Изобретение относится к литейному производству и может быть использова но преимущественно для -совершенствования технологической оснастки для центробежных машин. Известна многосекционная центробежная форма, включающая изложницу, крышку, поперечные перегородки с центровыми отверстиями 1 . Недостатком формы является невозможность получения разобщенных друг от друга секционных .отливок с одинаковыми ра;змерами диаметра внутренних цилиндрических поверхностей без применения специального желоба, дозирую щего порционно жидкий металл по отдельным секционным камерам формы. Известна многосекционная центробежная форма, включающая изложницу, крышку, поперечные перегородки с внутренними.диаметрами центровых отверстий, последовательно увеличивающимися от крышки к торцовой части изложницы, в которой симметрично относительно геометрической ос;и формы расположены сквозные отверстия, про тив каждого из которых установлен брызгоуловитель 2 . Недостатком является то, что в ней невозможно получить секци энные отливки одинакового диаметра внутренней цилиндрической поверхности. . Известна многосекционная форма, включающая изложницу, крЕзГшку, поперечные перегородки с центровыми отверстиями, контрольную камеру между крышкой и смежной поперечной перегородкой, в которой с целью получения отливок.одинакового внутреннего диаметра, поперечные перегородки со стороны центровых отверстий выполнены с равными радиальными каналами 3 . Недостаток данной формы заключается в том, что после кристаллизации метЕшла на дне радиальных каналов образуются настыли, которые по толщине тем больше, чем большая толщина стенок поперечных перегородок и ниже температура заливаемого металла. Эти настыли являются своеобразными связками между смежными отливками со стороны внутренних диаметров, при этом, учитывая, что радиальных каналов в каждой перегородке для осуществления нормального процесса заливки должно быть несколько, то после кристаллизации металла процесс разъединения смежных секционных отливок представляет значительную трудность, в особенности, когда используются для отливок пластичные металлы, например, сталь, алюминиевые сплавы и др. Для разъединения отливок приходится использовать такие инструменты, как зубило, молоток, при этом имеет место механическое повреждение оснастки, в результате чего снижается долговечность последней.
Уменьшение толщины стенок поперечных перегородок и повышение температуры заливки металла (для уменьшения толщины настылей) строго ограничено технологическими параметрами. Если же для уменьшения толщины настылей использовать известные рекомендации, состоящие в том, что для уменьшения толщины стенок поперечных перегородок выполняют со стороны центровых отверстий фаски, -то в этих случаях изменяется конфигурация секционных отливок, так как толщина стенок последних увеличивается на величину фасок, причем они имеют остроугольну форму, .которая является нежелательной предпосылкой возникновения трещин из-за повышенных напряжений и увеличения трудоемкости механической обработки -по удалению дополнительных приливов-напусков.
Радиальные каналы сами по себе являются концентраторами напряжений, а при переливе металла по ним имеют место еще дополнительные локальные концентрированные перегревы поперечных перегородок, в силу чего резко возрастают местные напряжения, носящие циклический знакопеременный харйктер при. нагреве-охла5кдении, в результате процесс возникновения и развития термических -врещин носит ускоренный характер, при этом долговечность оснастки уменьшается в 2-3 раза
Цель изобретения - предот;вращение образования настылей между отливками повьошение долговечности перегородок и улучшение выбивки отливок.
Поставленная цель достигается тем что форма снабжена поперечными перегородками с центровыми отверстиями диаметром меньше диаметра отливаемых колец, а заливочный желоб выполнен с системой сливных отверстий, расположенных по его длине над секци ей формы.
