ел
СП
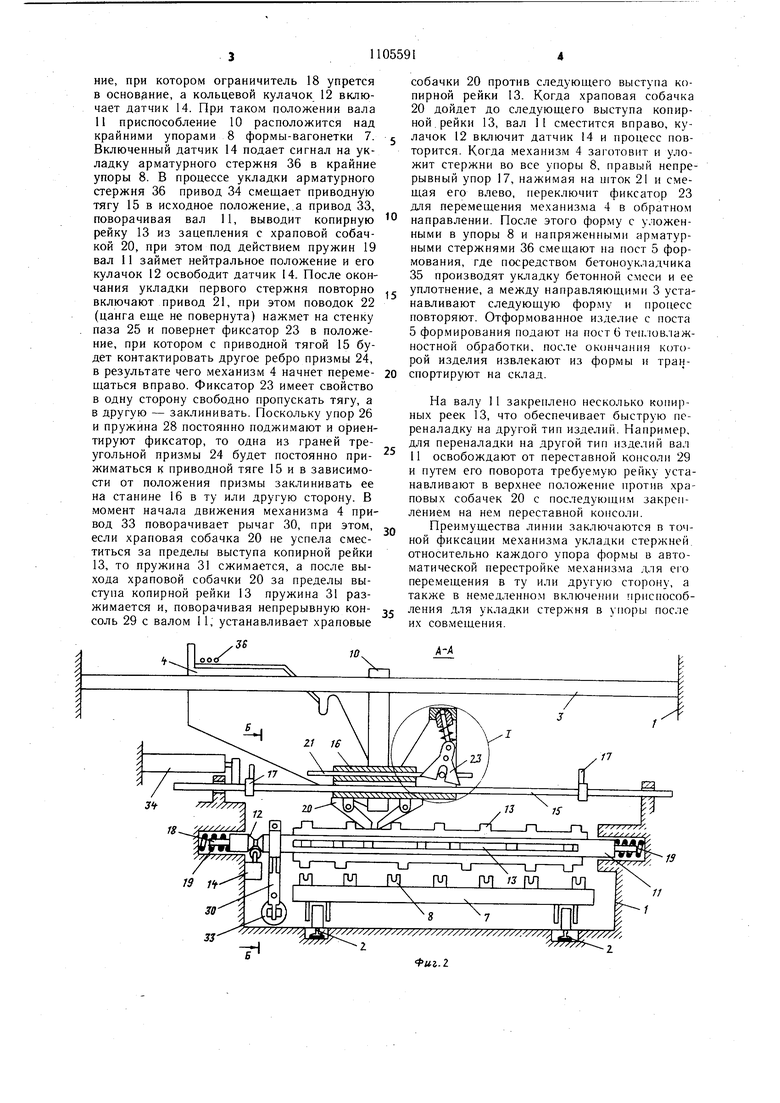
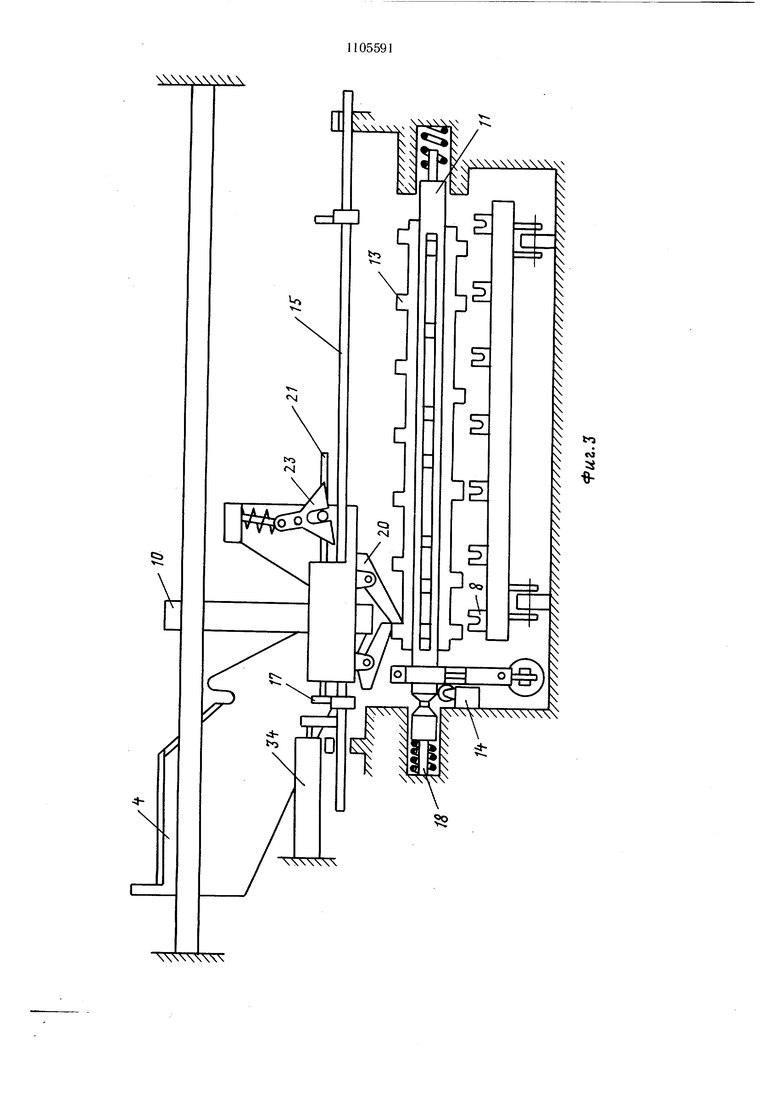
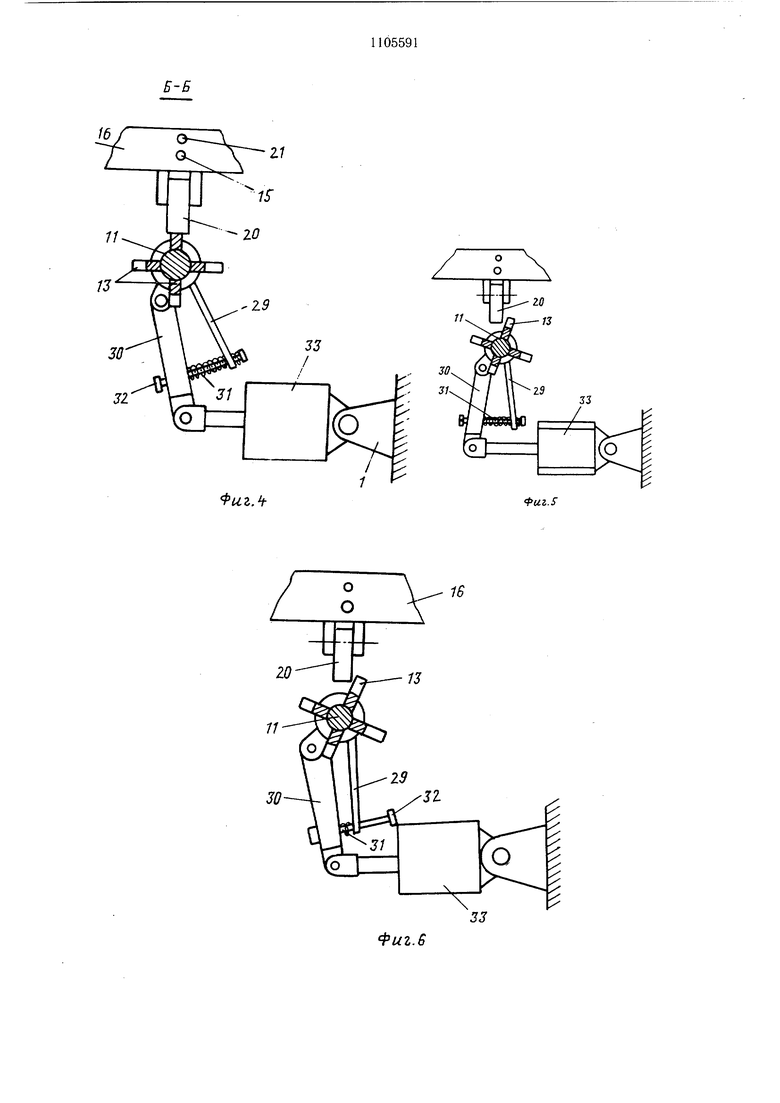
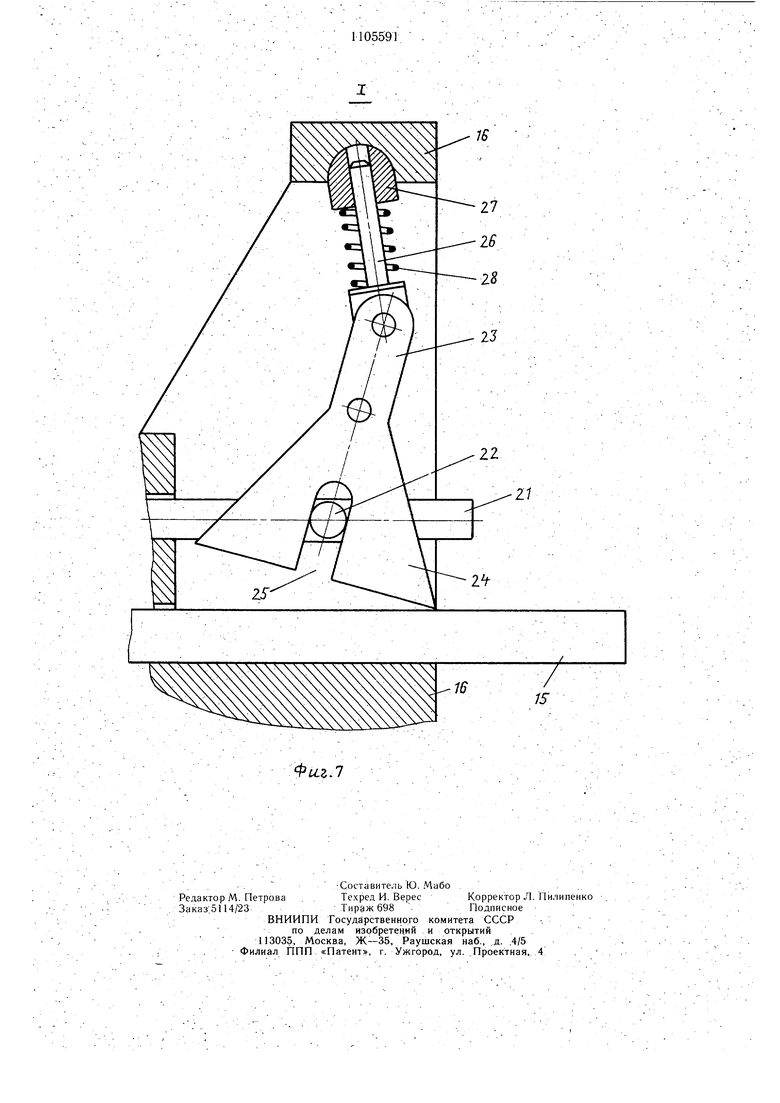
со Изобретение относится к производству строительных изделий, в частности к линиям для изготовления предварительно напряженных железобетонных изделий. Известа линия для изготовления железобетонных изделий, содержащая установленные в технологической последовательности пост заготовки и укладки арматуры в формы, формы-вагонетки и посты формовки и тепловлажностной обработки изделий 1. На этой линии напряженные стержни в формы-вагонетки укладывают вручную, что требует значительного времени и физического труда. Наиболее близкой к предлагаемой является линия для изготовления железобетонных изделий, содержащая установленные на основании формы-вагонетки с упорами для натяжения стержней,, механизм заготовки и укладки стержней в упоры, посты формования и тепловлажностной обработки изделий 2. Положение механизма заготовки и укладки стержней относительно упоров формы контролируют визуально, в результате чего требуется многократно смещать указанный механизм, чтобы установить его рабочие органы для укладки стержней над упорами формы, что снижает производительность. Цель изобретения - повыщение производительности линии. Поставленная цель достигается тем, что линия для изготовления железобетонных изделий, содержащая установленные на основании формы-вагонетки с упорами для натяжения стержней, механизм заготовки и укладки стержней в упоры, посты формования и тепловлажностной обработки изделий, снабжена смонтированными на основании под механизмом