1
Из«б|ретеН|Ие отиооигся « иодшипилколой nipoM ышлбнности.
Известны устройства для обработки бОМ|бин1и р101ва«1ной паверхнастл иа роЛИках инструментом, например, совершающиМ осциллирующее ДвижвнИе абразивным бруюкам, устаншлен1Н-Ы|М ои1Ммет1р|И1Ч1Н 0 .от нооительно двух валKOIB с (пе|рек|рещивающ1И1М1И10Я асями.
Предлагаемое ycTipioft CT®o 01ТЛ|Ичает1СЯ от изввст1ных тем, что рабочие валков .вьшолНвны IB 1вийе ореднего щидвндричеокого « двух равных KOHH4e€,KHx участков, представляющих сабой усеченные яконуса, диаметры .больших оснований которых обращены друг к другу и равны диаметру цилиндричеокой части, пря Этом концах р,аб|ачей части валашв предуlOMOTipeHbi цил1И1НД1р;и че10К1ие уча1ст(ки, (Котарых равен меньшему основанию у|СечеНного кОнуса.
Это обеспечивает ушрощенме изготовления у/ст)рой)СТ1В:а.
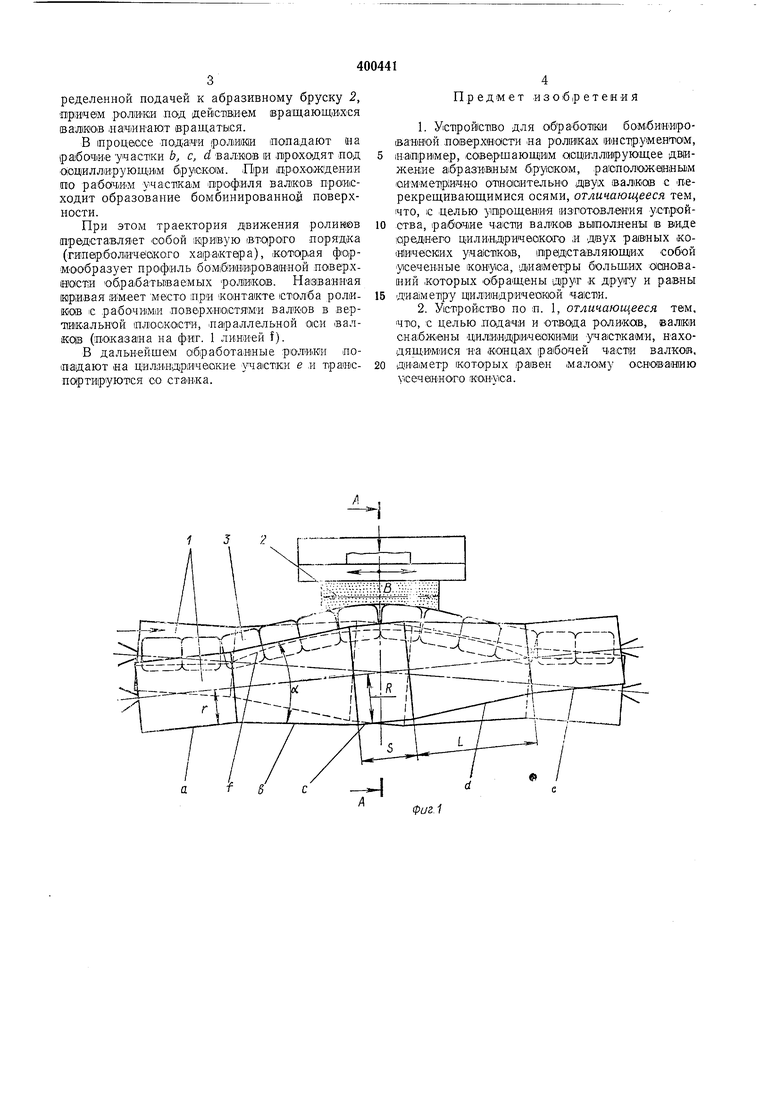
На фиг. 1 изображено предлагаемое устройоттво, общий внд; «а фйг. 2 - разрез по .4-Л на фиг. 1.
