Изобретение относится к устройствам для съема готовых стеклоизделий и собирания их в пакеты.
Известно устройство для накетнровання стеклонзделий, содержаи1,ее питающий и приемный транспортер, копиры, пакетирующий орган и нродольные направляющие.
Однако такое устройство не обеснечивает съем и пакетирование удлиненных стеклопзделий и требует высокой квалификации обслуживания.
Предлагаемое устройство не имеет этих недостатков и отличается от известного тем, что пакетирующий орган выполиен с щариир 1ым упором, контактирующим с неподвижным копиром и приводом, а также винтовым толкателем, расположенным между продольными Направляющими.
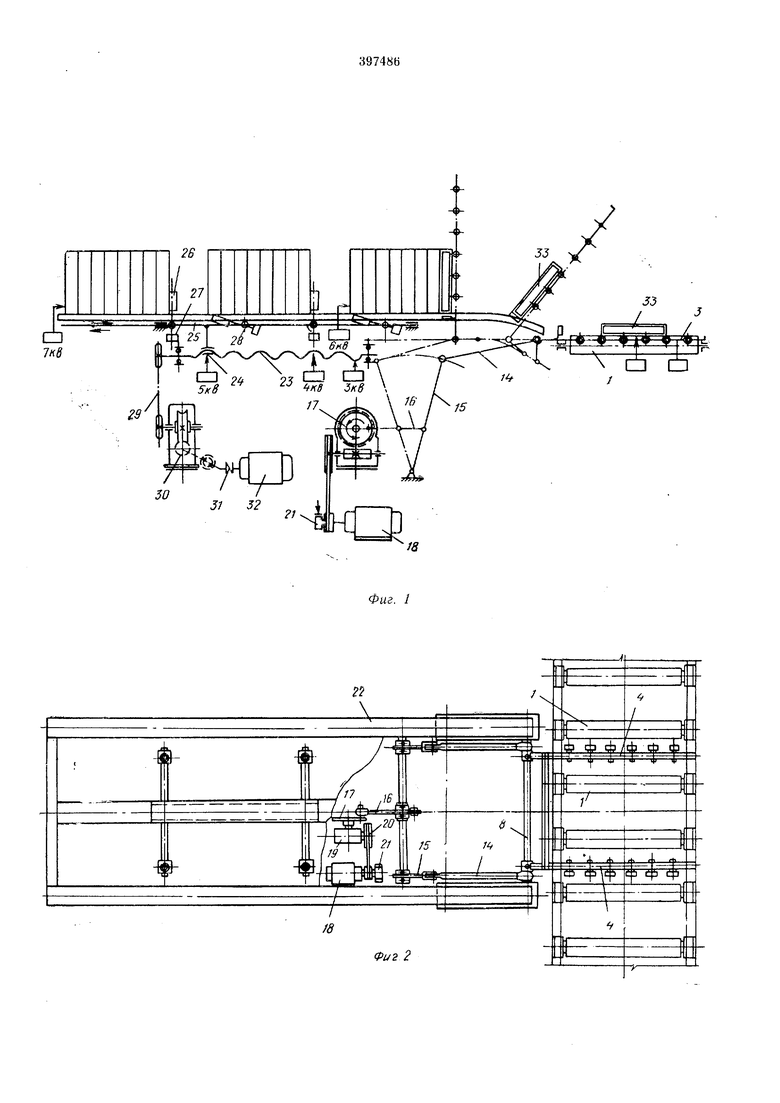
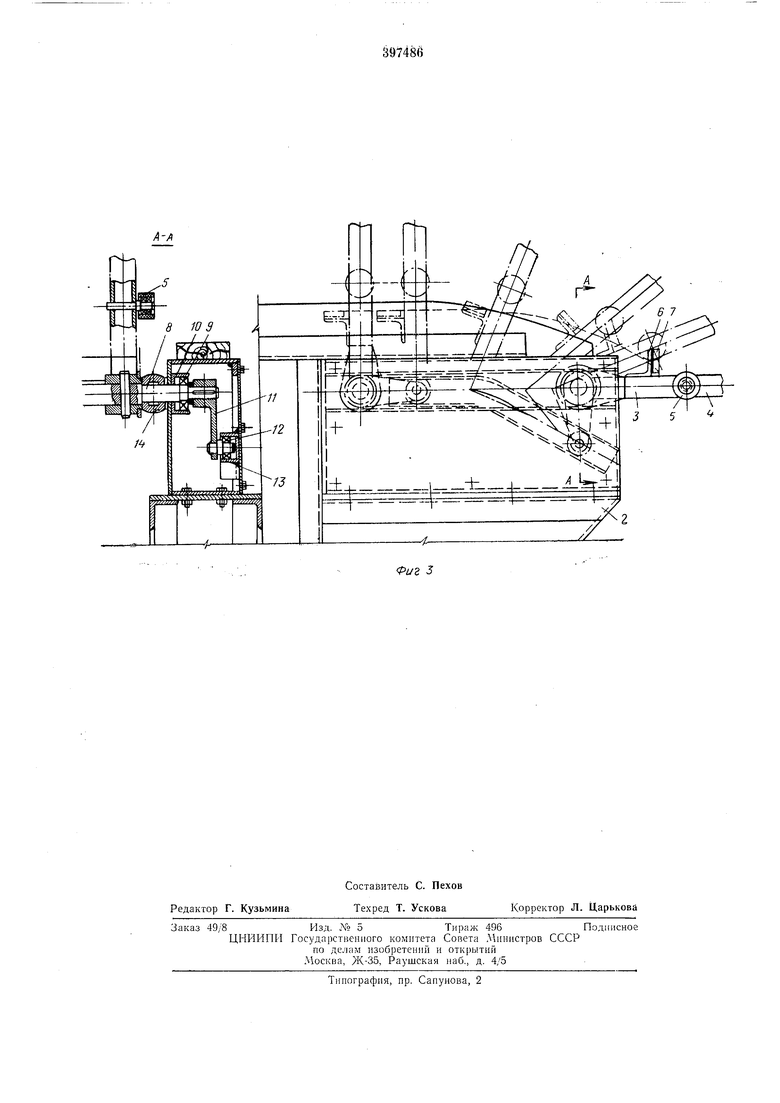
На фиг. 1-3 схематически изображено описываемое устройство, виды спереди, в плане и сбоку.
Устройство для пакетирования стеклоизделий состоит из рольганга 1 и приемного стола 2 с укрепленным пакетирующим органом 3. Последний содержит кронштейны 4, на которых установлены роликовые опоры 5. Кронштейны соединены между собой уголком 6 с буфером 7 и смонтированы на осях 8 с подщипниками 9 и продольными направляющими 10. На выступающих концах осей неподвижно закроилены кронщтсйны 11 с щарикоподщипника 11 12, размеиюниыми в нр01|)илнрованных направляюндих 13. Ось также связана с кривоипшно-щатунным мexaнlнз oм, который включает в себя тяги 14, рычаг 15, И1атуп 16 и кривошип 17, юлучаюиип вращение от привода 18 через редуктор 19, клиноременную иередачу 20 и тормозную муфту 21. По бока% приемного стола установлены продольные направляющие 22 с копнрами в месте пакетирования изделий.
Устройство снабжено отставитслем пакетов, включаюн1им ходовой винт 23, гайку 24, жестко соедннсипую с нанравляющим устройством 25, на которо.м раз.мещеиы захваты 26 с противовесами 27 и упорами 28.
Электропривод отставителя пакетов включает цепную передачу 29, редуктор 30, соединительную муфту 31, электродвигатель 32 и типовые устройст15а управления им.
Устройство работает следующим образом.
