1
Изобретение относится к области химической обработки деталей.
Известен агрегат для химической обработки деталей, содержащий загрузочное устройство, лотки-накопители, несущий транспортер, моечно-сущильную камеру и вапны для пассивирования деталей, расположенные по ходу технологического процесса.
Предложенный агрегат отличается от известного тем, что он снабжен механизмом поштучной выдачи деталей на транспортер, выполненным в виде соединенных между собой верхнего коромысла, перемещающего пружинные прижимы, и нижнего коромысла, несущего на себе щтифты-отсекатели, и четырехпозиционный механизм клеймения; при этом механизм клеймения выполнен в виде крестообразной печатающей головки, несущей на себе четыре клейма.
Такая конструкция позволяет полностью механизировать процесс клеймения деталей и получить качественное, идентично расположенное клеймо.
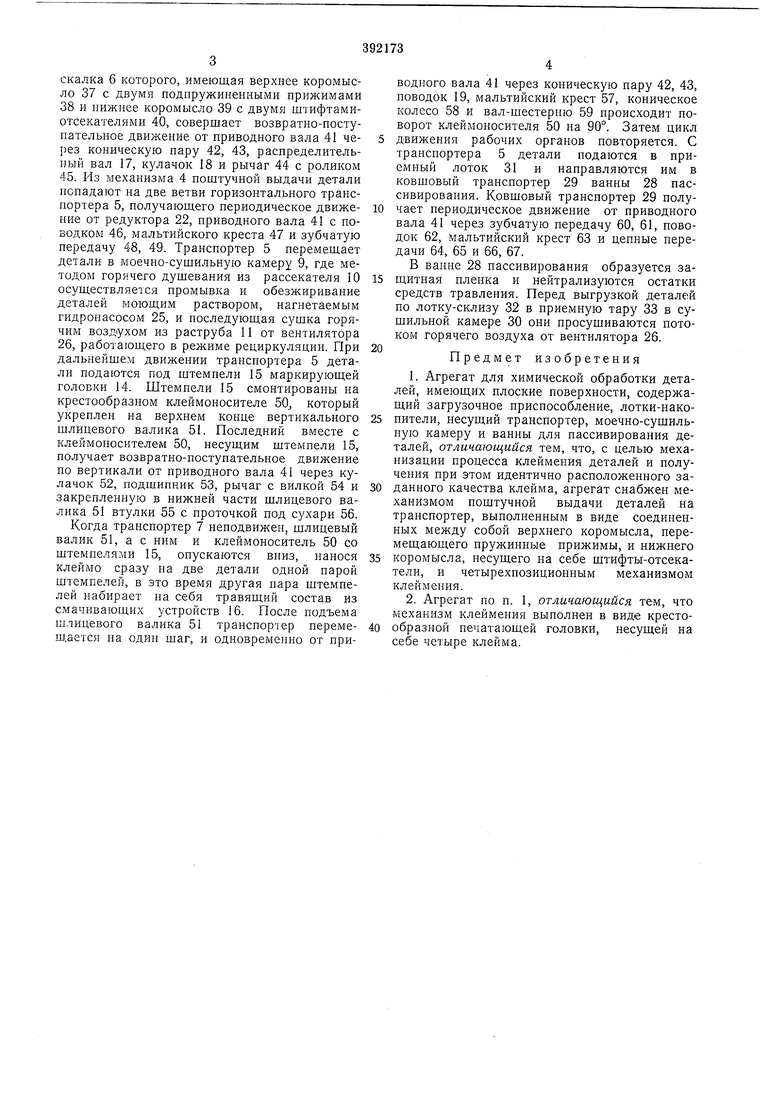
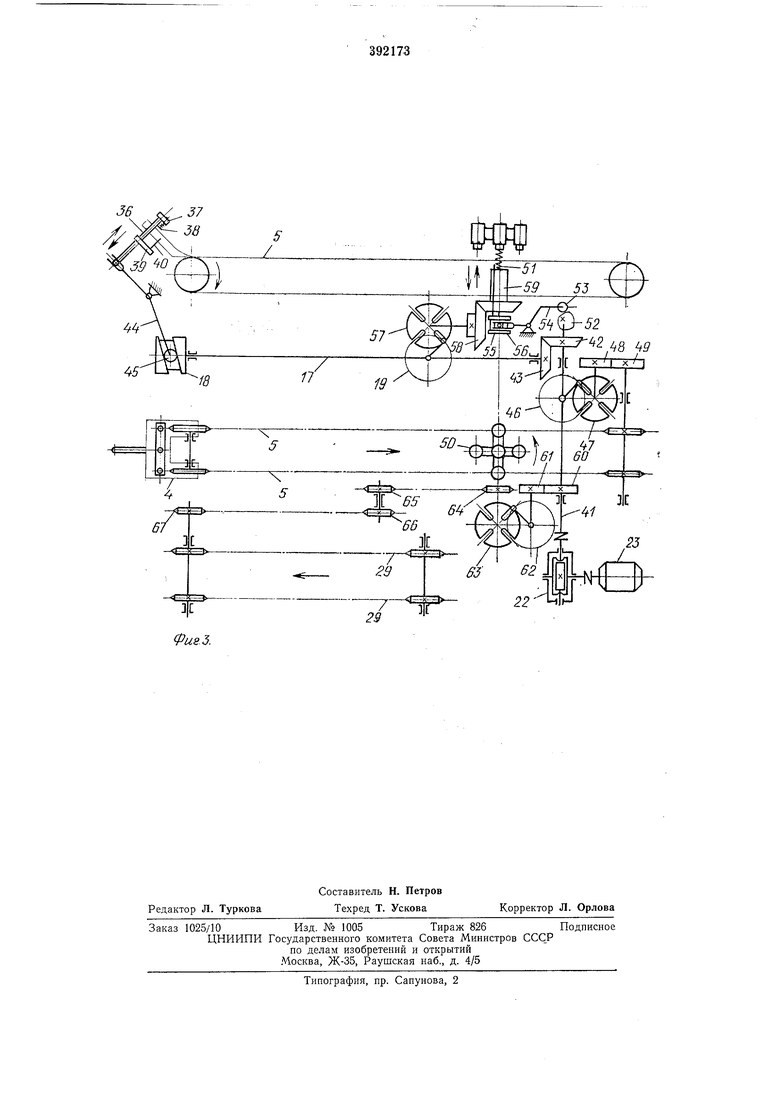
Па фиг. 1 схематично изображен предлагаемый агрегат для химической обработки деталей, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, кинематическая схема.
