1
Изобретение относится к области переработки пластмасс в изделия, в частности к из1отовлению армированных изделий, в которых арматура покрыта пластмассой со всех стороп.
Известны литьевые пресс-формы для изготовле)ия армированных изделий из пластмасс, содержащие матрицу с отверстиями, в которых установлены стержни для фиксации арматуры в процессе заполнения формующей полостн пластмассой.
Однако в известных пресс-формах не обеспечивается покрытие пластмассой арматуры со стороны неподвижных стержней, фиксирующих арматуру в процессе заполнения формующей нолостн пластмассой.
Цель изобретения - устранение отмеченного недостатка.
Согласно изобретению стержни для фиксации арматуры закреплены на подвижных плитах, иижняя из которых жестко соединена с плунл ером, размещенным во втулке, укрепленной в верхней плите и расположенной напротив литниковой втулки.
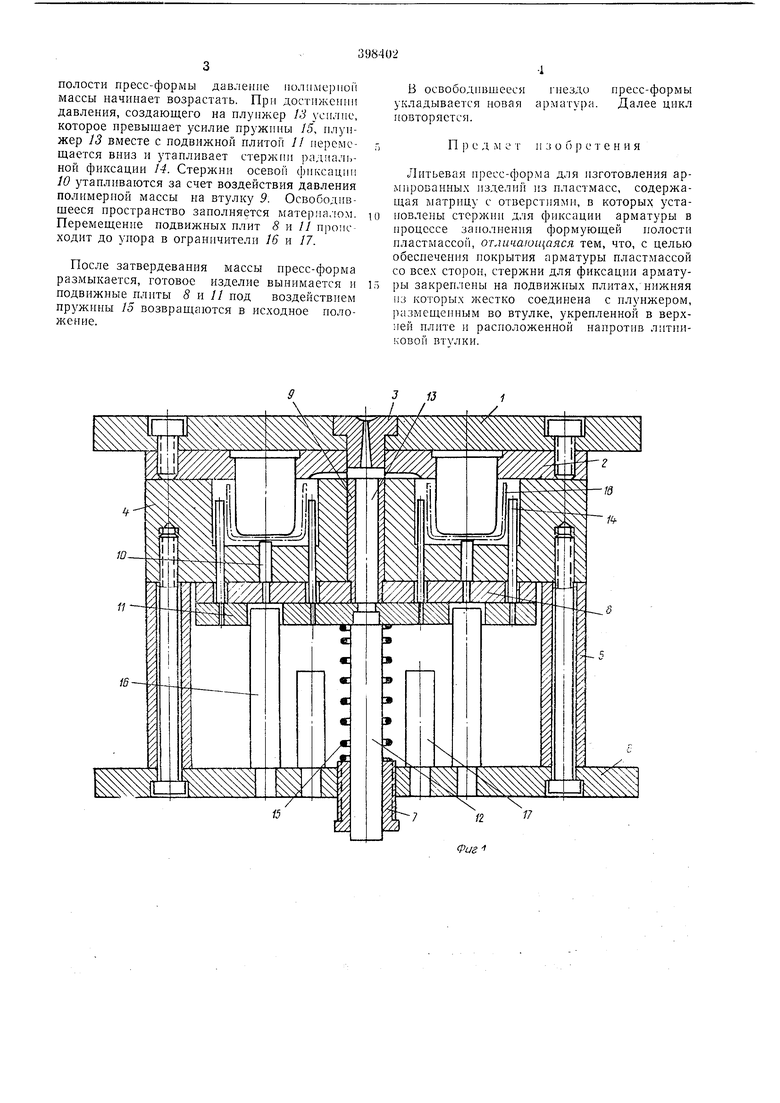
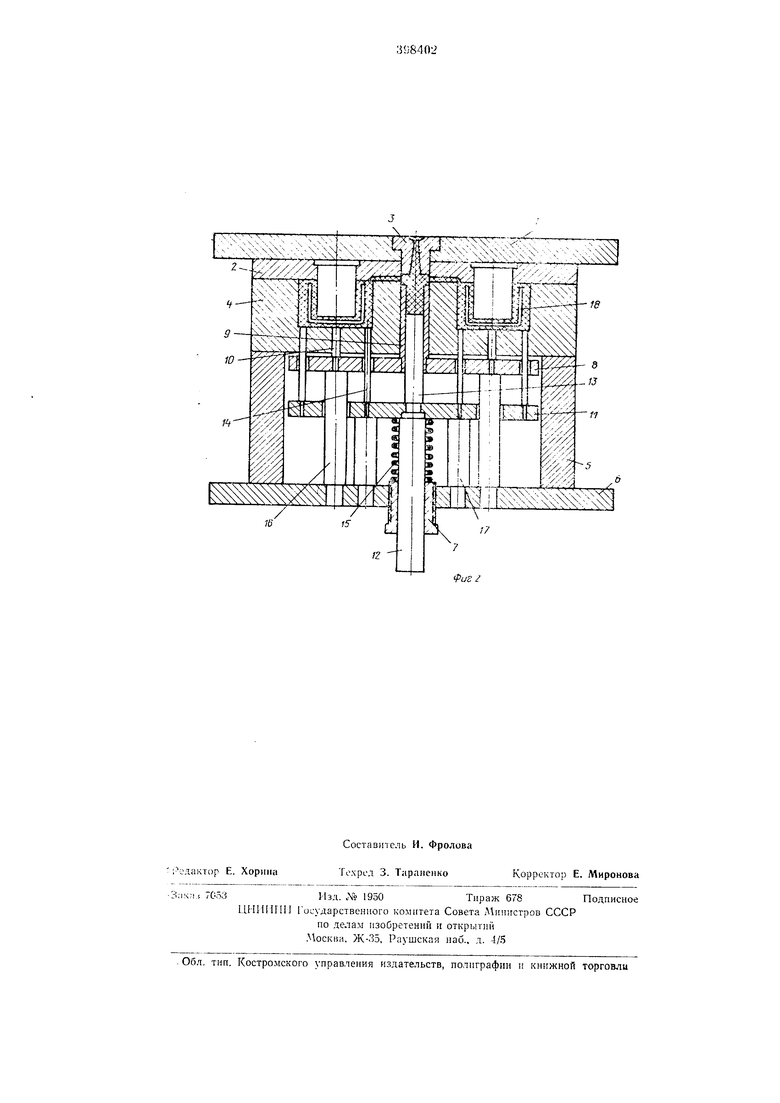
На фиг. 1 показана пресс-форма, поперечный разрез, с установленной арматурой; на фиг. 2 - то же, после заполнения формующей полости пластмассой.
Предлагаемая пресс-форма содержит жестко связаннЕ,1е с помощью резьбовых соедииеНИИ верихюю / 1 среднюю 2 части. В центральных отверстиях верхней и средней частей пресс-формы / и 2 установлена литниковая втулка 3. Нижняя часть пресс-формы 4 жестко связана с корпусом 5 и нелодвнжной илигой 6, в центре которой установлена регулировочная втулка 7. Подвижная плита S, в центре которой закреплеиа втулка .9, снабжена рядом стержней осевой фиксации Ю. На нодвижной нлите // жестко закреплен щток 12 с плунжером 13 и стержни радиальной фиксации 14, полол-сения которых соответствует положениям отверстий в подвижной плите 8.
Плуижер 13 установлен во втулке 9. На шток 12 надета пруж)1на 15, упирающаяся одним концом в нодвижную плиту //. а другим В регулировочную втулку 7. На ненодвижной плите 6 закреплены ограничители 16 и 17.
Пресс-форма работает следующим образом.