При поступлен1П1 -изделпя 33 срабатывает конечный выклрочатель 2KB, который останавливает рольгант 1, растормаживает тормозную муфту 21 и включает электродвпгатель иривода 18, вращающего кривошип 17. Вращение этого кривошипа через шатуны 16, рычаг 15 и тяги 14 преобразуется в поступательное двнже п1е оси 8, которая подппшником передвигается горизонтально в продольиых направляющих 10. При поступательном движепии осп за счет эксцсптрнситста кронштейна 11 и про(|)илнроианно| 1 на1иравляющсп 13, она ноиорачшзастся против часовой стрелки. При этом крониггсйш; 4, находящиеся в статическом состоянии ниже изделия, подпи маются, двигаясь равном ер по-ускорсино, и роликовыми опорами 5 подх1иггывают изделпе с рольганга. Конечный выключатель 2KB приходит в исходное положение и включает рольганг для приема следуюн,его |1зделия. подъеме кронщтейпов подняты ими стеклопрофпль скагывается по pojHiKOBbui опорам 5 до уголка 6 с буфером 7, ко1Ч)рый смягчает удар n|5ii сближении изделия с буфером. Это сближение 1 ропсхоД1гг в начальный момепт вращения кривошипа 17, когда линейная скорость подъема кропнггейпов неболыная и удар изделия о буфер незначительный. При дальиейшем тодъеме кронштейнов изделпе устана1 лпвается на продольные направляющие 22 и при повороте кривошипа ка 180° от псходпого положения сдвигается прямолинейно. При этом кронштейны передвигаются равпоме по-за1 1едлспно. Прп повороте к)нвоши11а на остальные 180° накетнруюпдий орган приходит в псходпое положение, кронштейПы усилием пажагня заставляют срабатывать конечный выключатель 1KB, который отключает электродвигатель привода 18 и тормозит его ротор тормозной муфтой 21.
Операция ст:,ема следующего изделия производится аналогично описанной выше, при этом ранее установленные нзделпя на продольпых направл яющих 22 сдвпгаются в сторону отставптеля пакетов.
При наборе пеобход1 мого колнчества изделий в пакете, срабатывает конечный выключатель 6КВ, который включает электродвпгатель 32 и через муфту 31, редуктор 30, цепную передачу 29 начпнает вращать ходовой винт 23, расположены между продольными
нанравляюндими 22. Гайка 24 jsMecTe с захватами 26 подается вперед в стороиу конечного выключателя ЗКВ. Захваты 20, укрепленные шарнирно па направляющем устройстве 25, проходят под готовыми пакетами издел:пй 33. При достижении гайкой положеиня копечиого выключателя ЗКВ, захваты из наклонного положения за счет шротивовесов 27 встают в вертикальное положение н в этот момент выключателем ЗКВ нроизводится реверсироваиие электродвигателя 32. Ходовой винт иачпнает вращаться в противоположпую сторону и оТСтавитель вместе с наКета.ми изделпГ двпжется в cjopony коиечного выключателя 5КВ.
Захваты не могут поворачиваться ло часовой стрелке из-за наличия упора 28, чем и обеспечивается отставлепие на.кетов. При достижении гайкой 24 хонеЧПого выключателя 5КВ нропсходпт реверсированне электродвигателя 32 и отставитель начинает движение внеред. Достнгнув положения выключателя 4KB, отста1 итель остаиавливается и исходной нознции до момеита набора следуюн1его количества пзделпй в пакете. При это.м операция
отстановки повторяется, крайппе па:кеты снимаются известными грузоподъемными механизмами и доставляются па склад готовой продукции. Синхронизация работы механизмов устройства осуществляется с полющью
конечных выключателей 1KB-7КВ.
Пред м е т изобретен и я
Устройство для пакетировапия стеклоизделмй, содержащее питающий и приемпый транспортеры, копиры, пакетирующий орган и продольпые направляющие, отличающееся тем, что, с целью упрощения обслуживания, пакетпрующпй орган вылолнеп с шарнирпым упором, контактирующим с пеподвижным копиром и приводом, а также винтовым тол1кателем, расположенным между продольными направляющими. JJ / a 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электрода-инструмента в электроэрозионных станках для прошивания глубоких отверстий | 1958 |
|
SU121016A1 |
| УСТРОЙСТВО для ПРОКАТКИ и КАЛИБРОВКИ ФИБРОВЫХТРУБОК | 1970 |
|
SU264156A1 |
| Устройство для пакетирования длинномерных изделий | 1975 |
|
SU611836A1 |
| Автомат для гидропластической обработки цилиндрических зубчатых колес | 1985 |
|
SU1593974A1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Устройство для пакетирования и обвязки предметов | 1982 |
|
SU1079548A1 |
| Привод вертикального перемещения стола пакетирующего устройства | 1985 |
|
SU1375539A1 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ СТОЕК ПАКЕТИРУЮЩЕГОУСТРОЙСТВА | 1971 |
|
SU289043A1 |
| КУЛЬТИВАТОР | 1995 |
|
RU2090025C1 |
Фиг. 1
....
щ
X
