1
Изобретение относится к области термической обработки изделий при элект|р0;контактном нагреве.
Известна автоматическая установка для эле-ктроконтактного нагрева и охлаждения изделий, содержащая механизм загрузки, контактные зажимы, один из которых выполнен подвижным с приводом от ПНеВМОЦИЛИНДра для растяжения и правки, и механизм выгрузки, выполненный в виде рычага.
Такая установка не обеспеч ивает при термичеакой обработке полых изделий высокую прочность и соблюдение их геометрии.
Целью изобретения является повышение прочности и исключение деформации полых изделий при термической обработке.
Для этого установка снабжена за.калоч«ым ба.ком с выдвижной платформой и установленным над бахом охлаждающим устройством, выполненным в виде перфорированной трубы и гидромониторного сопла для подачи охлаждающей среды на наружную и внутреннюю поверхности изделия.
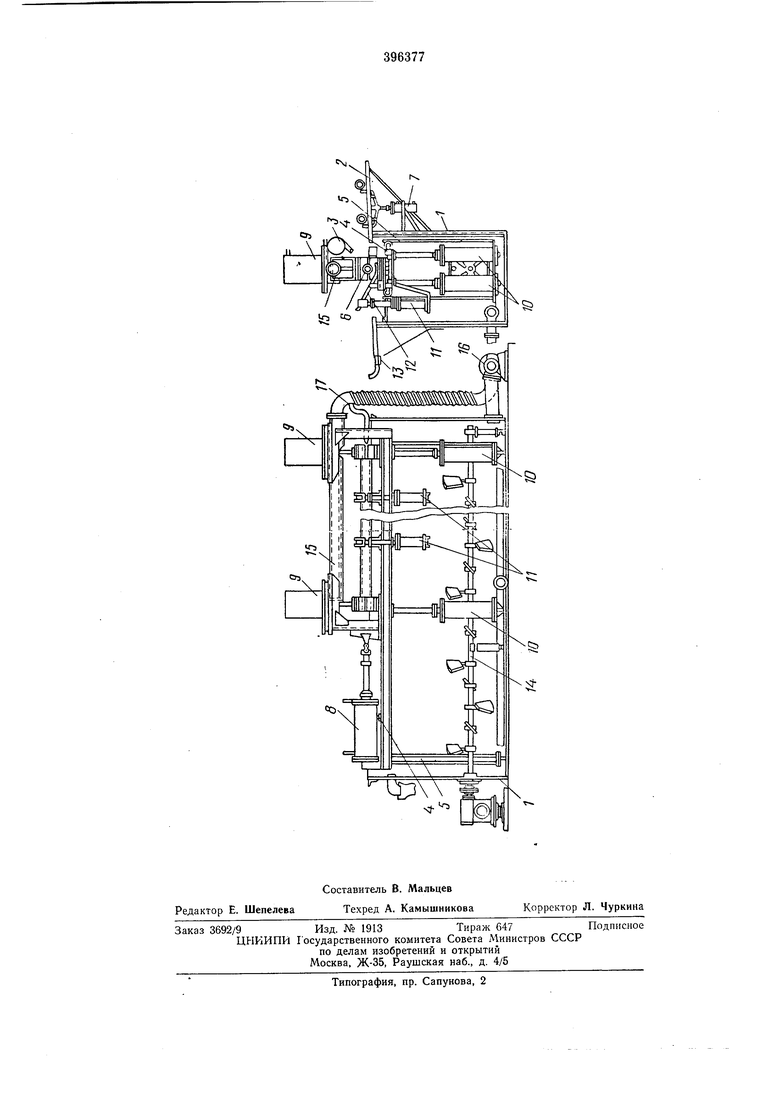
На чертеже изображена предлагаемая автоматическая установка для электраконтактного напрева и охлаждения изделий, в двух проекциях.
Установка содержит: корпус /; механизм 2 загрузки труб; механизм 3 с программно-воздействующим счетчиком и телеследящей головкой; подвижную 1платформу 4; направляющие 5 платформы; контактные головки 6; пневмоцилиндры 7 загрузки; пневмоцилиндр 8 натяжения; пневмоцилиндр 9 зажатия трубы в контактных головках; пневмоцилиндры 10 опускания и подъема платформы; пневмо|Цилиндры // механизма выгрузки труб; механизм 12 выгрузки труб, выполненный в В1Иде рычага; транспортные ролики 13; смеситель 14 охладителя; перфорированную трубу /5; насос 6 циркуляционного охладителя; гидрОМОНиторное сопло 1/7.
