I
Изобретение относится к технологии электроэрозионной обработки металлов и может быть использовано на металлообрабатывающих предприятиях при изготовлении деталей и инструментов.
По известной технологии для получения сопряжения электроэрозионным способом используют специально изготовленные электроды-инструменты с соответствующими допусками, учитывающими припуск на обработку и величину межэлектродного зазора, г также составные электроды, склеенные из двух частей.
Такие способы характеризуются трудностью получения прецизионных соединений, а также высокой стоимостью и сложностью технологии изготовления составных электродов. Кроме того, при изготовлении матриц и пуансонов сложной конфигурации с соответствующей точностью требуются больщие затраты высококвалифицированного труда, ручной доводки поверхностей матриц по пуансону или пуансона на матрице.
Цель предлагаемого изобретения - уменьшить трудоемкость и повысить точность сопряжения пары пуансон-матрица. Это достигается тем, что предварительно прощивают съемник и, уменьщенным за. счет износа пуансоН-электродом, прошивают матрицу.
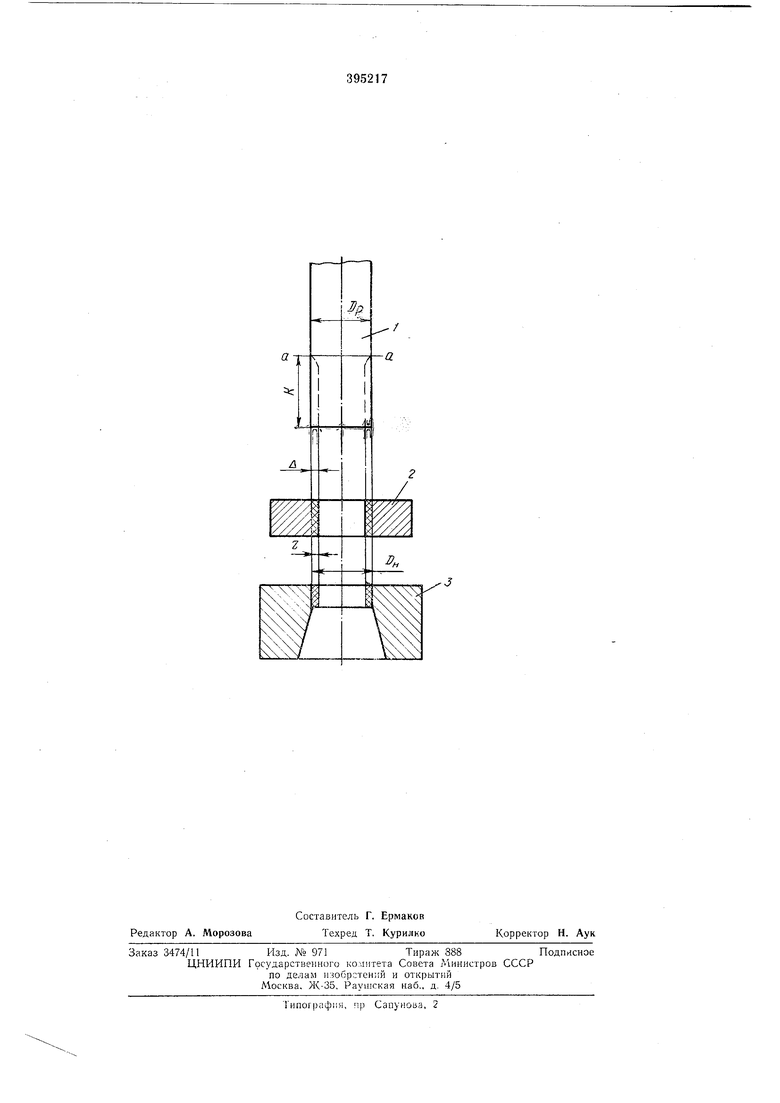
Изобретение поясняется чертежом, на котором показана схема, иллюстрирующая предлагаемый способ.
Предлагаемый способ осуществляется следующим образом.
Изготавливают пуансон /, длина которого больше обычной на величину прощивки. Затем, его концевой частью электроэрозиоиным способом обрабатывают промежуточную деталь 2 на длине /(, в результате чего, с его
поверхности на длине К снимается припуск Л. Затем, утоньщенной частью электрод-пуансона обрабатывают полость матрицы 3, снимая припуск под обработку Z. После этого часть пуансона К. удаляется по линии А-А.
Пуансон / размера Др служит рабочим органом штампа. Предлагаемым способом обеспечивается требуемое соотношение размеров Др и Дн, гарантируется равномерный зазор и прецизионность сопряжения.
20
Предмет изобретения
Способ электроэрозионной обработки формообразующих поверхностей вырубных штампов стальным пуансоном-электродом, отличающийся тем, что, с целью уменьшения трудоемкости и повышения точности сопряжения пары пуансон-матрица, предварительно прошивают съемник и, уменьшенным за счет износа пуансон-электродом, прощивают матрицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ электроэрозионного изготовления формообразующих элементов вырубных штампов | 1982 |
|
SU1085730A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО СЛОЖНОПРОФИЛЬНОГО ПРЕЦИЗИОННОГО ПУАНСОНА ТВЕРДОСПЛАВНОГО ШТАМПА | 2000 |
|
RU2192934C2 |
| Способ изготовления сопрягаемых деталей разделительных штампов | 1983 |
|
SU1146156A1 |
| СПОСОБ ОБРАБОТКИ СОПРЯЖЕННЫХ ДЕТАЛЕЙ ШТАМПА | 1993 |
|
RU2076025C1 |
| Способ электроэрозионной обработки | 1978 |
|
SU742092A1 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛА | 2011 |
|
RU2466834C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |