1
Изобретение относится к трубопрокатному оборудованию и касается усовершенствования устройства для поперечной внутренней раскатки тонкостенных труб.
Известно устройство для раскатки труб, включающее матрицу с обжимным и калибрующим деформирующими участками по длине ее внутренней поверхности и расположенный в ней с зазором двухрядный внутренний раскатный инструмент, каждый ряд деформирующих роликов которого соответствует участку матрицы.
При использовании такого устройства труба в процессе раскатки находится в сжатом состоянии в пределах упругой деформации, что не дает возможности получить трубы заданного наружного диаметра.
Для того, чтобы уменьшить внутренние напряжения в прокатанном металле и повысить точность труб по наружному диаметру, в предлагаемом устройстве диаметр матрицы иа д.1ине калибруюш,его участка выполнен на 0,1-0,3% больше диаметра ее обжимного участка на выходе.
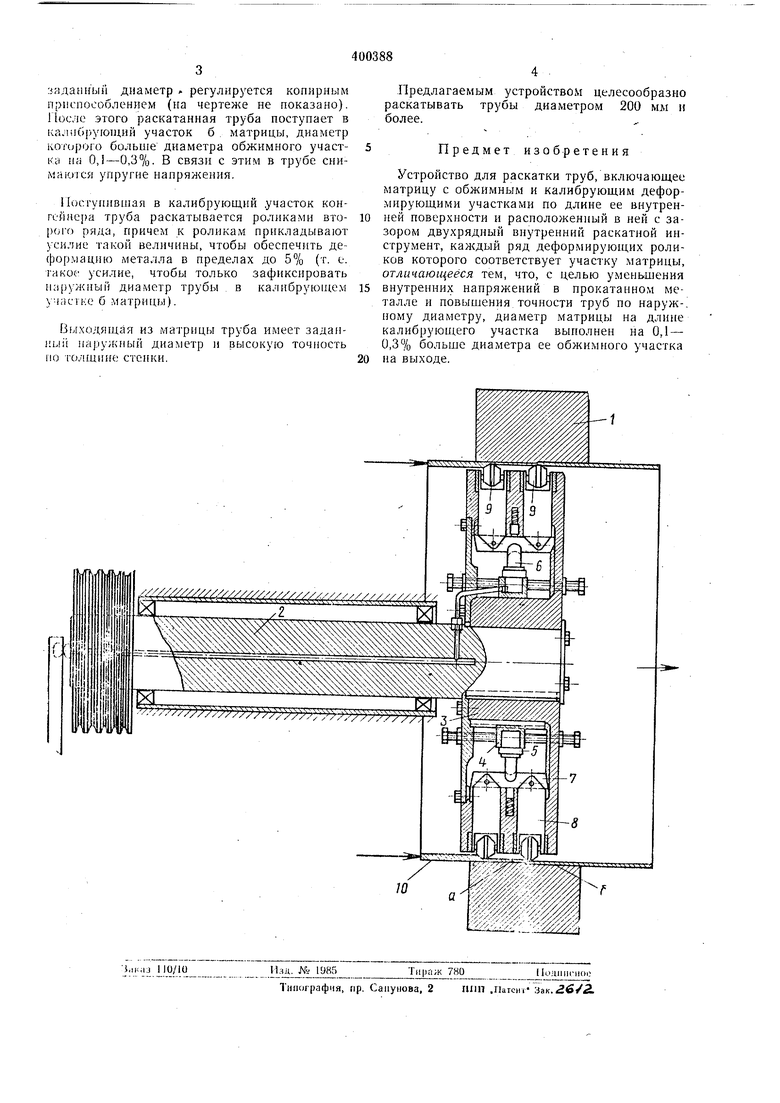
На чертеже представлен общий вид предлагаемого устройства для раскатки труб, продольный разрез.
Устройство содержит двухступенчатую матрицу I с обжимным а и калибрующим б
деформирующими участками по длине се внутренней поверхности и расположенный в ней с зазором внутренний раскатной инструмент. Внутренний раскатной инструмент состоит из установленной на валу 2 раскатной головки 3, имеющей кольцевую обойму 4 и гидроцилиндры 5, связанные через штоки G н коромысла 7 с ползунами ,8, в которых закреплены два ряда деформирующих роликов
9. Один ряд роликов расположен в обжимном участке а матрицы, а второй - в калибрующем участке б, причем диаметр матрицы на длине калибрующего участка выполнен на 0,1-0,3% больше диаметра ее обжимного
участка на выходе.
Устройство работает следующим образом. Раскатываемая; заготовка 10 устанавливается в матрице 1. Раскатывающей двухрядной головке сообщают вращательное с
необходимым числом оборотов и подают рабочее давление жидкости в гидроцилиидры 5. Штоки 6 гидроцилиндров передают усилие через коро.мысла 7 и ползуны 8 деформирующим роликам 9. Матрица с заготовкой можег
быть неподвижной или же вращаться с небольшим числом оборотов. Заготовка 10, заданная в матрицу 1, раскат 1 вается до необходимой толщины стенки одним рядом ролиг ков 9 на обжимном участке а матрицы. Выход деформирующих роликов этого ряда на
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| Способ изготовления крупногабаритных дисков | 2022 |
|
RU2796033C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2301718C2 |
| Способ получения тонкостенных стаканов | 1985 |
|
SU1382556A1 |
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