Нагрев полых изделий, например труб, осуществляется над корпусом / установки на
подвижной платформе 4.
Для нагрева под термообработку Tipy6a на подвижную платформу 4 подается автоматически действующим механизмом 2 загрузки при помощи пневмоцилиндра 7 загрузки.
На концах подвижной платформы для паДвода тока к установлены две контактные зажимные головки 6. Одна из них неподвижна, а другая подвил на и связана с пневмоцилнидром 8 натяжения. Контактные
головки при помощи гибких шин присоединены к вторичной сети трансформатора.
На подвижной платформе труба, поданная для нагрева, попадает в контактные головки и при помощи пневмоцилиндров 9 автоматически зажимается губками.
Труба после подключения к электропитанию и пагрева до заданной температуры, определяемой программо-воздействующим счетчиком, выдерживается при этой температуре в течение заданного времени, а затем по команде счетчика вместе с платформой 4 по направляющим 5 платформы опускается в охладительную ванну корпуса ./ с помощью пневмоцнлиндров 10.
В момент начала опускания платформы 4 электропитание автоматический отключается от контактных головою 6, включается смеситель 14 охладителя и насос J6 циркуляционного охладителя. .При этом на опускающуюся трубу направляется поток охладителя из перфо|рированной трубы 15 и гидромонито|рного сопла 17, установленного на уровне осевой линии трубы.
После выдержки нагретой трубы в охладителе в течение необходимого для закалки времени платформа 4 с закаленной трубой удаляется из охладителя. При этом выключается насос циркуляционного охладителя и прекращается душирование. При подъеме платформы механизмом 3 на закаленную трубу наносится термореактивная паста.
После нанесения слоя пасты на трубу и подъема платформы 4 до верхнего положения к контактным головкам подключается электропитание для нагрева трубы под отпуск. По1 окончании нагрева подвижная платформа 4 при помощи пневмоциилндров 10 вновь опускается в охладительную ванну корпуса /. При этом вновь включается насос 16 циркуляционного охладителя и на опускающуюся трубу направляется поток охладителя из перфорированной трубы 15 и гидромониторного сопла 17.
После выдержки трубы в охладителе в течение заданного времени платформа поднимается, выключая насос циркуляционного охладителя и смеситель 14 и прекращая душирование.
По достижении платформой верхнего положения приводится в действие механизм 12 автоматической выгруз1ки труб из установки. Механизм автоматической выгрузки труб изготовлен в виде двухконсольного рычага с частями разной длины. Длинная консольная часть рычага .в процессе нагрева и термоо1бработки трубы служит для нее опорной плоскостью и предотвращает деформацию трубы. Короткая консольная часть рычага при помощи щарнира связана со щтоком пневмоцилиндра //. В момент опускания короткой части консоли длинная часть консоли поднимается и с неподвижных губок зажимных контактов снимается труба.
Снятая труба перекатывается по поверхности длинной консоли и попадает на плоскость уборочной эстакады, на транспортные ролики 13. После снятия термообработанной трубы при о-братном ходе пневмоцилиндра механизма выгрузки длинная часть консоли опускается. На этом заканчивается автоматический цикл работы установки.
Предмет изобретения
Автоматическая установка для электроконтактного нагрева и охлаждения изделий, содержащая механизм загрузки, контактные зажимы, один из которых выполнен подвижным с приводом от пневмацилиндра для растяжения и правки, и механизм вЫЛруаки, выполненный в виде рычага, отличающаяся тем,
что, с целью повыщения прочности и исключения деформации полых изделий, установка снабжена закалочным баком с выдвижной платформой н установленным над баком охлаждающим устройством, выполненным в виде перфорированной трубы и гидромониторного сопла для подачи охлаждающей среды на наружную и внутреннюю поверхности изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая установка для электроконтактного нагрева и охлаждения изделий | 1976 |
|
SU954443A1 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для охлаждения творога | 1989 |
|
SU1711740A1 |
| Установка для струйно-циркуляционной химической очистки труб | 1978 |
|
SU765400A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| УСТРОЙСТВО, СИСТЕМЫ И СПОСОБЫ ДЛЯ СУХОЙ ИЗОТЕРМИЧЕСКОЙ ОБРАБОТКИ И СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАГОТОВОК | 2007 |
|
RU2417871C2 |
| Установка для струйно-циркуляционной химической очистки труб | 1982 |
|
SU1019023A2 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |