Известны резьбонакатные станки для бесцентрового роликового накатывания цилиндрических деталей, снабженные двумя шпинделями с накатными роликами, с радиальной подачей одного из них путем углового перемещения оси шпинделя рычажно-кулачковым механизмом.
Описываемый станок снабжен расположенными в одной плоскости тремя шпинделями с накатными роликами. Два из них выполнены подвижными и размеш,ены по обе стороны среднего шпинделя, осушествляющего последовательную двухстороннюю радиальную подачу накатного ролика. Такое выполнение станка обеспечивает непрерывное по-следовательиое двухпозиционное накаты зание деталей, что повышает его производительность.
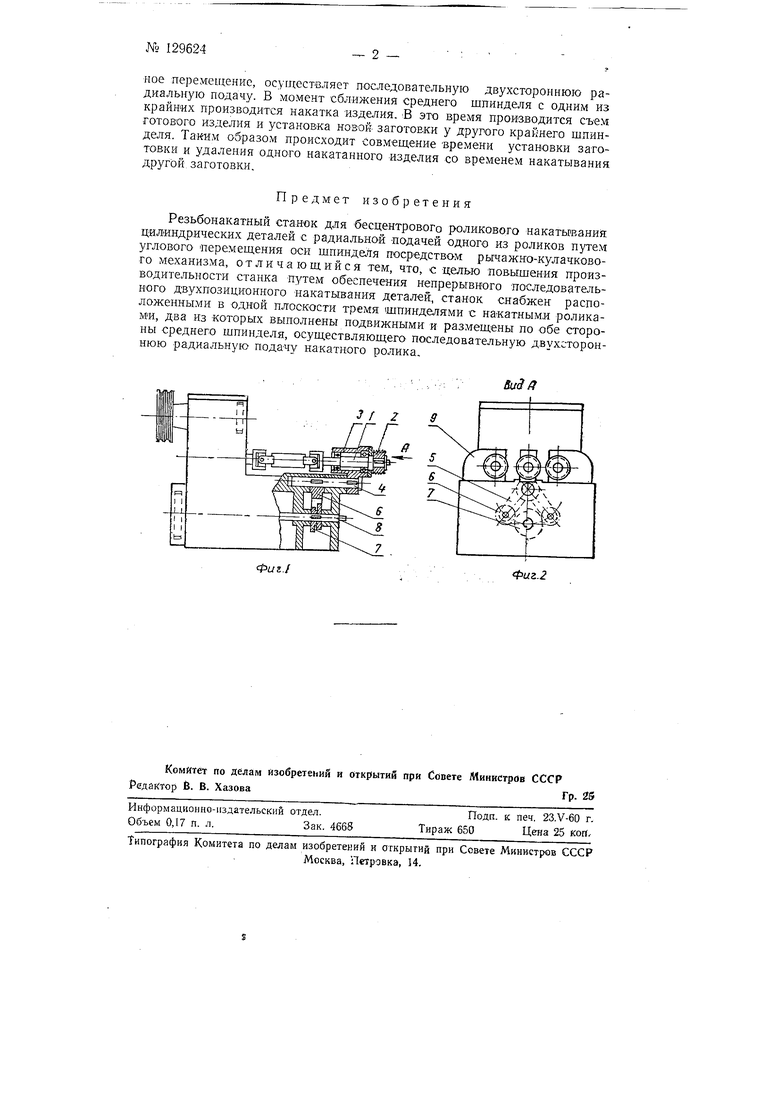
На фиг. 1 схематически изображен описываемый станок с частичным разрезом; на фиг. 2 - вид по стрелке Л на фиг. 1.
Описываемый станок имеет три расположенные в одной плоскости шпинделя / с закрепленными на их концах накатными роликами 2, врашаюшимися в одну сторону. Средний шпиндель } врашается в маятниковой бабке 3, закрепленной на валу 4. На этом же валу закреплен двуплечий рычаг 5 с роликами 6, входящими во взаимодействие с копирами 7, закрепленными па валу 5.
Два других шпинделя /, расположенные -по обе стороны среднего шпинделя, вращаются в подвижных бабках 9.
Подвижные бабки 9 при настройке станка на диаметр резьбы изделия могут перемещаться по направляющим вправо и влево от среднего шпинделя.Нри работе станка подвижные бабки 9, настроенные на диаметр резьбы изделия, закрепляются неподвижно на станине станка. Средний шпиндель под действием копира 7, ролика 6 и рычага 5, имея радиальное перемещение, осугдеетвляет последовательную двухстороннюю радиальную подачу. В момент сближения среднего шпинделя с одним из крайних производится накатка изделия. В это время производится съем готового изделия и установка новой заготовки у другого крайнего шпинделя. Таким образом происходит совмещение времени установки заготовки и удаления одного накатанного изделия со временем накатывания другой заготовки.
Предмет изобретения
Резьбонакатный станок для бесцентрового роликового накатьгвания цилиндрических деталей с радиальной подачей одного из роликов путем углового Перемещения оси щпинделя поср-едством рьгчажно-кулачкового механизма, отличающийся тем, что, с целью повышения производительности станка путем обеспечения непрерывного последовательного двухпозицконного накатывания деталей, станок снабжен расположенными в одной плоскости тремя шпинделями с накатными роликами, два из которых выполнены подвижными и размещены по обе Стороны среднего щпинделя, осуществляющего последовательную двухстороннюю радиальную подачу накатного ролика.
Фиг.1
Su3ff
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 1991 |
|
RU2013176C1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1982 |
|
SU1074641A1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| СТАНОК для НАКАТЫВАНИЯ РЕЗЬБЫ | 1973 |
|
SU394146A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