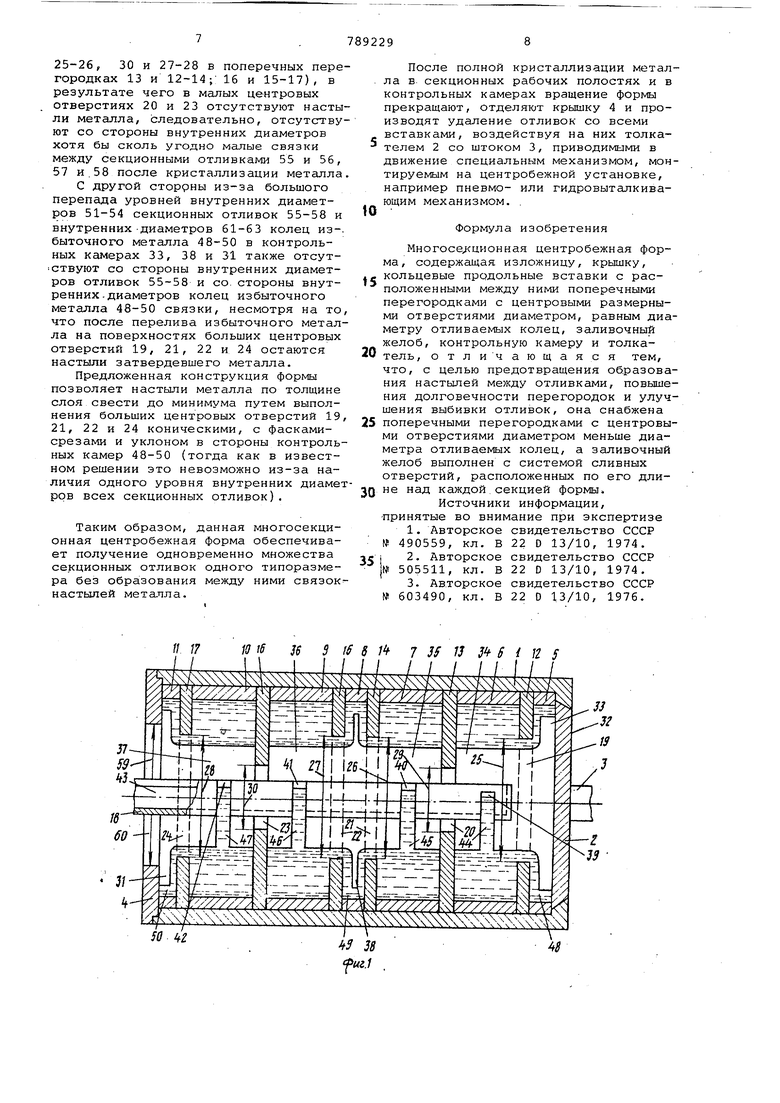
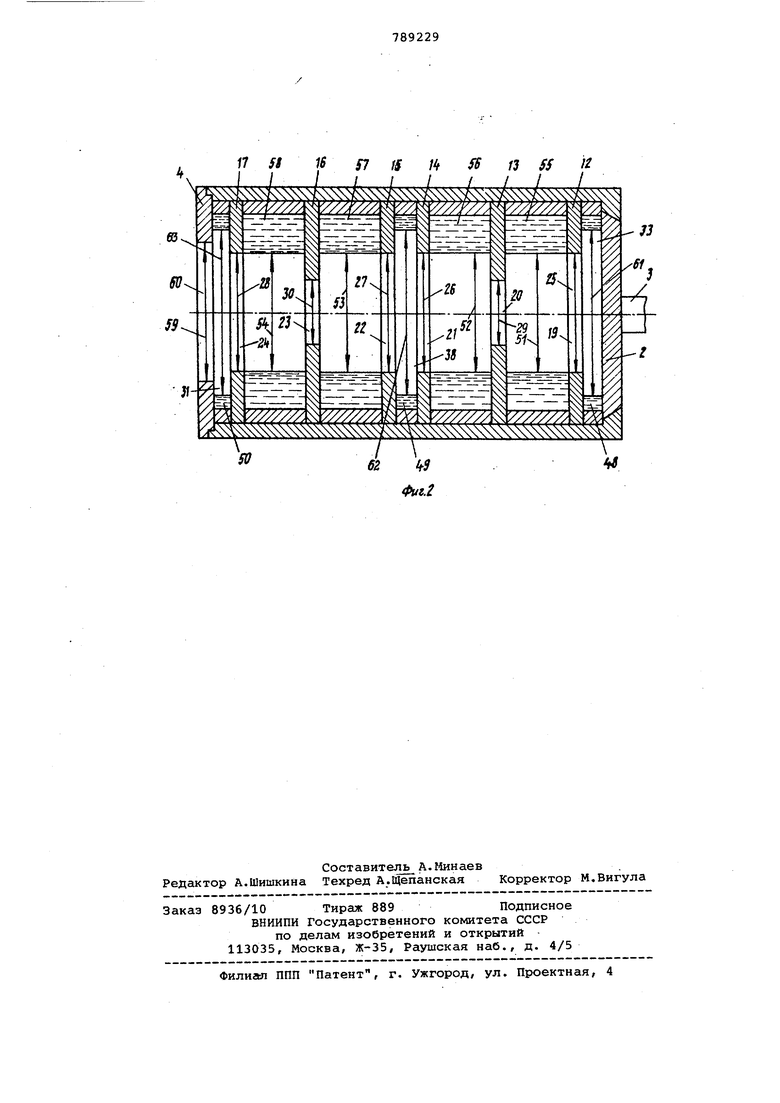
.На фиг. 1 изображена многосекционнар центробежная форма в сборе в процессе заполнения жидким металлом, продольно-осевой разрез; на фиг. 2 то же,.после окончания заливки, продольно-осевой разрез.
Многосекционная центробежная форм состоит из изложницы 1, т®лкателя 2 со штоком 3, крьллки 4, кольцейых секционных цилиндрических продольных вставок 5-11, поперечных секционных перегородок 12-17 и заливочного желоба 18.
Цилиндрические, продольные вставки 5-11 предназначены для защиты корпуса изложницы 1 от воздействия жидкого металла и служат для установления величины длин и внешних диаметров секционных отливок и для фиксации поперечных перегородок 12-17 во внутренней полости центробежной формы. Поперечные перегородки предназначены для установления величины внутреннего диаметра секционных отливок и для разобщения секционных отливок друг от друга.
В качестве примера на фиг. 1, 2 представлена четырехсекционная центробежная форма с горизонтальной осью вращения, однако необходимо иметь в виду, что данное решение применимо также для центробежных форм с большим числом рабочих полостей, например шести, восьми и т.д., при этом количество секционных рабочих полостей в производственных условиях определяется (устанавливается) практическими потребностями и технологическим соображениями, а также исходя из условий оптимальности осуществления технологического процесса и получения максимального технико-экономического эффекта.