заготовки выще уровня расположения уноров форм-вагонеток с возможностью осевого смещения валом с кулачком и копирными рейками, расположенными радиально вдоль вала, датчиком, установленным с возможностью взаимодействия с кулачком, а механизм заготовки и укладки стержней оснащен приводной тягой с переставными упорами и храповыми собачками для поочередного взаимодействия с одной из копирных реек, имеющим поводок штоком, взаимодействующим с одним из упоров приводной тяги, и фиксатором, выполненным в виде треугольной призмы в пазом для размещения поводка. Вал снабжен переставной консолью и щарнирно закрепленным на ней подпружиненным рычагом. На фиг. 1 показана предлагаемая линия, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - конец хода механизма укладки; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - момент вывода копирной рейки из зацепления с собачкой; на фиг. 6 - момент опирания рейки на собачку; на фиг. 7 - узел I на фиг. 2. Линия состоит из установленных на основании 1 рельсов 2, направляющих 3 и расположенных в технологической последовательности механизма 4 заготовки и укладки стержней в упоры, установленного на направляющих 3 с возможностью перемещения перпендикулярно рельсам 2, поста 5 формования и поста 6 тепловлажностной обработки. На рельсах 2 установлены формы-вагонетки 7, имеющие упоры 8 для нагнетания натяжения стержней. Механизм 4 имеет ножницы 9 для мерной резки стержней и приспособление 10 для образования анкерных головок, нагрева стержня и укладки его в упоры 8, а на основании смонтированы вал II с кулачком 12 и копирными рейками 13, расположенными радиально вдоль вала, датчик 