(54) УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1976 |
|
SU642174A1 |
| Конвейерная линия для изготовления строительных изделий | 1981 |
|
SU982925A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| УСТРОЙСТВО для ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА И УКЛАДКИ АРМАТУРНБ1Х СТЕРЖНЕЙ В УПОРЫ | 1968 |
|
SU217259A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Устройство для распалубки в линии для изготовления железобетонных изделий | 1983 |
|
SU1201136A1 |
| Двухъярусный стан для изготовления плоских железобетонных изделий | 1964 |
|
SU235587A1 |
1
Изобретение относится к строительной индустрии и может быть использовано для натяжения арматурных стержней при изготовлении предварительно-напряженных железобетонных изделий.
Известно устройство для электротермического нагрева и укладки арматурных стержней в упоры формы-вагонетки с использованием анкерных приспособлений, включающее раму с поворотными стойками и направляющими, подающий и транспортирующий механизм и подвижные траверсы с толкателями 1.
Недостатком этой установки является то, что усилия при продавливании арматурного стержня И упоры передаются на формувагоиетку, что значительно сокращает срок ее службы.
Известна также установка для натяжения арматурных стержней с анкерными приспособлениями, состоящая из формы-вагонетки с упорами самоходной тележки с фермой. На каретке установлены вилочные захваты, внутри каждого из которых смонтирована взаимодействующая с упорами формы-вагонетки и опертая на установленные
в выемке вилочного захвата подпружиненная втулка 2.
Недостатком данной установки является потребность в больших усилиях при укладке
арматуры, что увеличивает трудозатраты и приводит к преждевременному износу формвагонеток.
Цель изобретения - повыщение производительности труда, увеличение срока службы форм-вагонеток.
10 Поставленная цель достигается тем, что ферма установлена на тележке при помощи вертикальной оси с возможностью поворота в горизонтальной плоскости, и имеет на своих концах расположенные с зазором