Во всех случаях число секционных рабочих полостей кратно двум (нечетного количества быть не может), так что минимальная многосекционная форма состоит из двух секционных рабочих полостей.
Центробежная форма собирается в следующем порядке.
В изложницу 1 устанавливают последовательно толкатель 2 со штоком 3, кольцевую вставку 5, поперечную перегородку 12, кольцевую вставку б, поперечную перегородку 13, кольцевую вставку 7, поперечную перегородку 14, кольцевую вставку 8, поперечную перегородку 15, кольцевую, вставку 9, поперечную перегородку 16 кольцевую вставку 10, поперечную перегородку 17, кольцевую вставку 11, 3акрепляют крышку 4, вводят внутрь формы заливочный желоб 18.
Поперечные перегородки 12, 14, 15 и 17, составляющие две трети от всех поперечных.перегородок, снабжены равными большими центровыми отверстиями 19, 21, 22 и 24, т.е. все диаметры 25,.26, 27 и 28 больших центровых отверстий поперечных перегородок равны между собою..
Поперечные перегородки 13 и 16, составляющие одну треть от всех поперечных перегородок, снабжены равными малыми центровыми отверстиями 20 и23, Tie. диаметры 25 и 30 малых цент ровых отверстий поперечных перегородок равны между собою.. :
Следовательно, центровые отверстия 19, 21, 22 и 24 в .поперечных перегородках 12, 14, 15 и 17 больше
центровых отверстий 20 и 23 в поперечных перегородках 13 и 16, т.е. диаметры 25-28 больших центровых отверстий больше диаметров 29 и 30 малых центровых отверстий.
