1
Из.-обрете;ние отно-сигся к о-бла.сти машиаюстроения « может быть иапользо1ва«о при обработке штаМшов и nipecc-фор.м.
Иэвестеи стенд для слесар-но-давюдочных работ при И3готовле11тии штампов и пресс-форм с уота-но:влеииым на основании непо(дв;ижныМ НИЖ1НИ.М столом и перемещаемым по вертикальным на1П|ра1вляющи;м BeipXiHHiM столом.
В предлагаемом стенде обеспечения точности пврбмеи1ен1ия верхнего стола и раС|Ш1Ирения технОлогичаоких возлюжностей ири1вод перемещения верхнего стола выполнен в виде жестко связанных червячиых редукторов, взаи МОдействуюЩИХ с параллельно ра оноложеннььми винтовыми переда-чами, а верхний стол вьгаолашн поворотным на 180° и прижимаемььм после поворота к неподвижным упорам посредством клиновых механизмО(В.
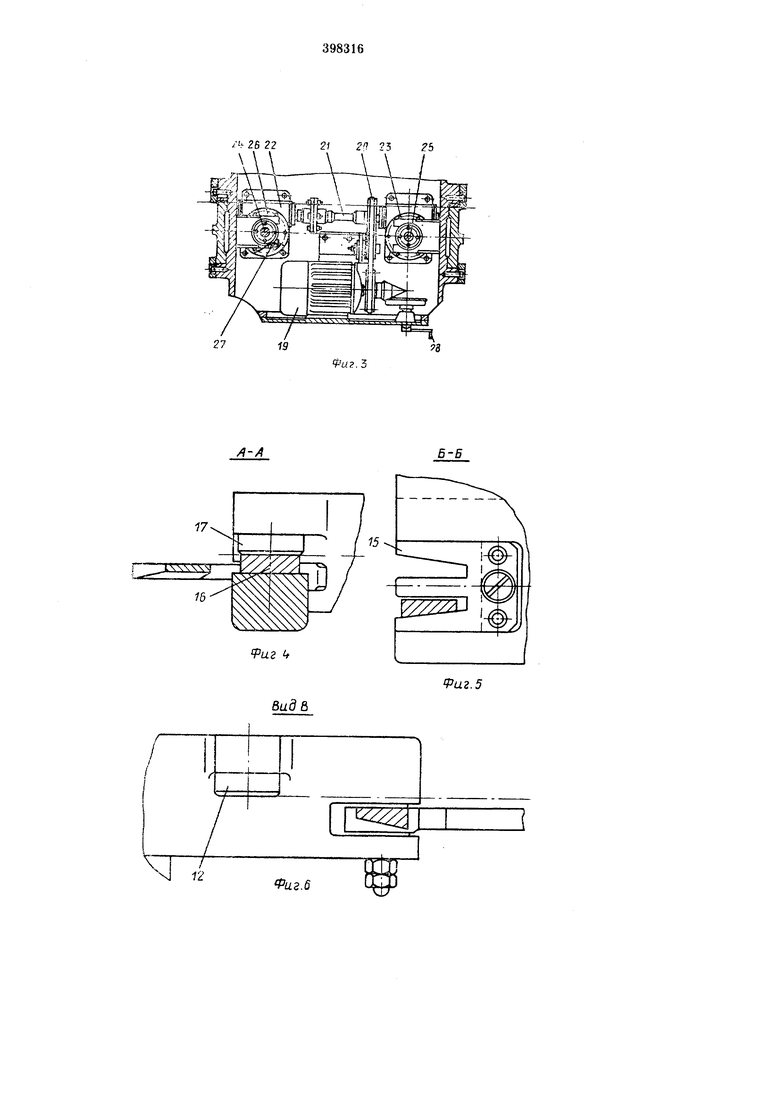
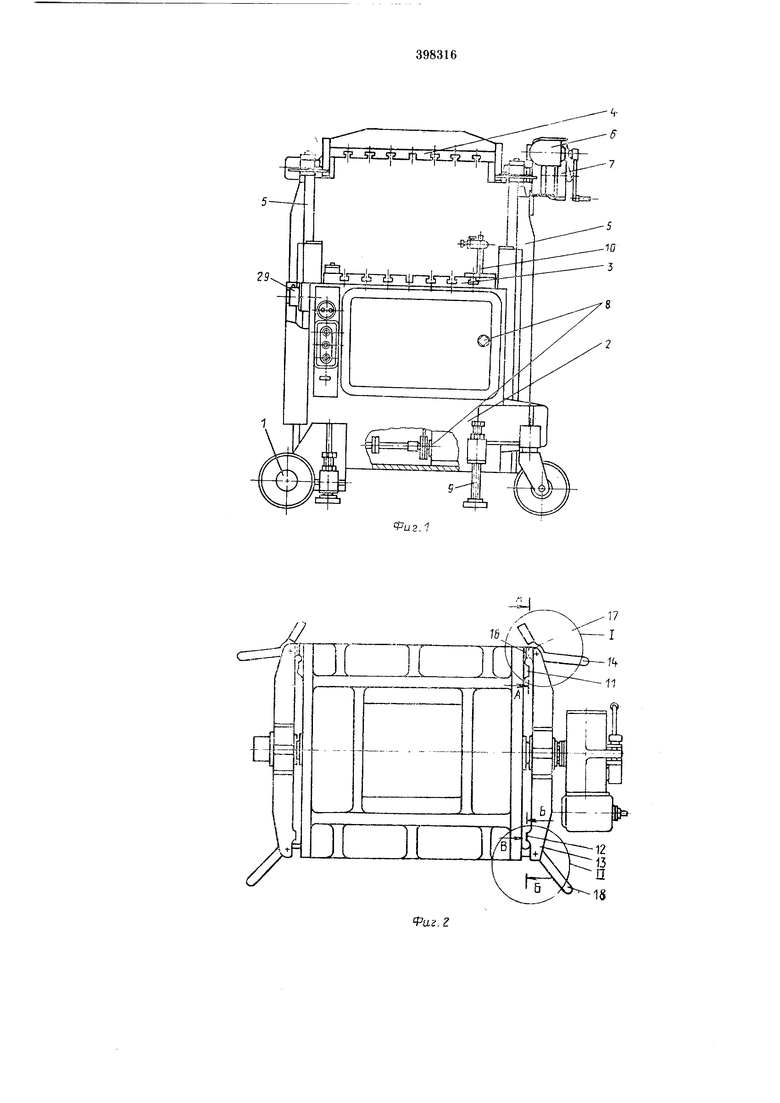
На фиг. 1 представлен предлагаемый стенд, вид сбОку; на фиг. 2 - то же, вид в плаие; на ф-иг. 3 - мех-аниэм перемещения верхнего стола; на фиг. 4 - разрез по А-А на фиг. 2; на фиг. .5 -разрез по Б-5 на фиг. 2; на фиг. 6- вид по стрелке В на фиг. 2; на фиг. 7-узел / на фиг. 2; на фиг. 8 - узел // на фиг. 2.
Стенд установлен на четырех колесах / и представляет собой пе|редвиж|ную KOHCTipy-кцию, оостоящую из литой станины 2, на которой за1креплан неподвиж ный нижяий стол 3, относительно которого может перемещаться
поворотный верхний стол 4.
