(54) УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ
СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Установка для натяжения арматурных стержней | 1980 |
|
SU933910A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| УСТРОЙСТВО для ЭЛЕКТРОТЕРМИЧЕСКОГО НАГРЕВА И УКЛАДКИ АРМАТУРНБ1Х СТЕРЖНЕЙ В УПОРЫ | 1968 |
|
SU217259A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Линия для изготовления железобетонных изделий | 1983 |
|
SU1105591A1 |
| Установка для укладки арматурных стержней с анкерами в упоры формы | 1989 |
|
SU1663149A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1972 |
|
SU359362A1 |
| Устройство для предварительного натяжения арматурных стержней | 1981 |
|
SU1040093A1 |

1
Изобретение относится к устройствам для натяжения арматуры при изготовлении предварительно напряженных железобетонных изделий.
Известно устройство для натяжения арматурных стержней с анкерными приспособлениями, содержащее каретку, форму-вагонетку, с упорами и вилочные захваты, внутри которых установлены подпружиненные втулки, на поверхности которых образовань пазы с наклонными гранями для перемещения анкерных приспособлений арматурных стержней СП .
Недостатком этой установки является невозможность укладки стержней в несколько ярусов.
Наиболее близкой к изобретению является установка для натяжения, арматурных стержней с анкерными приспособлениями, содержащая форму-вагонетку с упорами, нагревательное приспособление, механизм подачи стержней и вилочные захваты 2J.
Недостатком такой установки является малая ее производительность.
Цель изобретения - повышение производительности установки.
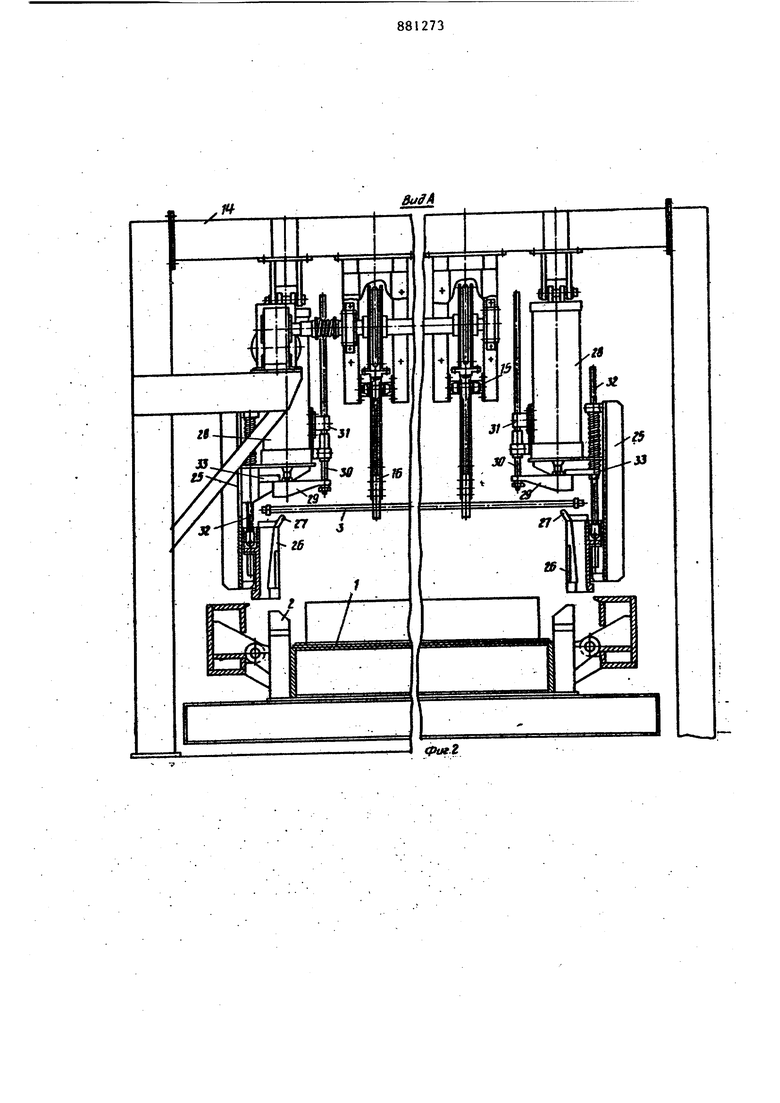
Для этого установка для натяжения арматурных стержней с анкерными приспособлениями, содержащая форму-вагонетку с упорами, нагревательное приспособление, механизм подачи стержней и вилочные захваты, снабжена портальной рамой и подвешенными на ней подвижными клещевыми захватами, а вилочные захваты размещены над упорами формы-вагонетки и шарнирно закреплены на портальной раме, при этом механизм подачи стержней вьшолнен в виде цепного транспорта, соединенного с клещевыми захватами.
