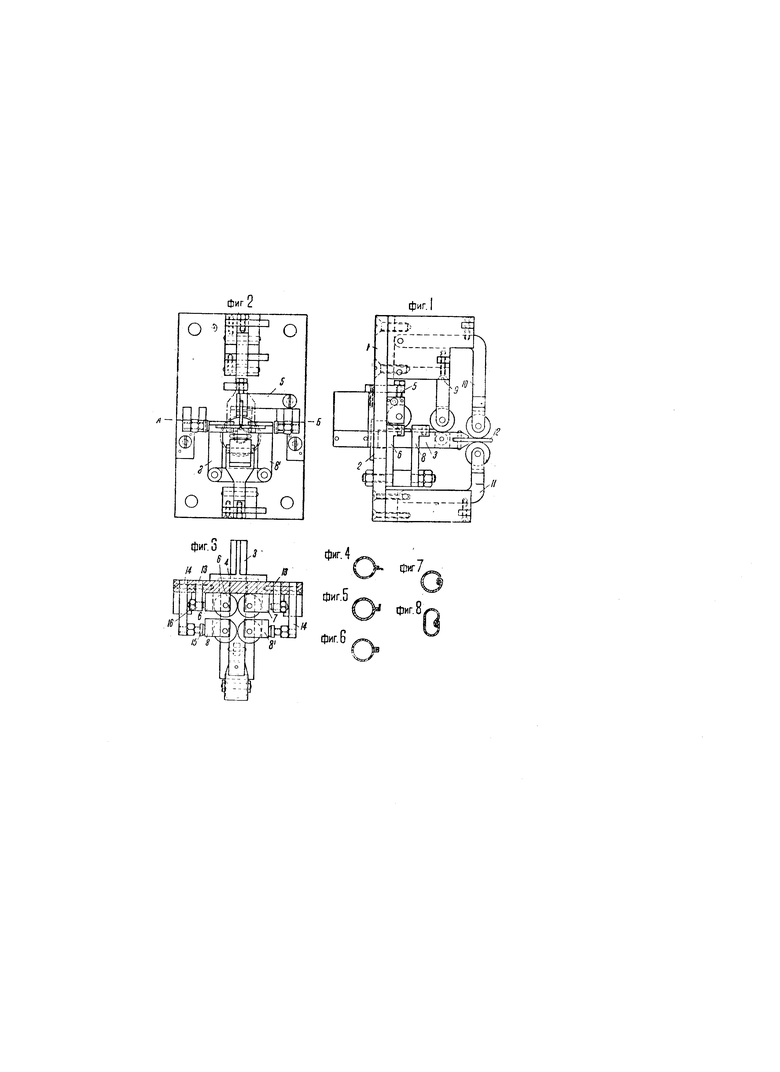
На чертеже фиг. 1 изображает боковой вид предлагаемого приспособления; фиг. 2 - вид его спереди; фиг. 3 - разрез по линии А-Б на фиг. 2; фиг. 4-8 - последовательность операции производства фальца на трубке.
Волочильное приспособление для изготовления тонкостенных радиаторных трубок (фиг. 1) состоит из плиты 1, в которой укреплено волочильное окно 2 с отверстием, равным сечению трубки, изображенному на фиг. 4. Через волочильное окно 2 пропускается оправка 3, прикрепленная к основной плите 1 угольником 4 (фиг. 3), образуя, таким образом, между стенкой волочильного окна 2 и оправкой 3 кольцевое отверстие с сечением, указанным на фиг. 4.
Для образования фальца в трубке в последовательном порядке, указанном на фиг. 4, 5, 6, 7, 8, служит ряд роликов, укрепленных на основной плите на откидных кронштейнах.
Кронштейны 5, 6, 7 снабжены роликами, служащими для образования фальца по форме, изображенной на фиг. 5; средние кронштейны 8 и 8′ - с роликами по форме фиг. 6; следующий кронштейн 9 с роликом, взаимодействующим с роликом на оправке 3, образует фалец по форме фиг. 7 и, наконец, верхние кронштейны 10 и 11 с роликами, взаимодействующими с пластинкой 12, сплющивают трубку в форму, изображенную на фиг. 8.
Предлагаемое приспособление устанавливается на обычном волочильном станке. При заправке металлической ленты с рулона все кронштейны с роликами отводятся от оправки 3 и затем, когда лента протянется через волочильное окно 2, кронштейны с роликами последовательно прижимаются к оправке 3 и закрепляются упорами 13, 14, снабженными регулировочными болтами 15 и 16.
Затем конец металлической ленты захватывается специальными щипцами и протягивается через приспособление на длину, потребную для радиатора, или же на наибольшую длину, допускаемую размером волочильного станка; после отрезания готовой трубки шипами захватывается новый кусок ленты для повторения операции.
Приспособление для изготовления тонкостенных радиаторных трубок путем протяжки металлической ленты через волочильное очко, для закрывания шва, в каковом приспособлении применен ряд роликов, отличающееся тем, что, в целях обеспечения быстрой заправки ленты, упомянутые ролики помещены в откидных на шарнирах кронштейнах.