., от формы-вагонетки подвески, снабженные толкателями и обжимными шариками для фиксации арматуры на форме-вагонетки.
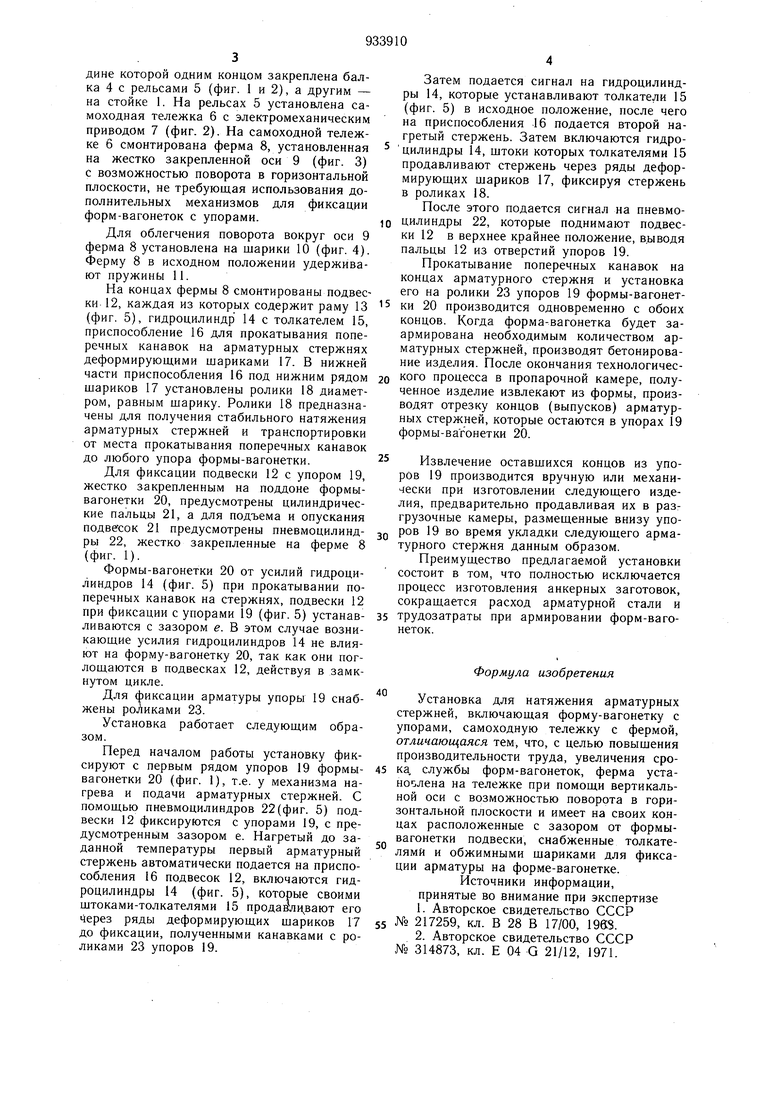
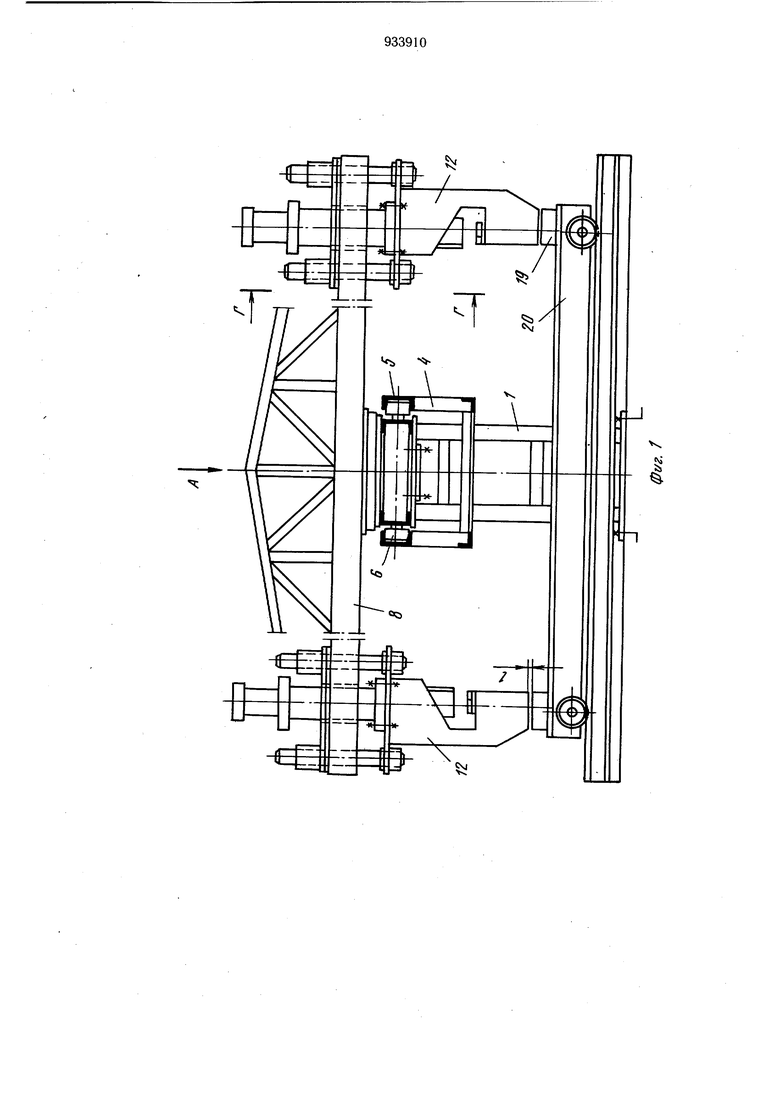
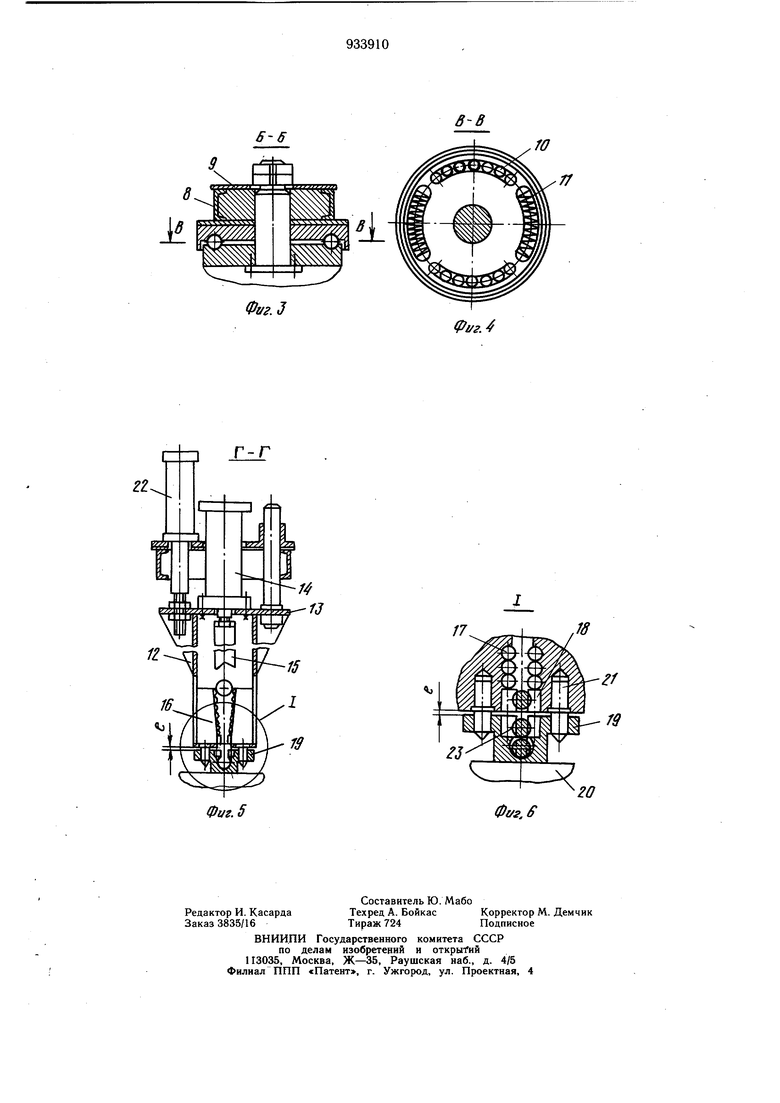
На фиг. 1 показана установка, общий вид; на фнг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез
20 В-В на фиг. 3; на фиг. 5 - разрез Г-Г
на фиг. 1; на фиг. 6 - узел I на фиг. 5.
Установка для натяжения арматурных
стержней включает в себя стойки 1 и 2
(фиг. 1 и 2), траверсу 3 (фиг. 2), по середине которой одним концом закреплена балка 4 с рельсами 5 (фиг. 1 и 2), а другим - на стойке 1. На рельсах 5 установлена самоходная тележка б с электромеханическим приводом 7 (фиг. 2). На самоходной тележке 6 смонтирована ферма 8, установленная на жестко закрепленной оси 9 (фиг. 3) с возможностью поворота в горизонтальной плоскости, не требующая использования дополнительных механизмов для фиксации форм-вагонеток с упорами.
Для облегчения поворота вокруг оси 9 ферма 8 установлена на шарики 10 (фиг. 4). Ферму 8 в исходном положении удерживают пружины 11.
