Изобретение относится к станкостроению для подшипниковой промышленности и .может быть использовано в бесцентровых суперфинишных станках для последовательного суперфиниширования на одном станке цилиндрической и бомбинированной поверхностей роликов подшипников качения при обработке бомбинированной поверхности на всей длине, цилиндрического ролика или на краях (модифицированный контакт ),,
Известны устройства, содержащие два валка со скрещивающимися осями и с сопрягаемыми криволинейными рабочими участками, над каждым из которых размещен абразивный инструмент ti 3..
Недостатком извес,тных .устройств является низкая точность при обраЪотке цилиндрической и бомбинированной поверхностей роликов.
Цель изобретения - повышение точности при рбработке -цилиндрической и бомбинированной поверхностей,
Указанная цель достигается тем, что на валках выполнены два рабочих участка, один из которых вогиутой фор1У1Ы, а второй - выпуклой., с общей нормалью в точке сопряжения,
Кроме того,- валки снабжены третьим рабочим участком В9гну.той формьа.
На фиг.-1 изображено устрЫ1е тво для обработки бомбинированных рряи ков, общий вид,-- на фиг. 2 - устройство для обработки роликов с моди|фицированным контактом, общий вид; на фиг. 3 - бомбинированный ролик .на фиг. 4 - ролик-с бомбинирова нными участками на скосах (модифициропанный контакт ).
Устройство состоит из двух валков 1, перекрещивающихся пол углом 1-2 и абразивных брусков 2, количество которых (5-8 шт.) зависит от вида обрабатываемого ролика.
Каждый валок состоит из участка Ct, для обработки цилиндрической поверхности ролика (фиг, 1,, 2Г участка S для обработки бомбинированной поверхности ролика (фиг.-1, 2); участка 6 для обработки . цилиндрической поверхности ролика (фиг.2).
Устройство работает следуюищм образоМ.
Цилиндрические ролики 3 из загрузочного устройства попадают на .участки а с вогнутой криволинейной образующей валков 1, приводятся валками во вращение и перемещаются по прямолинейной траектории под осциллируквдими абразивными брусками, при этом происходит предвари-, тельное суперфиниширование цилиндрической поверхности.
В процессе перемещения ролики попадают на участки S с выпуклой криволинейной образующей и перемещаются по дуге окружности под осциллирующими брусками, обеспечивая формирование бомбинированной поверхности на всей длине ролика (фиг.3 ) или только на краях (фиг. 4) в зависимости от настройки станка.
При дальнейшем перемещении рО|Лик с бомбинированной поверхностью транспортируется со станка (фиг./.
Ролик с бомбинированными участками на краях попадает на участок & валков (фиг;. 21 с вогнутой криволинейной образунлцей и при проходе под осциллирующими брусками по прямолинейной траектории осуществляется окончательное суперфиниширование цилиндрического участка ролика.
Повшпение точности при обработке роликов с применением предлагаемого устройства достигается посредством последовательного прохода роликов на различных участках валков без смены порядка, прохода отдельных роликов, что иеизбежно при передаче роликов со станка на станок и связано с по.вышением стабильности процесса обработки. Повышение точности, качества и производительности связано также с уменьшением числа запусков партии роликов из бункера на станок и сбросов роликов со станка в емкость, сокращением количества станков, участвующих в обработке, уменьшением времени на переналадку, загрузку и выгрузку роликов.
Таким образом предлагаемое изобретение позволяет повысить точность при обработке цилиндрической и бомбинированиой поверхностей роликов.
а
-CL, , n n n
n
л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфиниширования | 1989 |
|
SU1673413A2 |
| Способ формообразования роликов с выпуклой образующей | 2023 |
|
RU2811968C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| Способ суперфиниширования беговых до-РОжЕК пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837773A1 |
| Станок для суперфиниширования наружной цилиндрической поверхности | 1984 |
|
SU1196237A1 |
| Станок для суперфиниширования наружной цилиндрической поверхности | 1979 |
|
SU965739A1 |
| Станок для суперфиниширования | 1986 |
|
SU1313670A1 |
| ВАЛКИ БЕСЦЕНТРОВЫХ СУПЕРФИНИШНЫХ СТАНКОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2212994C2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |

1. УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ, содержащее два валка со скрещивающимися осями и с сопряженными кри1волинейными рабочими участками, над каждым из которых размещён, абразивный инструмент, о тличающееся тем, что, с целью повышения точности при обработке цилиндрической и бомбинированной поверхностей роликов, на валках выполнены два рабочих участка, один из которых вогнутой формы, а другой - выпуклой с общей нормалью в точке сопряжения. 2. Устройство по п. 1, отличающееся тем, что, с целью обработки цилиндрической и бомбинированной поверхностей на краях роликов, валки снабжены третьим рабочим уч ас тком вогнутой фориы. О1 ю СП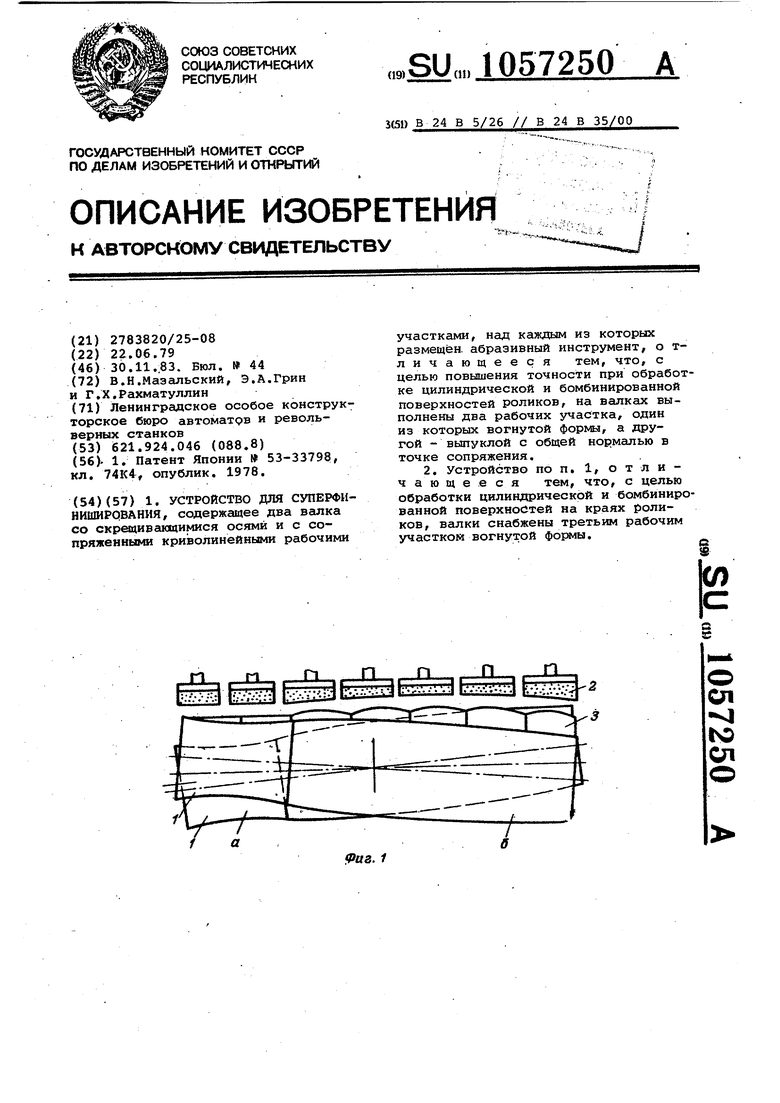
/
}
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