14, установленный с возможностью взаимодействия с кулачком, и приводная тяга 15, пропущенная через станину 16 механизма 4 и оснащенная переставными упорами 17. Вал 11 имеет ограничители 18 для ограничения осевого перемещения вала и подпружинен пружинами 19. Механизм 4 снабжен храповыми собачками 20 для поочередного взаимодействия с одной из копирных реек, щтоком 21 с поводком 22, взаимодействующи.м с одним из переставных упоров 17 в конце хода .механизма 4, и фиксатором 23, выполненным в виде треугольной призмы 24 с пазом 25 для размещения поводка 22. Фиксатор 23 имеет упор 26, который посредством сферической втулки 27 и пружины 28 упирается в станину 16 механизма 4. На валу 11 жестко закреплена переставная консоль 29 и щарнирно установлен рычаг 30, который относительно консоли 29 подпружинен пружиной 31, связан с ней связью 32 и связан с приводом 33, закрепленным на основании. На основании также установлен привод 34, который связан с тягой 15. На посту формования установлен подвижный вдоль рельсов 2 бетоноукладчик 35. Армирование производится арматурными стержнями 36. Изготовление изделий производят следующим образом. Одну из форм-вагонеток 7, перемещая по рельсам 2, устанавливают между направляющими 3 и включают механизм 4, который посредством ножниц 9 производит резку мерного стержня 36. Затем мерный стержень подают в приспособления 10, в которых образуют анкерные головки, нагревают его и подготавливают к укладке в упоры 8 формы 7. Одновременно включают привод 34, который начнет перемещать тягу 15. Последняя посредством грани треугольника призмы 24, фиксатора 23 сцепллегся со станиной 16, в