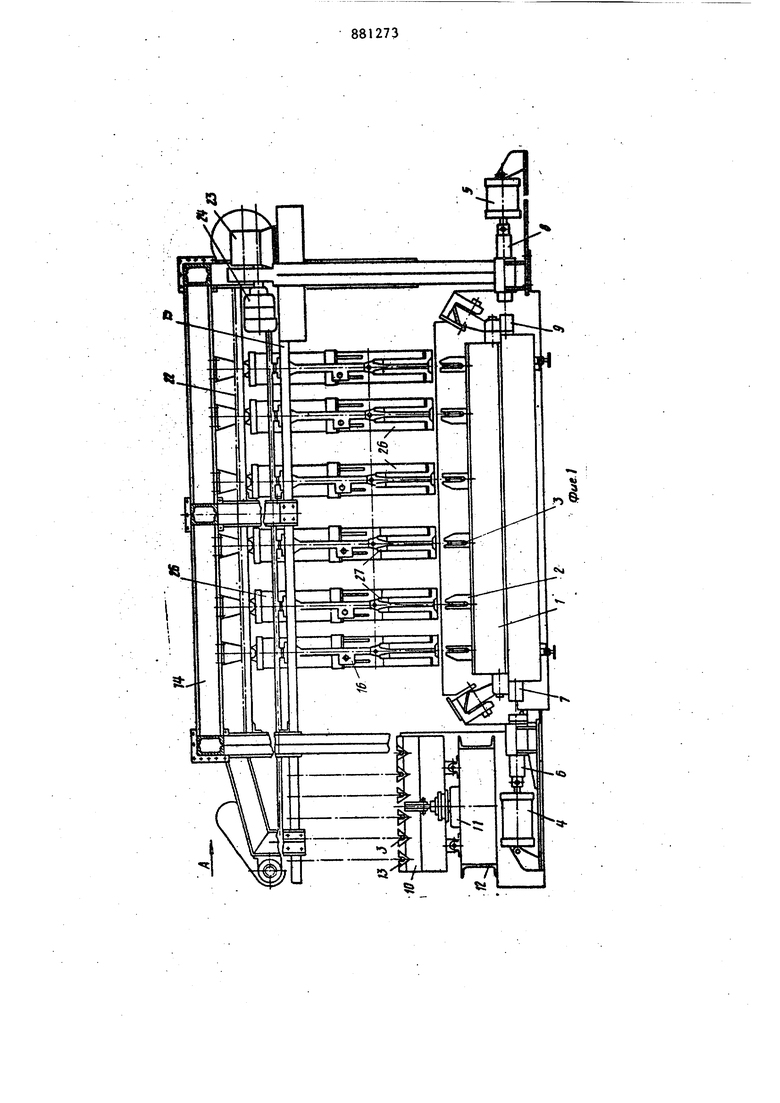
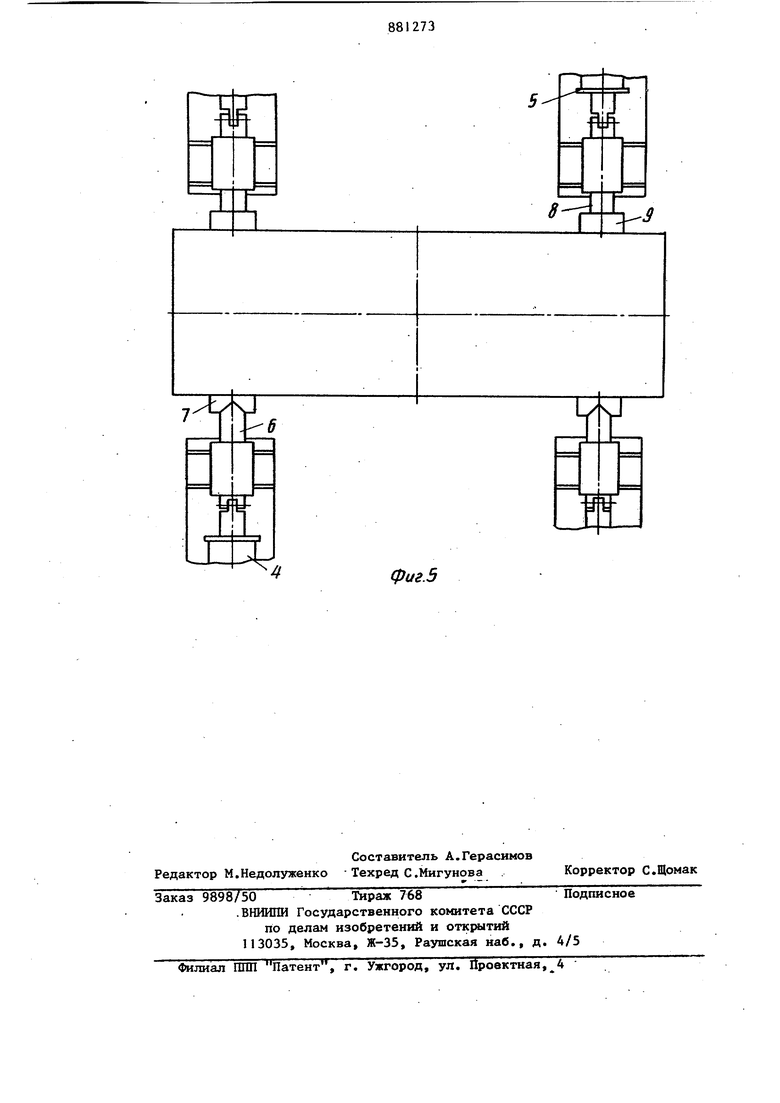
На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А йа фиг. на фиг. 3 - клещевой захват} на фиг.4вид Б на фиг. 3; на фиг. 5 - схема фиксации формы-вагонетки. 3 Установка включает форму вагонетки 1 с упорами 2 для укладки в них арматурных стержней 3 в два яруса. Для обеспечения надежности работы установки предусмотрен фиксирующий механизм формы-вагонетки 1 на посту уклад ки арматурных стержней 3. Он состоит из двух пар пневмоцилиндров 4 и 5, установленных параллельно движущимся формам-вагонеткам по рельсам, С одной стороны установлены пневмоцилиндры 4, на штоках которых закреплены фиксаторы 6 с конусной частью на концах, для ввода их в призмы 7,. с другой стороны - пневмоцилиндры 5, на штоках которых закреплены фиксаторы 8 с плоскими торцами, служащими опорами для упоров 9. Призмы 7 и упоры 9 жестко закреплены на бортах формы-вагонетки I. Между нагреватель ными устройствами арматурных стержне 3 (не показаны) установлена подъемная платформа 10 с пневмоцилиндрами 11, смонтированными на подрамнике 12 Для укладки арматурных стержней 3 Для нагрева на торцах платформы 10 установлены призмы 13. Для монтажа навесного оборудования предназначена портальная рама 14, на которой смонтированы рельсы 15с подвешенными клещевыми захватами 16, снабженными колесами 17. Межд щеками 18 установлены жестко закрепленные призмы 19 и поворотные призмы 20, поджатые фигурными пружинаito 21. Перемещение клещевых захватов 16производится цепньим транспортером 22 через редуктор 23, соединенны через муфту с реверсивным электродви гателем 24. Установка снабжена механизмами 25 для укладки нагретых арматурных стержней 3 в упоры 2 формывагоретки 1. Каждый механизм укладки 25оснащен вилочными- захватами 25, н верхних плоскостях которых установле ны полупризмы 27, предназначенные для приемки и. направления нагретых стержней 3 в пазы вилочных захватов i 26 и дпя последующей укладки их в уп ры 2 формы-вагонетки 1 .