Верхний стол 4 установлен в подщипвиках скольжения на двух ползунах 5. На правом ползуне закреплен механизьм 6 ПОшорота и тормоз 7 промежуточного положения. В станине расположен мехавдизм 8 перемещения вер.хмего стола 4. Для перевода стенда «з транспортного положения в стационарное предусмотрены четыре распорных винта 9. Для лучшего
о прос.мотра зазора между пуансонами и отверстияМи матрицы в комплект стенда -входит четыре СТОЙК1И 10 с ла,м поч1ка1ми-подуовет1ками.
Для фИ|К,сации верхнего стола 4 после поворота зеркалом вверх на нем предусмотрены
5 упоры }}, а та:кже уеары 12, раоположеиные на кронщтейнах 13. верХ|Него стола осуществляется клиновылщ рукоятками 14 через ловИтелй 15.
Для фиксации верхнего стола 4 .после пово0рота зеркалом вниз на нем пред усмотрены упоры 16, а также улоры 17, расположенные на кронштейнах 13. В этом положении дожатие верхнего стола осуществляется клиновьими ру|коятками1 18 через ловители 15.
МеханиЗМ перемещения 8 .состоит из электродвигателя 19, соединенного клиноременной передачей 20 с распределительным валом 21, двух червячных редукторов 22 и 23, тихо.ходны.е валы 24 и 25 которых Имеют на конце
0 резьбу. Движение от валов 24, 25 через гайки
26, 27 передается к ползунам 5. Для стыкоЕ ки верхнего и нилшего бл-оков «зделия в механизме 8 пе(ремещвния гередуомотрена ру коятк.а 28. Для автомате чаокого стклк чвния механизма перемещения на стенде учстннавлея концевой выключатель 29.