результате чего механизм 4 будет перемещаться до тех пор, пока храповая собачка 20 не упрется в копирную рейку 13, при этом вал 11 сместится влево в положение, при котором ограничитель 18 упрется в основание, а кольцевой кулачок 12 включает датчик 14. При таком положении вала 11 приспособление 10 расположится над крайними упорами 8 формы-вагонетки 7. Включенный датчик 14 подает сигнал на укладку арматурного стержня 36 в крайние упоры 8. В процессе укладки арматурного стержня 36 привод 34 смещает приводную тягу 15 в исходное положение, а привод 33, поворачивая вал 11, выводит копирную рейку 13 из зацепления с храповой собачкой 20, при этом под действием пружин 19 вал 11 займет нейтральное положение и его кулачок 12 освободит датчик 14. После окончания укладки первого стержня повторно включают привод 21, при этом поводок 22 (цанга еще не повернута) нажмет на стенку паза 25 и повернет фиксатор 23 в положение, при котором с приводной тягой 15 будет контактировать другое ребро призмы 24, в результате чего механизм 4 начнет перемещаться вправо. Фиксатор 23 имеет свойство в одну сторону свободно пропускать тягу, а в другую - заклинивать. Поскольку упор 26 и пружина 28 постоянно поджимают и ориентируют фиксатор, то одна из граней треугольной призмы 24 будет постоянно прижиматься к приводной тяге 15 и в зависимости от положения призмы заклинивать ее на станине 16 в ту или другую сторону. В момент начала движения механизма 4 привод 33 поворачивает рычаг 30, при этом, если храповая собачка 20 не успела сместиться за пределы выступа копирной рейки 13, то пружина 31 сжимается, а после выхода храповой собачки 20 