1
Изобретение относится к области литейного производства, в частности к технологии и оборудованию центробежного литья.
Известен способ футеровки центробежной формы, включающий вращение формы, подачу жидких огнеупорных материалов в полость формы и их отверждение.
Однако при таком способе футеровка выполняется без вентиляционных каналов.
С целью устранения указанного недостатка предложено перед вращением формы и заливки в нее жидких олнеупооных материалов производить простановку вставок, образующих вентиляционные каналы в футеровочном слое и последующее их удаление из формы.
Для реализации описываемого способа используют центробежную форму, отличающуюся тем, что торцовая стевка формы и крышка по периметру снабжены сквозными отверстиями, в которых установлены на всю длииу формы нродольные вставки, граничащие с внутренней поверхностью формы и внешней поверхностью футерозочного слоя.
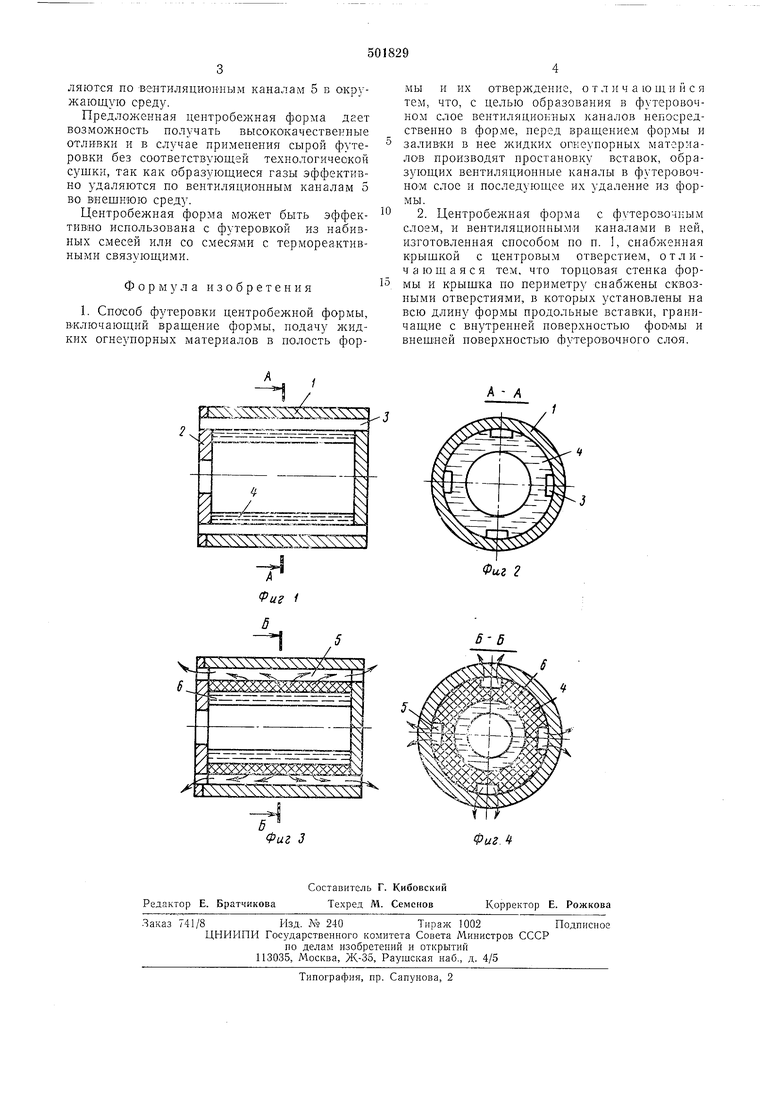
На фиг. 1 изображен продольный разрез предложенной центробежной формы в сборе; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - продольный разрез центробежной формы с за„1итым металлом; на фиг. 4 - разрез по Б-Б на фиг. 3.
Центробежная форма состоит из изложницы 1, крышки 2, продольных вставок 3 и футеровки 4. В изложнице 1 закреплена крышка 2 и установлейы продольные вставки 3. Для упрощения чертежей количество продольных вставок 3 ограничено четырьмя.
Продольные вставки 3 вводятся через сквозные отверстия в торцах корпуса формы и закрепляются герметично.
