1
Известны способы получения трубных заготовак вытягиванием их через кристаллизатор скольжения.
Однако, вытягивание заготовки через кристаллизатор скольжения имеет следующие недостатки: необходимость преодоления сил сценления слитка с кристаллизатором заставляет создавать значительные нагрузки в поверхностной корочке заготовки, отрыв корочки от кристаллизатора приводит уже «а ранней стадии формирования стенки заготовки к неодинаковым условиям охлаждения в разных точках ее периметра. Последнее ведет к разностенности заготовки и неоднородности ее структуры с сохранением одинаковых условий формирования заготовки по длине кристаллизатора и исключением необходимости отрыва иаружной поверхности заготовки от кристаллизатора в процессе ее формирования.
С целью уменьшения разностенности заготовок по предложенному способу жидкий расплав перемещают относительно кристаллизатора.
Процесс формирования полой заготовки ведЗт без применения внутренней оправки, что избавляет слиток от загрязнения, имеющего место при неохлаждаемых оправках, и нежелательного двустороннего охлаждения - при охлаждаемых оправках. Начало процесса формировання заготовки можно улучщить с помощью затравкн.
Первичная ванна расплава в кристаллизаторе и ее ноиолненне создаваться путем заливки жидкого хгеталла сверху нлн путем расплавления твердой щихты внутри крнстал. нзатора. Шпхту нодают сверху в насыпно форме и в внде стержней, нл вводят в виде мерн;) заготонкн.
Прн расплавленни ишхты в криста,1лнзаторе может быть нснользоваи индукционный электролучевой источник нагрева.
Во избежание схватывания края формнруемой заготовки с гарниссажем, образующимся на поддоне, или с подаваемой снизу расплавляемой заготовкой непрерывно вводят в ннжпюю зону расплава дополнительный тепловой ноток. Для введения этого теплового потока используют переменное электромагнитное поле, а интенсивность его выб 1рают не ниже иеобходимой для подплавления боковой гарниссажной корочки и создания иа кристаллизатора замкнутой вокруг раснлава кольцевой зоны, лпщенной гарниссажа.
Для увеличения плотности получаемой заготовки вращают верхнюю часть расплава относительно кристаллизатора. Вращение осуществляют, например, бегущим магнитным нолем.
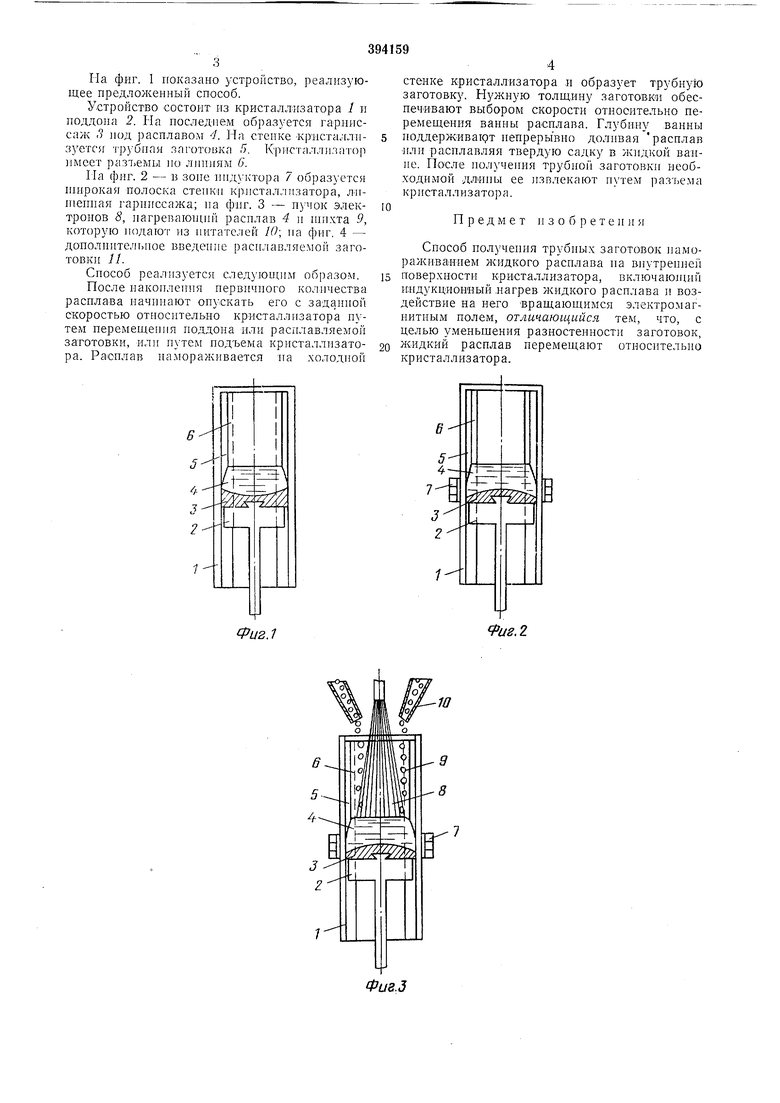
На фиг. 1 г оказано зстройство, реализующее предложенный способ.
Устройство состоит из кристаЛоТнзатора / и поддона 2. На последнем образуется гарлпссаж 3 под расплавом -/. На стенке «риста.гглнззется ч ) заготовка Г). Крнсталлнзамор имеет раз7.емы но 6.
На фнг. 2 - в зоне индуктора 7 образуется игирокая полоска стенкн крлсталлнзатора, л нИ1еииая гарписсажа; иа фиг. 3 - пучок электронов 8, пагреваюнип раснлав 4 м пшхта 9, которую подают нз питателей 10; па фиг. 4 - дополнительное введение расплавляемой заготовки П.
Сиособ реализуете; следуюниьм образом.
Носле иаконлеипя первичного количества расплава пачннают опускать его с заданной скоростью относительно крнсталлизатора иутем перемещення поддона или расгичавляемой заготовки, или иутем подъема кристаллизатора. Расплав намораживается па холодпой
стенке кристаллизатора и образует трубнунз заготовку. толщину заготовкт обеспечивают выбором скорости отиооительно перемещения ваииы расплава. Глубину ванны иоддерЖИватрт непрерывно доливая расплав или расплавляя твердую садку в жидкой . Носле иолАчеиия трубной заготовки необходимой длины ее извлекают путем разьема кристаллизатора.
Н р е д м е т и з о б р е т е и и я
Способ получепия трубиых заготовок иамораживалием жидкого расплава па виутреиис поверхности кристаллизатора, включаюищй индукционный .нагрев жидкого расплава и воздействие на него вращающимся электромагнитным полем, отличающийся тем, что, с целью уменьгиения разностенности заготовок, жидкий расплав перемещают отиосительио кристаллизатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки алюминия | 1978 |
|
SU899239A1 |
| СПОСОБ ПОЛУНЕПРЕРБШНОГО ЛИТЬЯ ТРУБНОЙ ЗАГОТОВКИ | 1972 |
|
SU337191A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2414989C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ СТАЛИ С ПОЛУЧЕНИЕМ ПОЛОГО СЛИТКА | 2013 |
|
RU2532537C1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК И ТРУБ НА УСТАНОВКАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1971 |
|
SU288933A1 |
| Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора | 2015 |
|
RU2628225C2 |

Фиг.1
ffue.Z
5
fpusA