Агрегат состоит из двухзаходного вибробункера 1 с коническим предбункером 2. Лоткинакопители 3 соединяют выход вибробункера
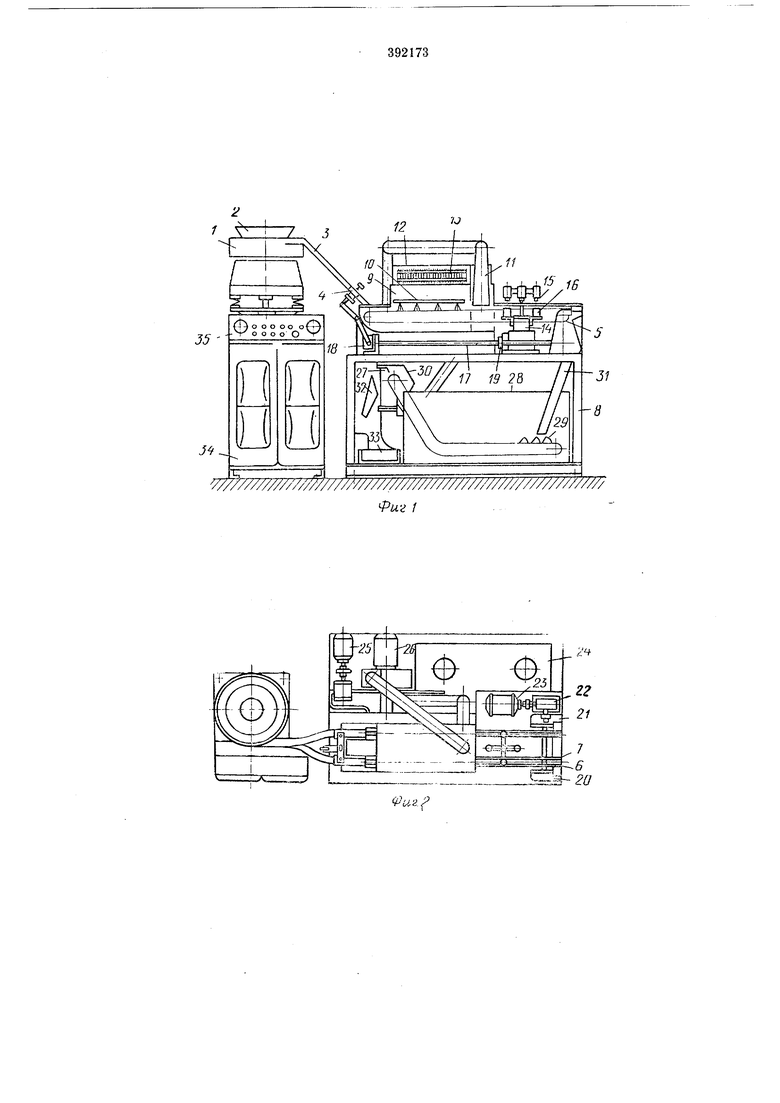
1 с механизмом 4 поштучной выдачи, который выдает детали на горизонтальный транспортер 5, ограниченный сбоку направляющими планками 6 и 7. Песущей частью агрегата является рама 8. Паверху рамы смонтированы моечно-сущильная камера 9 с рассекателем 10 и раструбом 1, холодильная камера 12 с конденсатором 13, маркирующая головка 14 со штемпелями 15 и смачивающими устройствами 16, распределительный вал 17 с цилиндрически - кулачком 18 и поводком 19, стойки 20 и 21, редуктор 22 с электродвигателем 23. В нижней части рамы 8 установлены ванна 24 промывки, гидронасос 25, вентилятор 26 с
нагревательным элементом 27, ванна 28 пасспвирования с ковшовым транспортером 29 и
сушильпая камера 30. Приемный лоток 31
служит для передачи деталей па ковшовый
транспортер 29, который высыпает детали по
лотку-склизу 32 в приемную тару 33. Автоматический цикл работы агрегата обеспечивается кинематической и электро-схемой, элементы которой сосредоточены в электро-шкафу 34, вверху которого укреплен пульт 35 управления агрегатом.