Конструкционная компоновка многосекционной центробежной формы такова что между торцовыми стенками формы и смежными поперечными перегородками с равными большими центровыми отверстиями выполнены контрольные камеры, а именно, между крышкой 4 и поперечной перегородкой 17 с большим центровым отверстием 24 выполнены контрольная камера 31, между торцовой стенкой 32 (включающей часть задней стенки корпуса изложницы 1 и толкатель 2) и поперечной перегородкой 12 с большим отверстием .19 выполнена контрольная камера 33.
Каждая пара смежных секционных рабочих полостей разобщена поперечной перегородкой с малым центровым отверстием, например, пара смежных секционных рабочих полостей 34 и 35 разобщена поперечной перегородкой 13 с малым центровым отверстием 20, пара смежных секционных рабочих полостей 36 и 37 разобщена поперечной перегородкой 16 с малым центровым отверстием 23.
Каждая смежная пара поперечных перегородок с равными большими центровыми отверстиями разобщена контрольной камерой, например, смежная пара поперечных перегородок 14 и 15 с равными большими центровыми отверстиями 21 и 22 разобщена контрольной камерой 38.
Все секционные рабочие полости 34-37 выполнены равными и предназначены для получения секционных отливок одинакового типоразмера.
Заливочный желоб 18 снабжен равными сливными отверстиями 39-42, количество которых равно количеству секционных рабочих полостей 34-37, при этом сливные отверстия расположены индивидуально над каждой секционной рабочей полостью, например, сливное .отверстие 39 расположено над секционной рабочей полостью 34, отверстие 40 - полостью 35, отверстие 41 - полостью 36, отверстие 42 - полостью3
После сообщения центробежной форме заданной угловой скорости производят заливку, при этом жидкий металл 43 .через желоб 18 и сливные отверсти 39-42 -поступает отдельными струями 44-47 Первоначально в секционные рабочие полости 34-37 и заполняет их одновременно. Одновременность заполнения секционных рабочих полостей 34-37 жидким металлом 43достигается в основном, за счет равенства секционных рабочих полостей 34-37 (следовательно, равенства их вместимостей емкостей) и равенства сливных отверстий 39-42,вследствие чего обеспечивается одинаковая пропускная способность струй 44-47 жидкого металла 43.
Однако на практике равномерность заполнения секционных рабочих полос- тей 34-37 жидким металлом 43 (из-за погрешностей выполнения при изготовлении отдельных элементов технологической оснастки) несколько может быть нарушена, тогда в этом случае избыточный жидкий металл 48-50 переливается через большие центровые от0верстия 19, 21, 22 и 24 соответственных поперечных перегородок ,12, 14, 15 и 17 и сосредотачивается в соответствующих контрольных камерах 33, 38 и 31.
5
Внутренние диаметры, 51-54 секционных отливок 55-58 в жидком состоянии металла определяются, устанавливаясь самопроизвольно, автоматически равными большим центровым отверстиям 19, 21, 22 и 24 в поперечных перего0родках 12, 14, 15 и 17, поэтому все внутренние диаметры 51-54 равны между собою.
Сигналом к прекращению заливки является момент перелива избыточного
5 жидкого металла 50 через большое центровое отверстие 24 в поперечной перегородке 17 и поступление его в переднюю контрольную камеру 31, при этом для осуществления более удобноDго визуального контроля диаметр 59 центрового отверстия 60 в крышке 4 несколько больше, чем диаметр 28 центрового отверстия 24 в передней поперечной перегородке 17. Хотя процесс
5 перелива избыточ-ного металла в другие, отдаленные от крышки контрольные камеры, ,не представляется возможным наблюдать, например, перелив избыточного металла 49 в контрольную камеру 38 через центровые отверстия
0 21 и 22 в поперечных перегородках 14 и 15, перелив избыточного метгшла 48 в контрольную камеру 33 через центровое отверстие 19 в поперечной перегородке 12, но поскольку данная много5секционная центробежная форма обеспечивает синхронность (одновременность) заполнения всех секционных рабочих полостей 34-37, то моменты переливов избыточного металла через все цент0ровые отверстия 19, 21, 22 и 24 совпадают по времени, и по этой -причине момент перелива избыточного металла 50 через.центровое отверстие 24 в передней поперечной перегородке являет5ся необходимым и достаточным условием прекращения заливки всей формы.
