Изобретение относится к области автоматизации кузнечно-штамповочного производства и может быть использовано .в ротациоино-обжимпых машииа.х.
Известны системы управления двусторонп«м пневматическим приводом ис-полнительных узлов технологических машин, содержащие «невмораспределитель, соединяющий с помощью трубопроводов полостн рабочего п холостого ходов привода с магистралью ежатого воздуха.
Такая система управления двусторонним пневмоприводом обеспечивает только симметричный цикл рабочего и холостого ходов пспо.тнителыюго узла.
Однако часто бывает необходимо осуществить рабочий .ход подвил ных звеньев исполнительных узлов с .промежуточной остановкой при непрерывном перемещении подв:Их ного звена во время его холостого хода. Например, указанная циклограмма захватного органа механизма подачи требуется в ротационно-обжимных мащ-инах.
Промежуточная остановка подвижных звеньев исполнительных узлов мащин во время их рабочего хода обеспечивается тем, что лредложенная система улравлен ия двусторонним пневмоприводом снабжена двумя последовательно установленными на трубопроводе, соедп-няющем упомянутый пневмораспредол1ггель
с раоочеи
полостью пр)1вода,
двухходовым клапанами,
один пз которых,
управляемый подвижным
звеном пслолнительного узла,
выполнен
нормально закрыты.м, а другой
- нормально открытым с под ружиненнымзолотником, приводимым в сжатым воздухо.м, поступающим от магистра.П через еще один пневмораспреде.штель, которым снабжена снстема управления и посредством шторого .полость рабочего хода привода дополнительно связана с ма1 1стра.1ью.
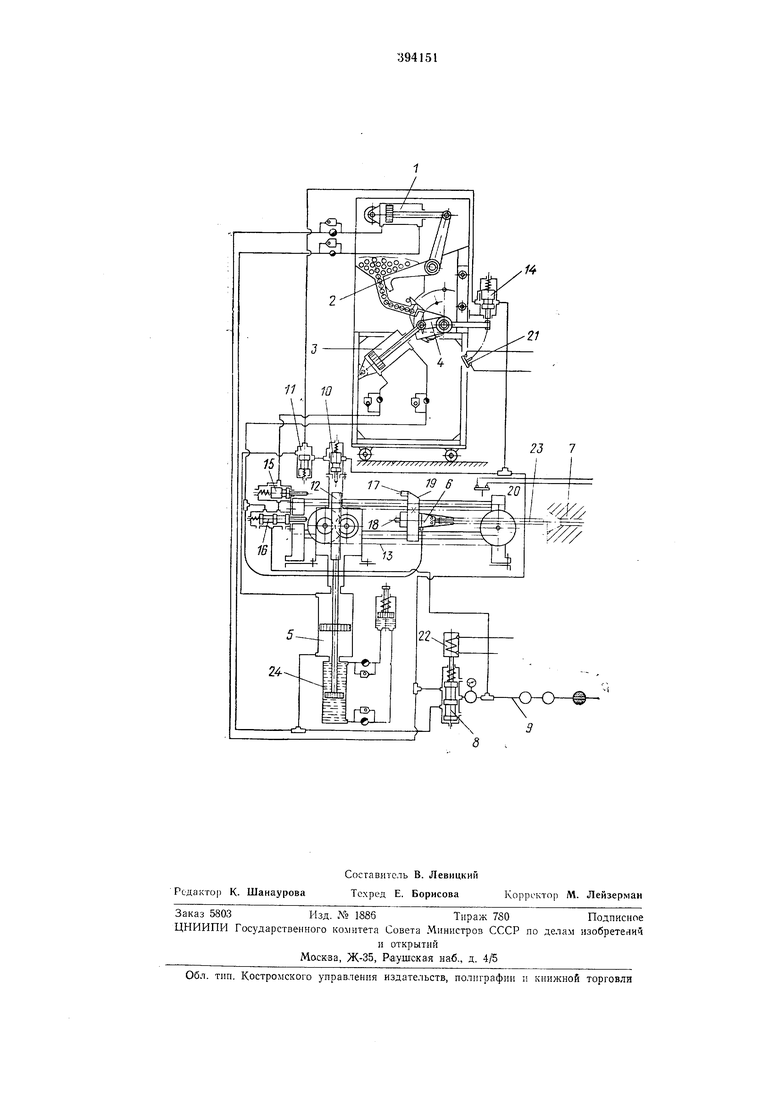
Иа чертеже 1 3ображена инев.матнческая схе.ма управления узлами автоматической загрузки заготопок в рабочую зону ротационНО-ОбЖ1 МПОЙ .аН1ПНЫ.
Ирнпод узлов автоматической загрузки осу1 1ествляется от пневмоцилиндра / ворощителя 2, пневмоцнлипдра 3 .механизма 4 иощтучной выдачи и -нневмоцилнндра 5 захватного органа 6 механизма подачи заготовок в рабочую зону 7 ротационно-обжи гной (на чертеже не показана).
