Известны станки для накатывания наружных резьб методом тангенциальной подачи, осуществляемой путем самозатягивания изделий в рабочее пространство между двумя накатными роликами, вращающимися с разными окружными скоростями.
Описываемый станок отличается от известных тем, что он снабжен многопозиционным периодически поворачивающимся со скоростью, равной скорости самозатягивания детали роликами, столом со смонтированными на нем свободно вращающимися оправками для установки на них обрабатываемых деталей. Это отличие позволяет автоматизировать подачу обрабатываемых деталей в рабочую зону.
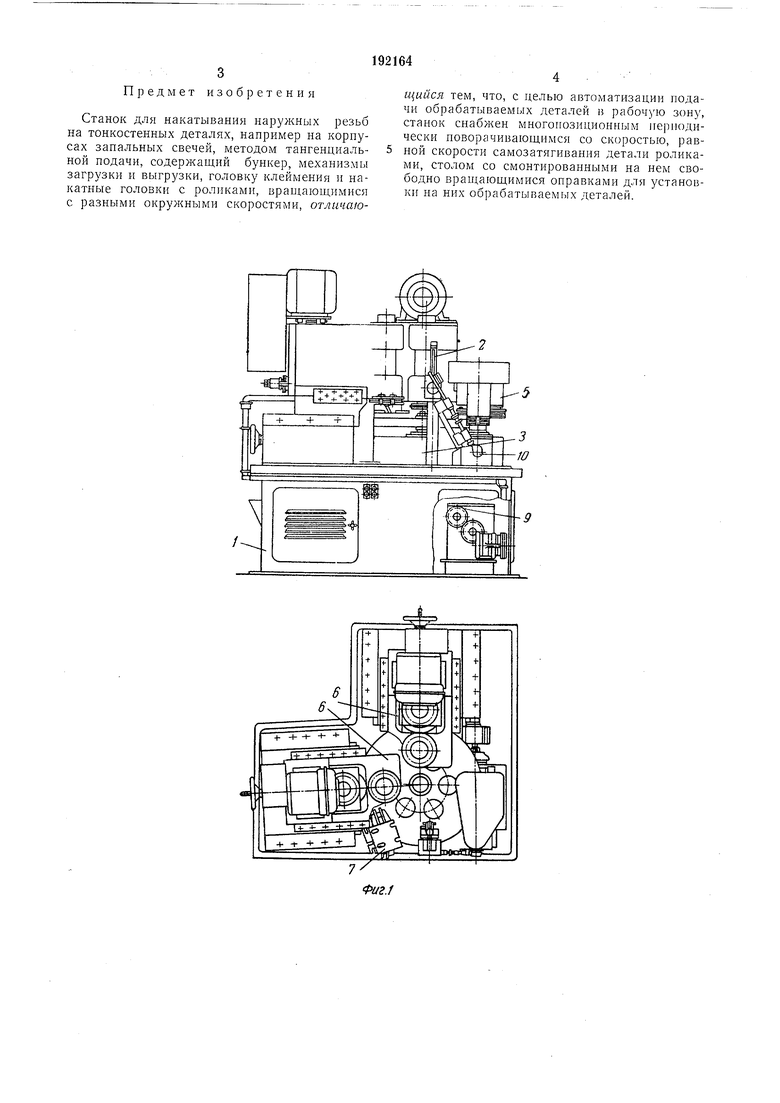
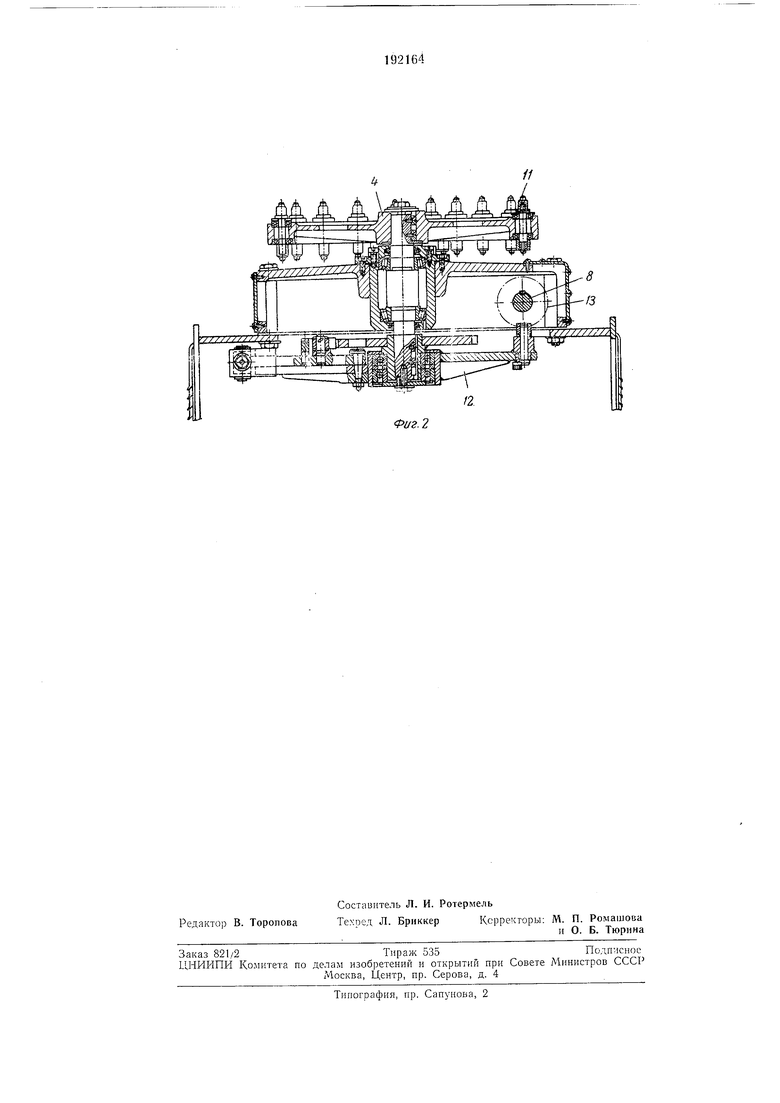
На фиг. 1 изображен станок; на фиг. 2 - поворотный роторный стол.
Станок состоит из смонтированных на общей станине 1 загрузочного устройства 2, механизма 3 роторного стола 4, головки 5 для клеймения, двух накатных головок 6 с индивидуальными нриводами для накатки резьбы и гладкой прямоугольной канавки с роликами разных диаметров и съемника 7 деталей.
рез кулачок W, сидящий на валу 8, через храповой механизм от кулачка, сидящего на валу 8, и через цепную передачу.
Станок работает следующим образом.
Заготовка поступает из стандартного вибрационного бункера в приемник загрузочного устройства 2, ориентирующая часть и отсекатели которого приводятся в двилсение через тягу от кулачка 10 распределительного вала 8 и отсекают одну заготовку в ориентированном положении, которая подается на свободно вращающуюся оправку Л (см. фиг. 2) поворотного роторного стола 4, который периодически поворачивается (на 20°) через храповой механизм 12 от кулачка 13, сидящего на валу 8.
Заготовка, попавщая на оправку поворотного стола, переносится им в зону головки 5.
Здесь во время выстоя стола клеймится заготовка вращающимся диском, на котором закреплены клейма, и снимается внутренняя фаска неподвижным зенкером. При носледующих поворотах стола заготовка последовательно переносится к накатным головкам 6, и во время периодического поворота стола с транснортной скоростью, равной скорости самозатягивания детали роликами, производится накатывание резьбы и прямоПредмет изобретения
Станок для накатывания наружных резьб на тонкостенных деталях, например на корпусах запальных свечей, методом тангенциальной подачи, содержащий бункер, механизмы загрузки и выгрузки, головку клеймения и накатные головки с роликами, вращающимися с разными окружными скоростями, отличающийся тем, что, с целью автоматизации иодачи обрабатываемых деталей в рабочую зону, станок снабжен многоиозиционным периодически поворачивающимся со скоростью, равной скорости самозатягивания детали роликами, столом со смонтированными на нем свободно вращающимися оправками для установки на них обрабатываемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Устройство для клеймения деталей в торец | 1980 |
|
SU937075A2 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
Фиг. 2