У1СТ1рой|СТ1во состоит ,из двух вал.ков L перекрещивающихся под углом I-3°, и абрааиеного бруска 2, имеющего длину В, равную 2,7-3 длины обрабатываемого ролика, и рас1Положен:.ного си1ммет|р1ич. относки т ел ыно .neipeкрещиваюплихся валков.
Каждый валок состоит .из пяти участков - трех участков Ь, с, d, создающих рабочий профиль валка, и двух вспомогательных (транспортирующих) участков а, е.
Средний цидиндричеоюий зчасток с, имеющий длину 5, 1,2-1,5 длины обрабатываемого ролика, переходит в два ко;ническ их участка Ь, d длииой Z, равной 3-3,5 дли1НЫ ролагка, 1шеющ;их пр1И вершине угол а, который выраж.ается отношением
, 4/
tgф-т
а arc
где а - угол «оиуса;
h -величина бомбины ро.тика на сторону; / - длина ролика; г - радиус меньшего основания конуса; R - радиус большего основания конуса; Ф -коэффициент, зависящий от канструктивных особенностей бом бинированного ролика; Я - размер установки роллков ла валках.
Цилиндрические участки а, е валков предназначены для подачи роликов в зону обработки и отвода из зоны.
Цилиндрические ролЛКи 3 ,из заПрузочно1ГО
устройства попадают на Ц|ИЛ1И«Д|р1Ичеокие участки с валков /, которые перемещают их с олределенной подачей к абразивному бруску 2,
причем рОЛ1 ки под дейсишем вращаюЩ|ИХ€я 1вал1ИО В начинают вращаться.
В шроцйосе подали (рол1И1Ш оопадают на ipai6o4 e участки Ь, с, d валмов и лробходят под осциллирующим 6,pyiCKOiM. illip.H прохождении по рабочим учасика |П р1оф;иля вал1ков npiOHcходит образование бомбинированно поверхности.
При этом траектория движения роливев представляет собой |К1ри1вую второго порядка (гипер:боличбС|Кого xaipaiKTeipa), жотарля фюрмообразует прО|ф|иль бом15и1НИ1р Ова1нной поверхеюсти обра батьгоаемых роликов. На131ва:нная кривая место при жоптакте 1стол ба роликав 1C рабочи1М1И поверхн101Стя1Ми валков в верпик.альной пл о-ок10€Ти, параллельной 01си валЕ0|в (показана на фиг. 1 линией ).
В дальнейшем обработанные рОЛИКи поиадают «а цйл;и-н;др1ичвокие N iaiCTKH е ,и траиспартируются со станка.
Предмет изобретения
1.Уст1рой1с11во для обработки бомбинмрованвой паверхиасти «а роликах инструментам,
например, сове рШающ И1м аоциллирующее движение ai6pa3BBiHbiM 6ipyiaKOM, раюположенным оиммет1р1ично опноюительно двух ал1К01В с перекрещивающимися осями, отличающееся тем, что, 1C .целью упрощенИЯ изтотовл ения устройства, ра1б ОЧ1ие валков вьш-алнены в виде юреднего цили1ндричеако(го и двух ра(вных ко|Н1ическ их участков, пре1Д1Ставляющих собой усеченные KOHyica, Д|иа1мет ры большигх -асиований которых обращены друг к другу и
ди.а1мет|ру ц ил1И1Ндричеакю1Й ч.а1ста.
2.Устройство по п. 1, отличающееся тем, что, с целью подачи и отвода роликов, валки сна.бЖШы щилИ|Н|Д|ричеаюи;ми участками, находящ.и М1Ися на концах рабочей валков,
ди1а1метр iKOTOpbix равен малому осн-оваиию Сечвнного KOHWca.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфиниширования | 1979 |
|
SU1057250A1 |
| Устройство для суперфиниширования | 1989 |
|
SU1673413A2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| Способ непрерывного суперфиниширования шариков и устройство для его осуществления | 1988 |
|
SU1572793A1 |
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Инструмент для отделочной обработки выпуклых криволинейных поверхностей | 1986 |
|
SU1386440A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| Электронно-оптический преобразователь | 1986 |
|
SU1535263A1 |
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |

1 J 2
Фиг. 2