Отличительной особенностью данной формы является наличие разобщающих секционные рабочие полости 34-37 поперечных перегородок 13 и 16 с малыми
0 центровыми отверстиями 20 и 23, из-за которых при заливке отсутствует перелив избыточного металла через центровые отверстия 20 и 23 (из-за большого перепада уровней диаметров 29 и
5
25-26, 30 и 27-28 в поперечных перегородках 13 и 12-14;: 16 и 15-17), в результате чего в малых центровых отверстиях 20 и 23 отсутствуют настыли металла, следовательно, отсутствуют со стороны внутренних диаметров хотя бы сколь угодно малые связки между секционными отливками 55 и 56, 57 и.58 после кристаллизации металла
С другой стороны из-за большого перепада уровней внутренних диаметров 51-54 секционных отливок 55-58 и внутренних-диаметров 61-63 колец из-. быточного металла 48-50 в контрольных камерах 33, 38 и 31 также отсутствуют со стороны внутренних диаметров отливок 55-58 и со. стороны внутренних-диаметров колец избыточного металла 48-50 связки, несмотря на то что после перелива избыточного металла на поверхностях больших центровых отверстий 19, 21, 22 и 24 остаются настыли затвердевшего металла.
Предложенная конструкция формы позволяет настыли металла по толщине слоя свести до минимума путем выполнения больших центровых отверстий 19 21, 22 и 24 коническими, с фаскамисрезами и уклоном в стороны контрольных камер 48-50 (тогда как в известном решении это невозможно из-за наличия одного уровня внутренних диамеров всех секционных отливок).
Таким образом, данная многосекционная центробежная форма обеспечивает получение одновременно множества секционных отливок одного типоразмера без образования между ними связокнастылей мета,пла.
После полной кристаллизации металла в секционных рабочих полостях и в контрольных камерах вращение формы прекращают, отделяют крышку 4 и производят удаление отливок со всеми вставками, воздействуя на них толкателем 2 со штоком 3, приводимыми в движение специальным механизмом, монтируемым на центробежной установке, например пневмо- или гидровыталкивающим механизмом. .
Формула изобретения
Многосе ционная центробежная форма, содержащая изложницу, крышку, кольцевые продольные вставки с расположенными между ними поперечными перегородками с центровыми размерными отверстиями диаметром, равным диаметру отливаемых колец, заливочный желоб, контрольную камеру и толкатель, отличающаяся тем, что, с целью предотвращения образования настылей между отливками, повышения долговечности перегородок и улучшения выбивки отливок, она снабжена
5 поперечными перегородками с центровыми отверстиями диаметром меньше диаметра отливаемых колец, а заливочный желоб выполнен с системой сливных отверстий, расположенных по его длиQ не над каждой секцией формы. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 490559, кл. В 22 О 13/10, 1974.
2.Авторское свидетельство СССР № 505511, кл. В 22 D 13/10, 1974.
3.Авторское свидетельство СССР № 603490, кл. В 22 D 13/10, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многосекционная центробежная литейная форма | 1976 |
|
SU655470A1 |
| Многосекционная центробежная литейная форма | 1974 |
|
SU505511A1 |
| Многосекционная центробежная форма | 1976 |
|
SU603490A1 |
| Центробежнолитейная горизонтальная установка | 1980 |
|
SU921672A1 |
| Центробежная форма для продольной подпитки отливок | 1981 |
|
SU959913A1 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| Центробежная стопочная форма | 1977 |
|
SU698718A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| Установка для центробежного литья | 1986 |
|
SU1337190A1 |
17 ft