Агрегат работает следующим образом. Детали загружаются в предбункер 2 из вибробункера 1, ориентируясь во времени и пространстве. По лоткам-накопителям 3 они поступают в механизм 4 поштучной выдачи.
скалка 6 которого, имеющая верхнее коромысло 37 с двумя подпружиненными прижимами 38 и нижнее коромысло 39 с двумя штифтамиотсекателями 40, совершает возвратио-постунательное движение от приводного вала 41 через коническую пару 42, 43, распределительный вал 17, кулачок 18 и рычаг 44 с роликом 45. Из механизма 4 поштучной выдачи детали попадают на две ветви горизонтального транспортера 5, получающего периодическое движение от редуктора 22, приводного вала 41 с поводком 46, мальтийского креста 47 и зубчатую передачу 48, 49. Транспортер 5 перемещает детали в моечно-сущильную камеру 9, где методом горячего душевания из рассекателя 10 осуществляется промывка и обезжиривание деталей моющим раствором, нагнетаемым гидронасосом 25, и последующая сушка горячим воздухом из раструба 11 от вентилятора 26, работающего в режиме рециркуляции. При дальнейшем движении транспортера 5 детали подаются под штемпели 15 маркирующей головки 14. Штемпели 15 смонтированы на крестообразном клеймоносителе 50 который укреплен на верхнем конце вертикального шлицевого валика 51. Последний вместе с клеймоносителем 50, несущим штемпели 15, получает возвратно-поступательное движение по вертикали от приводного вала 41 через кулачок 52, подшипник 53, рычаг с вилкой 54 и закрепленную в нижней части шлицевого валика 51 втулки 55 с проточкой под сухари 56. Когда транспортер 7 неподвижен, шлицевый валик 51, а с ним и клеймоноситель 50 со штемпелями 15, опускаются вниз, нанося клеймо сразу на две детали одной парой штемпелей, в это время другая пара штемпелей набирает на себя травящий состав из смачивающих устройств 16. После подъема щлицевого валика 51 транспортер перемеш.ается на один щаг, и одновременно от приводного вала 41 через коническую пару 42, 43, поводок 19, мальтийский крест 57, коническое колесо 58 и вал-шестерню 59 происходит поворот клеймоносителя 50 на 90°. Затем цикл
движения рабочих органов повторяется. С транснортера 5 детали подаются в приемный лоток 31 и направляются им в ковшовый транспортер 29 ванны 28 пассивирования. Ковшовый транспортер 29 получает периодическое движение от приводного вала 41 через зубчатую передачу 60, 61, поводок 62, мальтийский крест 63 и цепные передачи 64, 65 и 66, 67.
В ванне 28 пассивирования образуется защитная пленка и нейтрализуются остатки средств травления. Перед выгрузкой деталей по лотку-склизу 32 в приемную тару 33 в сущильной камере 30 они просушиваются потоком горячего воздуха от вентилятора 26.
гт
Предмет изобретения
1.Агрегат для химической обработки деталей, имеющих плоские поверхности, содержащий загрузочное приспособление, лотки-накопители, несущий транспортер, моечно-сущильную камеру и ванны для пассивирования деталей, отличающийся тем, что, с целью механизации процесса клеймения деталей и получения при этом идентично расположенного заданного качества клейма, агрегат снабжен механизмом пощтучной выдачи деталей на транспортер, выполненным в виде соединенных между собой верхнего коромысла, перемещающего пружинные прижимы, и нижнего
коромысла, несущего на себе штифты-отсекатели, и четырехпозиционным механизмом клеймения.
2.Агрегат по п. 1, отличающийся тем, что механизм клеймения выполнен в виде крестообразной печатающей головки, несущей на себе четыре клейма.
J5
J-
7 yf7////////y//7////////7777//////////////
-JT
,; ,,,8
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для штемпелевания, например фарфоровых изделий | 1959 |
|
SU124942A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ полыхДЕТАЛЕЙ | 1972 |
|
SU331826A1 |
| Установка для очистки кольцевых деталей | 1986 |
|
SU1378942A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Загрузочное устройство | 1988 |
|
SU1579719A1 |
| Установка для мойки деталей | 1989 |
|
SU1754229A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148748A1 |
| Устройство для завертывания цилиндрических изделий | 1988 |
|
SU1597311A1 |
| УСТРОЙСТВО для МОНТАЖА ВЕНТИЛЯ НА РУКАВЕ ПНЕВМАТИЧЕСКОЙ КАМЕРЫ | 1973 |
|
SU374198A1 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
29 -