На концах фермы 8 смонтированы подвески 12, каждая из которых содержит раму 13 (фиг. 5), гидроцилиндр 14 с толкателем 15, приспособление 16 для прокатывания поперечных канавок на арматурных стержнях деформирующими щариками 17. В нижней части приспособления 16 под нижним рядом щариков 17 установлены ролики 18 диаметром, равным шарику. Ролики 18 предназначены для получения стабильного натяжения арматурных стержней и транспортировки от места прокатывания поперечных канавок до любого упора формы-вагонетки.
Для фиксации подвески 12 с упором 19, жестко закрепленным на поддоне формывагонетки 20, предусмотрены цилиндрические пальцы 21, а для подъема и опускания подвесок 21 предусмотрены пневмоцилиндры 22, жестко закрепленные на ферме 8 (фиг. 1).
Формы-вагонетки 20 от усилий гидроцилиндров 14 (фиг. 5) при прокатывании поперечных канавок на стержнях, подвески 12 при фиксации с упорами 19 (фиг. 5) устанавливаются с зазором е. В этом случае возникающие усилия гидроцилиндров 14 не влияют на форму-вагонетку 20, так как они поглощаются в подвесках 12, действуя в замкнутом цикле.
Для фиксации арматуры упоры 19 снабжены роликами 23.
Установка работает следующим образом.
Перед началом работы установку фиксируют с первым рядом упоров 19 формывагонетки 20 (фиг. 1), т.е. у механизма нагрева и подачи арматурных стержней. С помощью пневмоцилиндров 22(фиг. 5) подвески 12 фиксируются с упорами 19, с предусмотренным зазором е. Нагретый до заданной температуры первый арматурный стержень автоматически подается на приспособления 16 подвесок 12, включаются гидроцилиндры 14 (фиг. 5), которые своими штоками-толкателями 15 продавливают его через ряды деформирующих щариков 17 до фиксации, полученными канавками с роликами 23 упоров 19.
Затем подается сигнал на гидроцилиндры 14, которые устанавливают толкатели 15 (фиг. 5) в исходное положение, после чего на приспособления 16 подается второй нагретый стержень. Затем включаются гидроцилиндры 14, щтоки которых толкателями 15 продавливают стержень через ряды деформирующих шариков 17, фиксируя стержень в роликах 18.
После этого подается сигнал на пневмоцилиндры 22, которые поднимают подвески 12 в верхнее крайнее положение, в.ыводя пальцы 12 из отверстий упоров 19.
Прокатывание поперечных канавок на концах арматурного стержня и установка его на ролики 23 упоров 19 формы-вагонетки 20 производится одновременно с обоих концов. Когда форма-вагонетка будет заармирована необходимым количеством арматурных стержней, производят бетонирование изделия. После окончания технологического процесса в пропарочной камере, полученное изделие извлекают из формы, производят отрезку концов (выпусков) арматурных стержней, которые остаются в упорах 19 формы-вагонетки 20.
Извлечение оставшихся концов из упоров 19 производится вручную или механически при изготовлении следующего изделия, предварительно продавливая их в разгрузочные камеры, размещенные внизу упоров 19 во время укладки следующего арматурного стержня данным образом.
Преимущество предлагаемой установки состоит в том, что полностью исключается процесс изготовления анкерных заготовок, сокращается расход арматурной стали и
трудозатраты при армировании форм-вагонеток.
Формула изобретения
Установка для натяжения арматурных стержней, включающая форму-вагонетку с упорами, самоходную тележку с фермой, отличающаяся тем, что, с целью повышения производительности труда, увеличения срока, службы форм-вагонеток, ферма установлена на тележке при помощи вертикальной оси с возможностью поворота в горизонтальной плоскости и имеет на своих концах расположенные с зазором от формывагонетки подвески, снабженные толкателями и обжимными щариками для фиксации арматуры на форме-вагонетке. Источники информации, принятые во внимание при экспертизе
BvffA
Фиг. 2
ff-ff
Фаг.З
ГО
Ф1/г.4
Г-Г