В нижиюю часть пресс-формы 4 устанавливают арматуру 18 и фиксируют стержнями осевой и радиальной фиксации 10 и 14. В гнездо замкнутой пресс-формы через литьевую втулку 3 под давлением поступает термопластическая полимерная масса. Она заполняет весь объем и одновременно нокрывает арматуру как по внутренней, так и по наружной поверхности. После заполнения внутренней
полости пресс-формы давление полимерной массы начинает возрастать. При достижении давления, создающего на плунжер 13 усилие, которое превышает усплие пружины 15, плунжер 13 вместе с подвижной плитой 11 перемещается вниз и утапливает стерлип радиальной фиксации 14. Стержни осевой фиксации 10 утапливаются за счет воздействия давления полимерной массы на втулку 9. Освободившееся пространство заполняется материалом. Перемещение подвижных плит 8 и // происходит до упора в ограничители 16 и 17.
После затвердевания массы нресс-форма размыкается, готовое изделие вынимается и подвижные плиты 8 и 11 под воздействием пружины 15 возвращаются в исходное положение.
В освободившееся гнездо пресс-формы укладывается новая арматура. Далее цикл повторяется.
Про д м е т и 3 о б р е т е н и я
Литьевая иресс-форма для изготовления арлшрованных изделий из пластмасс, содержащая матрицу с отверстиями, в которых устаиовлены стержни для фиксации арматуры в процессе заполнения формующей полости пластмассой, отличаюи аяся тем, что, с целью обеспечения покрытия арматуры пластмассой со всех сторон, стержни для фиксации арматуры закреплены на подвижных плитах, нижняя 1з которых жестко соединена с плунжером, размещенным во втулке, укрепленной в верхней плите и расположенной напротив литниковой ВТУЛКИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления полимерных изделий литьем под давлением | 1980 |
|
SU939260A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| Литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766872A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ АРМиРОВАННыХ издЕлий | 1979 |
|
SU821171A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Способ изготовления армированной металлом пластмассовой детали с отверстием и форма для его осуществления | 1986 |
|
SU1391917A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
-хх -- Ш ;-чШх- ---:-:-:.чх--. -4. л V- . . -. .
fuc г
