1,
Известны способы сквозной механической обработки за один установ детали, когда вращающуюся деталь освобождают от средств крепления лри подходе к ним инструмента, при этом вращение детали передается передней бабкой станка с помощью специальных патронов, оснащенных зубцами, внедряющимися в торец обрабатываемой детали. Однако известные способы не обеспечивают обработку деталей типа валов, не дают хорощего качества и их производительность ограничена.
С целью расщирепия номенклатуры обрабатываемых деталей, -повыщения качества и производительности обработки, деталь зажимают со стороны передней и задней бабок и с их помощью передают ей вращение, попеременно освобождая деталь от средств зажима при подходе к ним инструмента, подаваемого от задней бабки к передней и наоборот.
Описываемый способ поясняется чертежом.
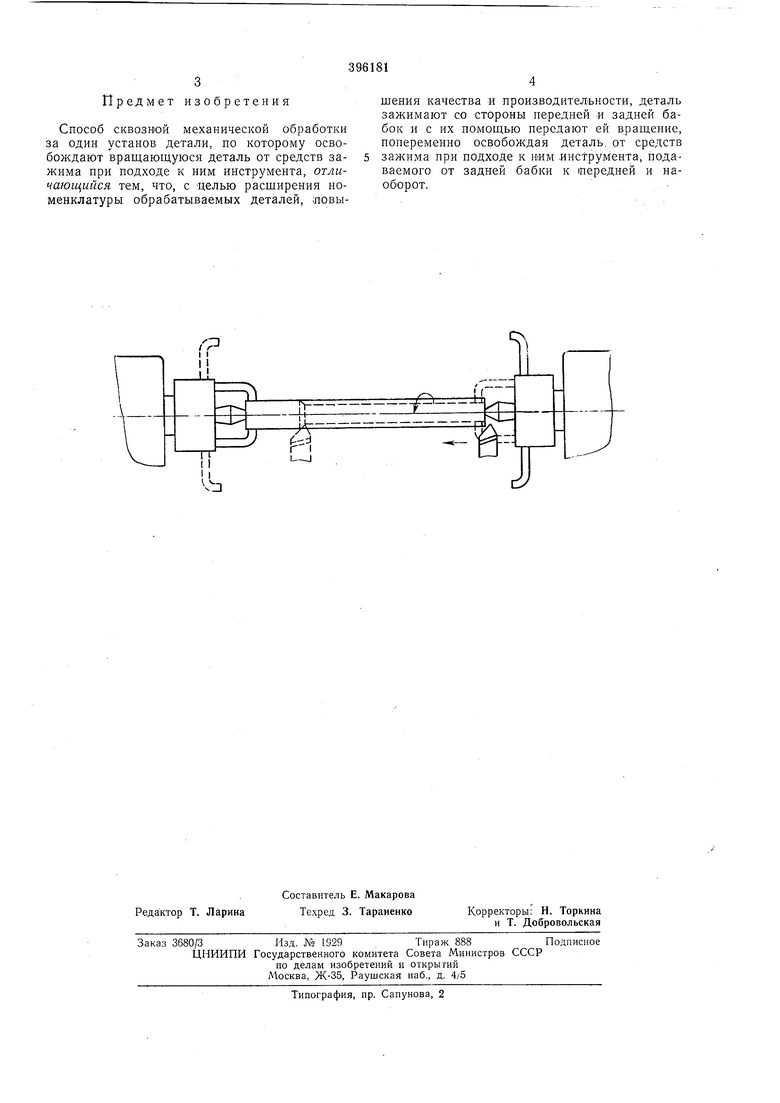
Предварительно проторцованяая и зацентрованная заготовка вставляется в центр ставка и зажимается зажимами за цилиндрическую поверхность, например, с левого торца детали. Режущий инструмент (резец, щлифовальный круг и т. д.) находится с правого торца детали (зажимы, находящиеся с правого торца детали, выведены из зоны резания, оставляя
торец свободным для обработки). Включают станок. Детали сообщают крутящий момент от зажимов передней бабки, режущий инструмент подводят к детали и начинают обработку справа налево, подавая его от задней бабки к передней.
После того, как деталь обработана по длине на величину, позволяющую ее зажать; она
без остановки на ходу зажимается зажимам;; задней бабки, и обработка продолжается при зажатой детали с обеих ее концов, крутящий момент также передается передней и задней бабками, направление вращения не изменяется.
При подходе инструмента к зажимам передней бабки последние освобождают левый торец, деталь при этом получает вращение от зажимов задней бабки.
Таким образом можно произвести сквозную обработку. По окончании проходов зажимы задней бабки освобождают деталь, станок выключают и деталь снимают со станка.
При обточке детали от передней бабки к задней зажимы работают в обратной последовательности.
При обработке детали щлифовальиым кругом нет необходимости после обработки отводить шлифовальный круг вправо.
Предмет изобретения
Способ сквозной механической обработки за один установ детали, по которому освобождают вращающуюся деталь от средств зажима при подходе к ним инструмента, отличающийся тем, что, с -целью расширения номенклатуры обрабатываемых деталей, повышения качества и производительности, деталь зажимают со стороны передней и задней бабок и с их помощью передают ей вращение, попеременно освобождая деталь, от средств зажима при подходе к ним .инструмента, подаваемого от задней бабки к передней и наоборот.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки графитированныхэлЕКТРОдОВ | 1979 |
|
SU841993A1 |
| СПОСОБ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ПОЛНОГО ШЛИФОВАНИЯ КОРОТКИХ И/ИЛИ СТЕРЖНЕВИДНЫХ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 2008 |
|
RU2441739C2 |
| СПОСОБ ШЛИФОВАЛЬНОЙ КОМПЛЕКСНОЙ ОБРАБОТКИ ВАЛООБРАЗНЫХ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКИМИ И ПРОФИЛИРОВАННЫМИ УЧАСТКАМИ | 2017 |
|
RU2711392C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2112637C1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| Самоустанавливающийся центр | 1989 |
|
SU1798041A1 |
| ДВУХШПИНДЕЛЬНЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК ДЛЯ ТОКАРНОЙ ОБТОЧКИ ПОРШНЕЙ И ПРОРЕЗАНИЯ В НИХ КАНАВОК | 1992 |
|
RU2057620C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| СТАНОК С ГОРИЗОНТАЛЬНЫМИ ШПИНДЕЛЯМИ | 1996 |
|
RU2151029C1 |
| Автомат токарный вертикальный двухшпиндельный | 1990 |
|
SU1834751A3 |