1
Изобретение относится к области электрооборудования металлургических агрегатов непрерывной обработки полосы и может быть применено для управления правильно-дрессировочным станом.
Известно устройство управления правильпо-дрессировочным станом, содержащее измеритель вытял ки, задатчик вытяжки, блок сравнения и регулятор привода стапа.
Однако это устройство пе обеспечивает достаточную точность полТ,держания заданной величины ВЫТЯЖ1КИ.
В предлагаемом устройстве с целью решения этой задачи измеритель вытяжки выполнен в виде соединенных с главным приводом стана и всномогательным приводом тянущей станции датчиков импульсов, соединенных посредством счетчиков с блоком хранения информацип, а регулятор привода содержит соединенный с блоком сравнения блок зоны нечувствительности, подключенный к суммирующему блоку через дискретно-аналоговый преобразователь отклонения вытяжки, и блок умножения, ко второму входу которого подключен датчик скорости главного привода стана, причем суммирующий блок соединен также с задатчиком вытяжки.
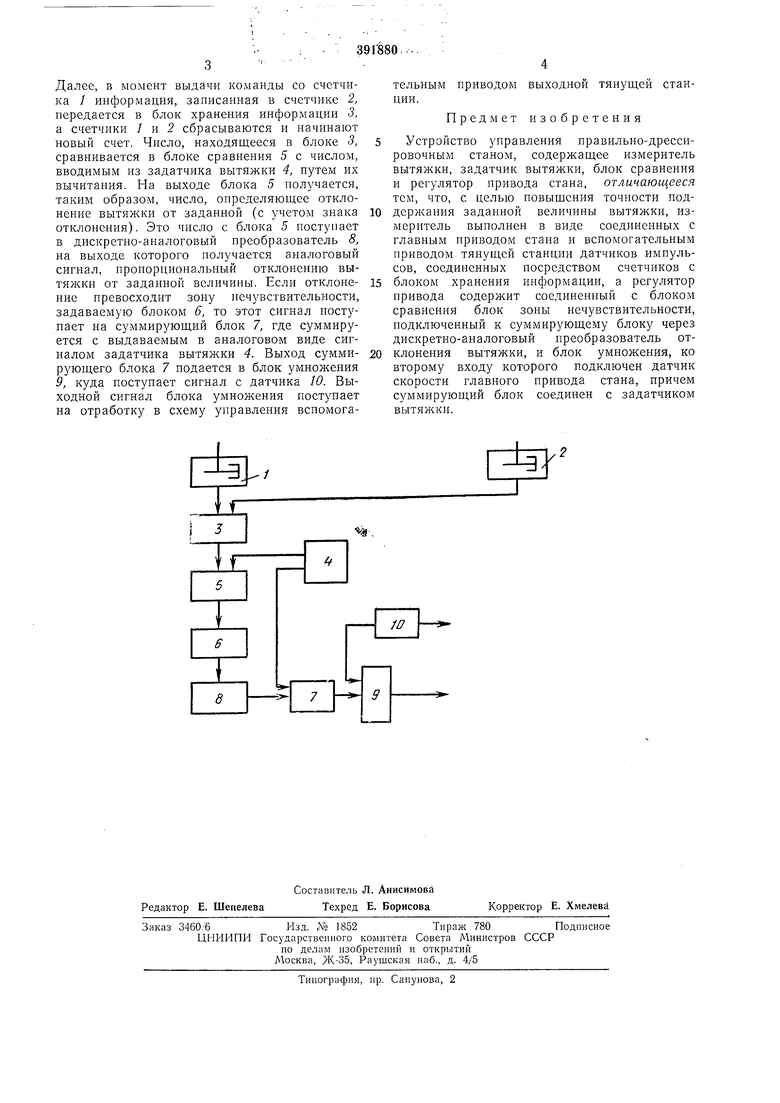
На чертеже представлена блок-схема предлагаемого устройства.
Устройство состоит из измерителя вытяжки, выполненного в виде соединенных с главным приводом стана и вспомогательным приводом тянущей станции датчиков импульсов
(на чертеже не указаны), соединенных посредством счетчиков / и 2 с блоком хранения информации 3; задатчика вытяжки 4; блока сравнения 5; регулятора привода стана, содержащего соединенный с блоком сравнения
5 блок зоны нечувствительности 6, подключенный к суммирующему блоку 7 через дискретно-аналоговый преобразователь 8 отклонения вытяжки; и блок умножения 9, ко второму входу которого подключен датчик Ю
скорости главного привода стана. Суммирующий блок 7, кроме того, соединен с задатчиком вытяжки 4.
Устройство работает следующим образом. Командный импульсный счетчик / всегда
отсчитывает до выдачи команды заданное число импульсов (например, 1000 импульсов), а в это же время импульсный счетчик 2 отсчитывает путь, пройденный вспомогательным приводом выходной тянущей станции. Так
как путь вспомогательного привода фактически оиределяет вытяжку, то в счетчике 2 в момент выдачи команды со счетчика У записывается число, онределяющее величину вытяжки на участке полосы в принятом масщтабе, соответствующем базе счетчика /.
Далее, в момент выдачи команды со счетчика / информация, занисанная в счетчике 2, передается в блок хранения информации 3, а счетчики / и 2 сбрасываются и начинают новый счет. Число, находящееся в блоке 3, сравнивается в блоке сравнения 5 с числом, вводимым из задатчика вытяжки 4, нутем их вычитания. На выходе блока 5 получается, таким образом, число, определяющее отклонение вытяжки от заданной (с учетом знака отклонения). Это чнсло с блока 5 поступает в дискретно-аналоговый преобразователь 8, на выходе которого получается аналоговый сигнал, пронорпиопальный отклонению вытяжки от заданной величины. Если отклонение превосходит зону нечувствительности, задаваемую блоком 6, то этот сигнал поступает на суммирующий блок 7, где суммируется с выдаваемым в аналоговом виде сигналом задатчика вытяжки 4. Выход суммирующего блока 7 подается в блок умножения 9, куда поступает сигнал с датчика 10. Выходной сигнал блока умножения поступает иа отработку в схему управления вспомогательным приводом выходной тянущей станции.
Предмет изобретения
Устройство управления правильно-дрессировочным станом, содержащее измеритель вытяжки, задатчик вытяжки, блок сравнения н регулятор привода стана, отличающееся тем, что, с целью новышения точности поддержания заданной величины вытяжки, измеритель выполнен в виде соединенных с главным приводом стана и вспомогательным приводом тянущей станции датчиков импульсов, соединенных посредством счетчиков с
блоком хранения информации, а регулятор привода содержит соединенный с блоком сравнения блок зоны нечувствительности, подключенный к суммирующему блоку через дискретно-аналоговый преобразователь отклонения вытяжки, и блок умножения, ко второму входу которого подключен датчик скорости главного привода стана, причем суммирующий блок соединен с задатчиком вытяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления реверсивным правильно-дрессировочным станом | 1980 |
|
SU884768A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНОМ СТАНЕ | 1972 |
|
SU356004A1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU998526A1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU984530A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Система управления реверсивным правильно-растяжным станом | 1982 |
|
SU1085654A1 |
| Устройство автоматического регулирования толщины полосы на непрерывном прокатном стане | 1987 |
|
SU1435347A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1973 |
|
SU383491A1 |
| Способ адаптивного управления станом холодной прокатки и устройство для его осуществления | 1987 |
|
SU1540883A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