за пределы выступа копирной рейки 13 пружина 31 разжимается и, поворачивая непрерывную консоль 29 с валом 11, устанавливает храповые собачки 20 против следующего выступа копирной рейки 13. Когда храповая собачка 20 дойдет до следующего выступа копирной. рейки 13, вал 11 сместится вправо, кулачок 12 включит датчик 14 и процесс повторится. Когда механизм 4 заготовит и уложит стержни во все упоры 8, правый непрерывный упор 17, нажимая на шток 21 и смещая его влево, переключит фиксатор 23 для перемещения механизма 4 в обратном направлении. После этого форму с уложенными в упоры 8 и напряженными арматурными стержнями 36 смещают на пост 5 формования, где посредством бетоноукладчика 35 производят укладку бетонной смеси и ее уплотнение, а между направляющими 3 устанавливают следующую форму и процесс повторяют. Отформованное изделие с поста 5 формирования подают на пост 6 теп.ювлажностной обработки, после окончания которой изделия извлекают из формы и транспортируют на склад. На валу 11 закреплено несколько копирных реек 13, что обеспечивает быструю переналадку на другой тип изделий. Например, для переналадки на другой тип изделий вал 11 освобождают от переставной консоли 29 и путем его поворота требуемую рейку устанавливают в верхнее положение против храповых собачек 20 с последующим закреплением на нем переставной консоли. Преимущества линии заключаются в точной фиксации механизма укладки стержней относительно каждого упора формы в автоматической перестройке механизма для его перемещения в ту или другую сторону, а также в немедленном включении фиспособления для укладки стержня в упоры после их совмещения.