с помощью пневмоцилиндров 28, на штоках которы смонтированы толкатели 29, снабженные направляющими штангами 30 с кула ками 31, взаимодействующими с кольце выми выключателями. Вилочные захваты 26подвешены на пружинньк штангах 32 с упорами 33, взаимодействующими с толкателями 29. ,Установка работает следующим образам. После подачи формы-вагонетки 1 на пост укладки нагретых арматурных стержней производится ее фиксация, для чего включаются пневмоцилиндры 5, которые вьщвигают упоры 8, а затем с противоположной стороны включаются пневмоцилиндры 4, вьщвигающие фиксаторы 6 в призмы 7, устанавливая формы-вагонетки 1 с упорами 9 до опорной плоскости фиксаторов 8. Затем в призмы 13 платформы 10 и в нагревательные устройства вручную укладьшаются арматурные стержни 3, подается напряжение и они нагреваются до заданной температуры. В это время с помощью цепного транспортера 22 через редуктор 23, соединенного через муфту с реверсивным электродвигателем 24, производится установка клещевых захватов 16 над арматурными стержнями 3 платформы 10. После нагрева арматурных стержней 3 подается сигнал на включение пневмоцилиндров 11, которые производят подъем платформы 10 для передачи нагретых стержней 3 в призмы клещевых захватов 19 и 20, где они удерживаются с помощью пружин 21. После этого реверс электродвигателя 24 переключается на обратный ход и цепной транспортер 22 устанавливает на пост укладки клещевые захваты 16 с нагретыми арматурными стержнями-3. С помощью специальных фиксаторов (не показаны клещевые .