Отенд работает следующим образ-ам. Мехаииам 6 поворота разворачивает вврхН1 й стюл 4 зеркалом в-верх. Цри этом упоры // верх.него стол1а подхояят к уп.ора.м 12 иронштейнов /.
КлиновымИ pyiKOHTiKaiMH 14 через ловитеЛ|И /5 щрошгводится поджи-м ушоров 11 стола, к упорам 12 кронштейнов 13. Тяжким образам строго паралле тьна выставляемся и фшооируется верхний стол .орнасительно нижнего стола 3 в положении поворота на 180°. В тажам положении ва зеркало верхнего стола 4 устана1вли1вает1ся верхний блок о-брабаты/ваемого изделия и производится его К|рвпленйе цриЖ1И1М. пла1Н1ка1М1И и болтами.
После крапления ве(рх1него блока рукоятки 14 вЫ|ВОйятся И13 ловителей 15, и мехаииамом 6 поворота (фиг. 1) раз(во)рачи1вает..верх)ний стол зер1калом вниз, при упоры 16 верхнего стола подходят к злорам 17 кронштейнов 13. Кл1И-новы.ги рл1ко5гоками 18 через ловители 15 производится ПОДЖИ1М упоров 16 к ynoip.aiM 17. TaiKEM об|разО1М строго параллельно вьгставляется и .фиксирует1ся ве(рх1ний стол 4 относительно нижнего стола в положении 0°.
Нижний блок изделий устаиавли/вается на нил 1Н1ИЙ стол 3. Н.ажатием на кнооку «ИНИЗ включают электродвигатель 19 ,ме)хаНиз1ма перемещения 8. От электродвигателя 19 движеНИе через клиноременную передачу 20 передается к ра;ап(ределителыно;му валу 21, который соединяет два червя-ч-ных редуктора 22, 23. ДйИ1жение от тихоходных валов 24, 25 через гайки 26, 27 пе редается к пол)зуна1М 5, на кронштейнах 13 которых заиреплйн верхний стол 4 (фиг. 1). Прои1с одат отлуюкаиие верхнего стола. Нажатием на кнопку «стоп останавливают стол на раюстоянйИ 5-10 мм до соприкос овеир1я детален верхнего и нижнего блока. Затем рукояткой 28 В1ручную стыкуют .перх1ний н нижний блок издел}1я и првдрепляют зьижнИЙ блок плалкалп н болтами к столу 5.
Подъем верх1него стола 4 осуществляется с помощью механизмов 8 перемещения от электродВИгатеЛЯ 19 (или вручную. Пр} подъеме стола 4 в верхнее крайнее положение выключение мехаинз-ма перемещения осуще ст(вляется канцевы.м выключателем 29, а при необходимости останавить стол в промежуточном положении, лажимают на кнопку «сстон.
Выру&ку на бу.маге ил,и алюминьиевО фольге осуществляют опусканием верхнего стола вручную.
При необходимости выстаийн зазора между пуансонами и отверстиями в .матрице нижний блок щталипа закрепляют на столе, а верхний - на нижнем столе и производят омыкаиие .штампа. Наблюдают за зазорами на просвет через оюно верх1него стола 4.
Если требуется проведение сверлильных работ, .стенд с заюрапленны/.м на нем иэделие;м подкатывают к радиально-СварлильнОМу станку, распорными болтадш переводят сте-нд из транспортного положения в рабочее ,и разворачивают верхний стол.
П р е д (М е т и з о б р е т е IH и я
Стенд для сле€арно-до1вадоч1ных работ при ИЗГОТ01Бланий шта1М;П01в и пресс-форм с установленныл на оСНО|вании неподвижньим нижним столом и перемещаемым по вертикальньш направляющиш верхним столо.м, отличающийся тем, что, с целью обеопече1Н:ия точности перемещения верхнего стола и расширения тех1нологичеоких возможиостей стенда, .П|р( перемещения верх1него стола выполнен в виде жестко связанных черщячиых редукторов, взаимодействующих с параллельно рашоложенньгми винтовыми нередачами, а ве рдашй стол выполнен поворотным на 180° и прИЖ1Имаемьим после поворота к неподвиж1ным улора:м посредством клиновых мехакиэмощ.
73
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
| Стенд для слесарно-доводочных работ | 1985 |
|
SU1328034A1 |
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |
| Передаточная тележка | 1990 |
|
SU1787882A1 |
| Захватное устройство | 1987 |
|
SU1477647A1 |

/t-A
Раг
П
/
12
иг.б
Б-Б
18
Узе/11
