Изобретение относится к области станкостроения.
Известны устройства для отскока резца от обработанной поверхности, содержащие поворотную на оси резцедержавку с основанием, закрепленным на суппорте станка.
Недостатком этих устройств является ненадежность обеспечения отскока резца от обработанной поверхности при проточке, расточке и торцевании, что приводит к снижению точности и чистоты обработки детали.
Цель предлагаемого изобретения - повы:сить надежность устройства в работе.
Для этого в предлагаемом устройстве резцедержавка и основание образуют заклинивающееся от усилий резания и дополнительно стянутое пружиной клиновое соединение, которое расклинивается по окончании обработки при взаимодействии резцедержавки, снабженной роликом, с регулируемым копиром, смонтированным на основании устройства.
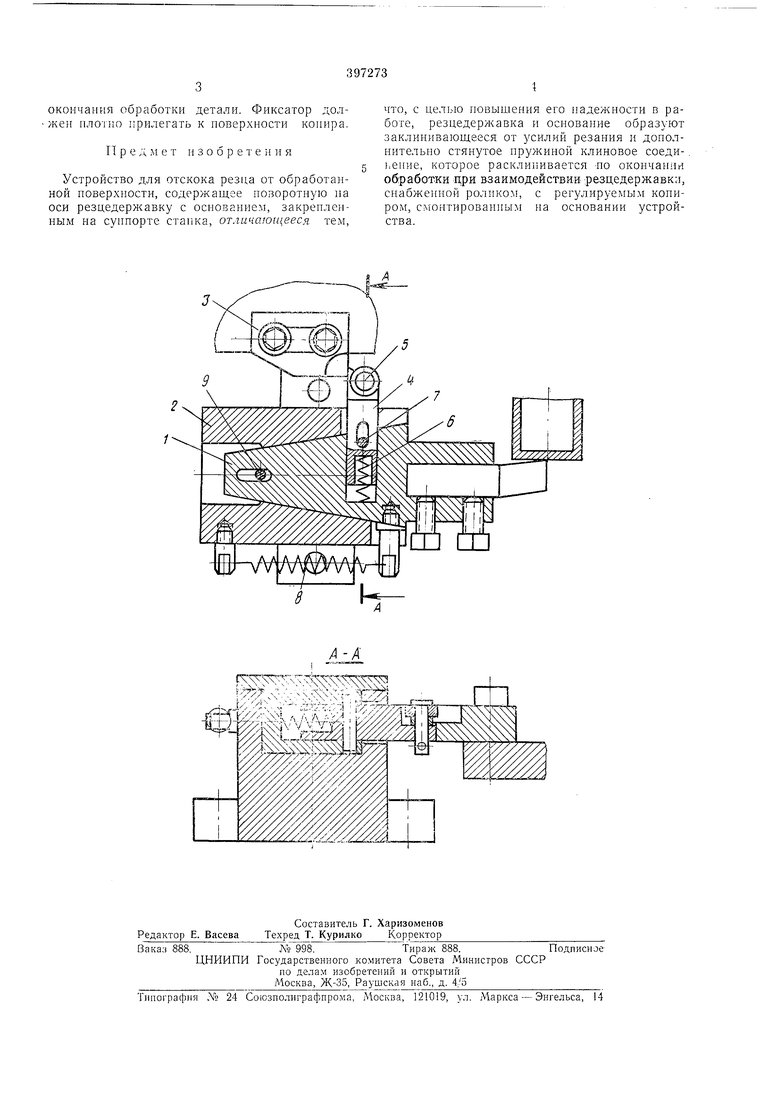
На чертеже изображено предлагаемое устройство, обпдий вид и разрез по А-А.
Устройство состоит из резцедержавки 1, выполненной в виде клина, основания 2, жестко закрепленного на суппорте станка, копира 3, устанавливаемого на станке и имеющего настройку, фиксатора 4 с роликом 5, перемещающегося в отверстии резцедержавки, подпружиненного пружиной 6 и удерживаемого от
выпадания штифтом 7, пружины растяжения 8 и оси 9, вокруг которой резцедерл авка поворачивается при отскоке.
Работает устройство следующим образом.
При перемещении суппорта по направлению к обрабатываемой детали в момент обработки резцедержавка / под действием сил резания и пружины 5 заклинивается в основании 2, образуя жесткую систему. При перемещении суппорта фиксатор 4 с роликом 5 скользит по копиру 3, сжимая пружину 6. Но окончании резания фиксатор 4 под дейсгвием пружины 6 соскакивает с кривой копира 3. При отходе суппорта от обрабатываемой детали резцедержавка / с резцом удерживается фиксатором 4 на копире 3 в положении окончания обработки, образуя зазор в клиновой системе.
За счет появившегося между резцедержавкой и основанием 2 зазора пружина 8 разворачивает резцедержавку с резцом относительно оси 9, а фиксатор 4 описывает кривую по профилю копира 3. В этот мо.мент происходит отскок резца от обработанной поверхности детали. При возвращении суппорта в исходное положение фиксатор 4 с роликом 5 скользит по копиру, и резцедерл авка с резцом под действием пружины 8 возвращается в ис.ходное положение, прин имаясь к основанию 2.
Цикл работы устройства заканчивается.
Настройка копира производится в момент
3
окончания обработки детали. Фиксатор должен илотпо прилегать к поверхности конира.
П р е д м е т и з о б р е т е и и я
Устройство для отскока резца от обработанной новерхности, содержащее нозоротную на оси резцедержавку с основанием, закренленным на суннорте станка, отличающееся тем,
что, с нелыо новышения его надежности в работе, резцедержавка и основание образуют заклинивающееся от усилий резания и дополнительно стянутое иружиной клиновое соеди).ение, которое расклинивается ло окончания обработки цри взаимодействии резцедержавки, снабженной роликом, с регулируемым кониром, смонтированным на основании устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДНАЛАДКИ И ОТСКОКА РЕЗЦОВ | 1972 |
|
SU424667A1 |
| РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1968 |
|
SU212024A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОГОПРОФИЛЯ | 1970 |
|
SU261099A1 |
| Устройство для анкерного точения | 1973 |
|
SU476092A1 |
| Станок с центральным приводом для обработки тел вращения | 1959 |
|
SU126704A1 |
| Устройство для обработки | 1977 |
|
SU742042A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| УСТРОЙСТВО для ОБРАБОТКИ ВНУТРЕННИХ | 1973 |
|
SU379366A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
СТхТ- :ЗГ Тх х
. ч , . ч