t оа 5}
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки керамических камней на сушильные вагонетки | 1983 |
|
SU1133104A1 |
| Устройство для изготовления плоских сеток | 1980 |
|
SU895580A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Пресс для вырубки изделий излиСТОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795648A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU381497A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Автомат-укладчик плит | 1983 |
|
SU1138330A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
1. ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащая установленные на основании формы-вагонетки с упорами для натяжения стержней, механизм заготовки и укладки стержней в упоры, посты формования и теплоБлажностной обработки изделий, отличающаясА тем, что, с целью повышения производительности, она снабжена смонтированными на основании под механизмом заготовки выше уровня расположения упоров форм-вагонеток с возможностью осевого смешения валом с кулачком и копит ными рейками, расположенными радиально вдоль вала, датчиком, установленным с возможностью взаимодействия с кулачком, а механизм заготовки и укладки стержней оснашен приводной тягой с переставными упорами и храповыми собачками для поочередного взаимодействия с одной из копирных реек, имеюш.им поводок штоком, взаимодействующим с одним из упоров приводной тяги, и фиксатором, выполненным в виде треугольной призмы с пазом для размещения поводка. i 2. Линия по п. 1, отличающаяся тем, что вал снабжен переставной консолью и шар(Л нирно закрепленным на ней подпружиненным рычагом.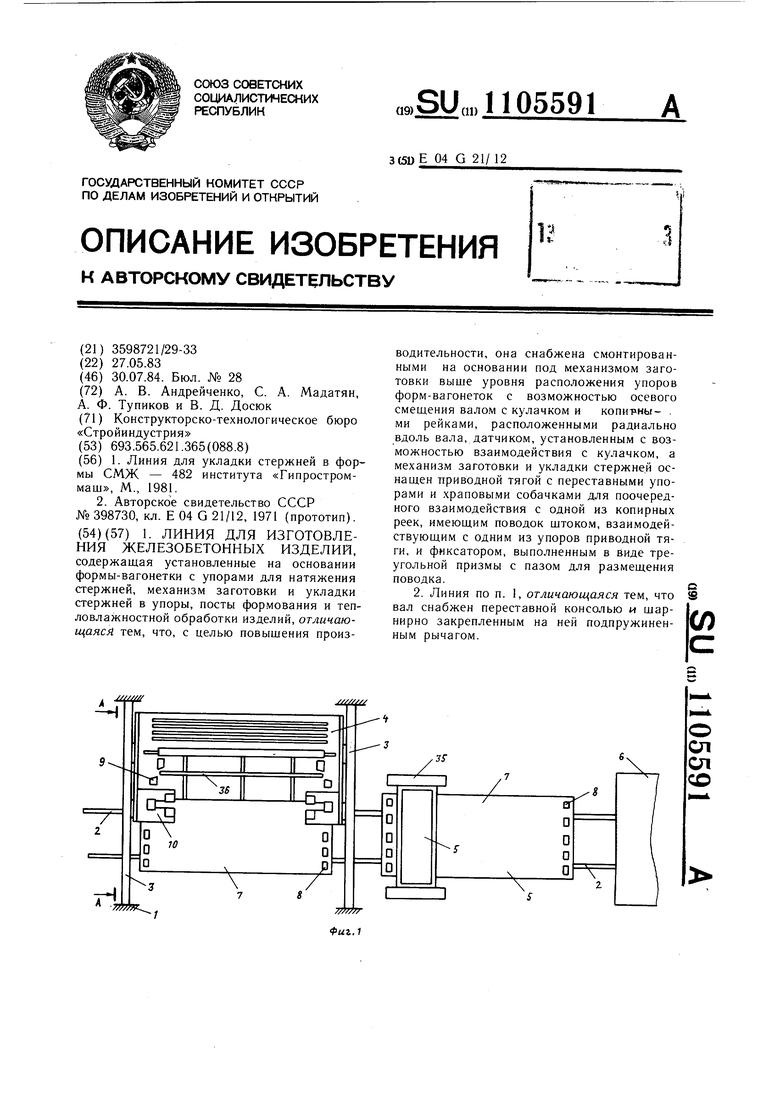
16
Фиг.6
Фиг-7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электромагнитный телеграфный приемник | 1923 |
|
SU482A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 0 |
|
SU398730A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