захваты 16 точно устанавливаются над упорами 2 с установленными над ними механизмами укладки стержней 25, после чего подается сигнал на включение пневмоцилиндров 28, которые своими штоками через толкатели 29 продавливают стержни 3, извлекая их из клещевых захватов 16, с установкой в полупризмы 27 вилочных захватов 26. Под действием усилий стержней 3 вилочные захваты 26 опускаются на верхние .плоскости.упоров 2 формы-вагонетки 1. При дальнейшем движении толкателей 29 анкерные головки стержней скользят по наклонным граням захватов 26, создавая механическое натяжение с заданным усилием, воспринимаемым упорами 2 формы-вагонетки 1. После укладки стержней вилочные захваты 26 под действием пружинных штанг 32, а толкатели 29 - пневмоцилиндрами 28 поднимаются до исходного положения. На этом цикл укладки арматурных стержней нижнего яруса заканчивается и производится расфиксация формы-вагонетки 1 пневмоцилиндрами 4 и 5, которая затем направляется на следующий пост укладки арматурных стержней 3 верхнего яруса, где установлена вторая подобная установка. На место первой формы-вагонетки 1 устанавливается следующая. и цикл повторяется. Формула изобретения Ус.тановка для натяжения арматурны стержней с анкерными приспособлениями, содержащая форму-вагонетку с уп рами, нагревательное приспособление, 36 механизм подачи стержней и вилочные захваты, отличающаяся тем, что, с целью повьшения производительности, она снабжена портальной рамой и подвешенными на ней подвижными клещевыми захватами, а вилочные захваты размещены над упорами формы вагонетки и шарнирно закреплены на портальной раме, при этом механизм подачи стержней выполнен в виде цепного транспортера, соединенного с клещевыми захватами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 314873, кл. Е 04 G 21/12, 1969. 2. Авторское свидетельство СССР № 398730, кл. Е 04 G 21/12, 1971. ,
t
«:
Я
Buff б
17
18
18
Id г
19
го
J
и
Фие.З
сриг.Ч
i:/
фиг.5