Продольные вставки 3 монтируются таким образом, чтобы они находились поблизости с рабочей поверхностью изложницы или контактировали с ней. После соответствующей подготовки приводят форму во вращение и производят нанесение футеровки 4 в жидком виде. Продольные вставки 3 (фиг. 1, 2) расположены по границе контакта футеровки 4 с рабочей поверхностью нзложцицы 1, при этом большей частью вставки 3 находятся в контакте с футеровкой 4 и одновременно своими торцами сообщаются с внешней средой (атмосферой). После затвердевания жидкой футеровки 4 продольные вставки 3 извлекают из формы.
В результате этого в центробежной форме образуется система вентиляционных каналов 5, размеры и формы которых соответствуют размеоам и фор-ме вставок 3.
После заливки жидкого металла 6 из него и футеровки 4 выделяются газы, которые уда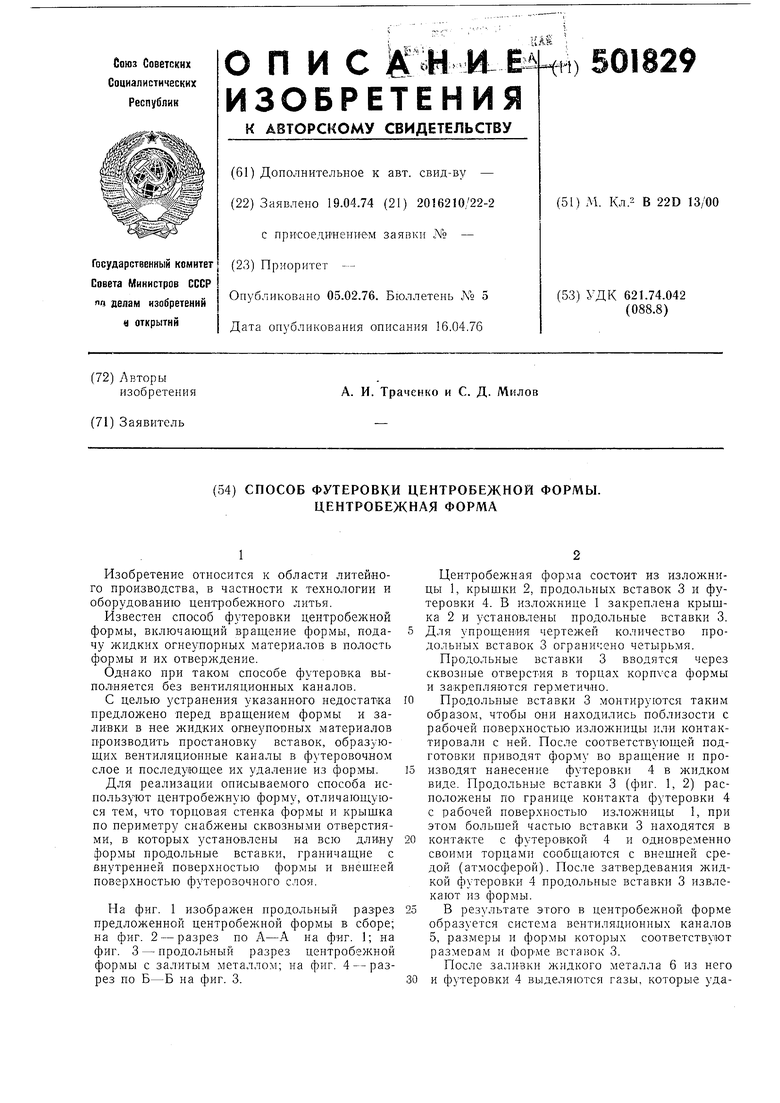
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ ФОРМА | 1973 |
|
SU393030A1 |
| Многосекционная центробежная литейная форма | 1976 |
|
SU655470A1 |
| Центробежная литейная установка | 1980 |
|
SU996081A1 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| Центробежная литейная установка | 1975 |
|
SU655469A1 |
| Многосекционная центробежная литейная форма | 1974 |
|
SU505511A1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
| Многосекционная центробежная форма | 1978 |
|
SU789229A1 |
| Способ центробежного литья поршневых колец и форма для его осуществления | 1989 |
|
SU1694334A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