Управление работой исполнительных узлов обеспечивается системой правления, которая содержит пневматический распределитель 8 с электроуправлением, соединяющий магистраль 9 сжатого воздуха с полостями пневмоцилиндров } и 5. Рабочая полост
пневмоцилиндра 5 (на чертеже - верхняя) соединена с пневмораопределителем S через два последовательно установленные двухходовые нормально закрытый W и нормально открытый }} клапаны. Управление клапаном }0 осуществляется рейкой 12 меха1низма подачи, которая с помощью цепной передачи 13 приводит в поступательное движение захватный орган 6. Управление кла-паном 11 осуществляется сжатым воздухом, поступающим из магистрали через ппевмораспределитель 14, который управляется механизмом 4 поштучной выдачи. Полости пневмоцилиндра 3 соединены с магистралью через воздухораспределители 15 и 16, управляемые упорами 17 и 18, укрепленными- па захватно.м органе. Пневмораспределитель 8 управляется клином 19 с помощью электровыключателя 20 и механизмом поштучной выдачи посредством электровыключателя 21.
В исходном полол{ении пневмораспределителя 8 (его электромагнит 22 отключен) воздух подается от пневмораспределителя 14, открытого механизмом поштучной выдачи, в рабочую полость пневмоцилиндра 5, минуя закрытые клаланы 10 и 11. Тем самым захватный орган с заготовкой 23 перемещается в рабочую зону 7. В конце своего рабочего хода захватный орган электровыключателем 20 включает электромагнит 22, н пневмораспределитель, переключившись, соединяет с магистралью полость холостого хода пневмоцилиндра 5 1 одиу из полостей пневмоцилиндра /. В конце обратного хода захватный орган переключает воздухораспределители /5 и /6, в результате чего захватный орган раскрывается, освобождая обработанную заготовку, а механизм 1пощтучной выдачи совершает рабочий ход, подавая очередную заготовку в зах-ватный орган. В то же время рейка 12 открывает нормально за крытый клапан 10, а нормально открытый клапан // возвращается в исходное положение в результате нереключення под действие.1 пружины пневмораспределителя 14. После того как в кОНце своего рабочего хода механизм пощтучной выдачи электровыключателем 21 выключает электромагнит 22, воздух из магистрали поетупает в верхнюю полость цилиндра через пневмораопределитсль 8 и клаланы
10 и 11. Происходит рабочий ход (на чертеже - вправо) захватного органа и опускание рейки. После опускания рейки на определенную величину нормально закрытый клапан 10 закрывается, соединив рабочую полость цилиндра 5 с атмосферой, и захватный орган останавливается, успев до этого переключить пневмораепределители /5 и 16, что обеспечивает возвращение механизма поштучной выдачи в исходное положение. В конце своего обратного хода механизм пощтучной выдачи переключает пневмораспределитель 14 и подает дополнительно сжатый воздух из магистрали в рабочую полость
5 (верхнюю полость цилиндра), который, проходя через клапан 11, закрывает его, отсекая те.м самы.м ранее действующую ппевматическую сеть. В результате после промежуточной остановки захватный орган продолжает рабочий ход в зону обработки, носле чего цикл повторяется. Торможение захватного органа в конце рабочего хода осуществляется гидравлическим демпфером 24.
Предмет изобретения
Систе.ма управления двусторонним пневматическим приводом мехапиз.ма подачи заготовок в технологические машины, например
в ротационно-обжимные мащ«ны, содержащая Пневмораспределитель, соединяющий с помощью трубопроводов полости рабочего и холостого ходов привода с магистралью сжатого воздуха, отличающаяся тем, что, с целью
обеспечения промежуточной остановки подвижного звена упомянутого механизма подачи во время его рабочего хода, она снабжена двумя последовательно установленными на трубопроводе, еоедипяющем упомянутый
Пневмораспределитель с рабочей полостью привода, двухходовыми клапанами, один из которых, унравляе.мый подвижпым звеном, выполнен нормально закрытым, а другой - нормально открытым с подпружиненным золотником, приводимым в движение сжатым воздухом, поступающим от магистрали через еще один Пневмораспределитель, которым снабжепа система управления и посредством которого полость рабочего хода цри-вода дополнительно связана с магистралью.
/4

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |
| Пневмопривод | 1989 |
|
SU1663248A1 |
| Система управления уравновешивающим подъемником | 1986 |
|
SU1331805A1 |
| Пневматический привод | 1988 |
|
SU1596142A1 |
| Устройство для маркировки изделий | 1986 |
|
SU1369888A1 |
| Устройство для подачи полосового материала в рабочую зону пресса | 1986 |
|
SU1371746A1 |
| СИСТЕМА ПРЕДОХРАНЕНИЯ КРИВОШИПНОГО ПРЕССА ОТ ПЕРЕГРУЗОК | 1996 |
|
RU2103176C1 |
| Устройство для поштучного отделения листов от пакета | 1989 |
|
SU1720972A1 |
| ЭНЕРГОРАЗЪЕМ | 1996 |
|
RU2105649C1 |
| Пневмопривод | 1989 |
|
SU1665114A1 |