Фиг1
Изобретение относится к станкостроению для подшипниковой промышленности и может быть использовано в бесцентрово- суперфинишных станках для последовательного суперфиниширования на одном станке цилиндрической поверхности и бомбинированной на краях роликов подшипников качения (т.н. модифицированный контакт).
Цель изобретения - повышение качества при обработке роликов с модифицированным контактом за счет установления соотношения длин и величин кривизны частей выпуклого участка.
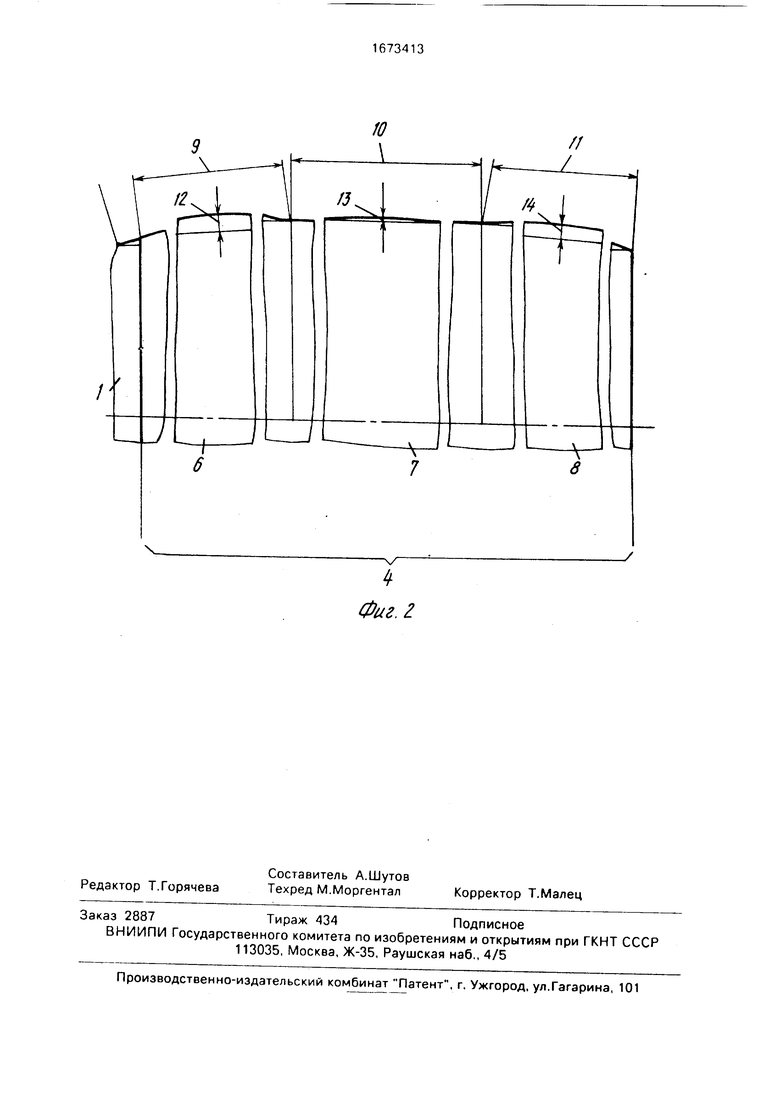
На фиг.1 изображено предлагаемое устройство; на фиг 2 - участок валка выпуклой формы, части которого выполнены с различной кривизной.
Устройство содержит два валка 1, перекрещивающихся под углом 1-2°. и абразивные бруски 2, количество которых (пять-восемь штук) зависит от вида обрабатываемого ролика. Каждый валок 1 имеет участок 3 вогнутой формы для обработки цилиндрической поверхности и участок 4 выпуклой формы для обработки бомбиниро- ванных поверхностей по краям ролика 5. Участки 3 и 4 имеют общую нормаль в точке сопряжения. Участок 4 содержит три части 6-8, кривизна и длина которых различна. Величины 9-11 хорд выпуклых криволинейных образующих частей 6-8 (см. фиг.2) связаны соотношением 1:(2,8...3,2):1. Величины 12-14 стрелок частей 6-8 связаны соотношением 1:(0,15...0.25):1. Т.е., если кривизну выразить в качестве отношения величины стрелки криволинейной образующей к ее хорде соответствующею участка и если принять за единицу кривизны отношение величины стрелки и дпин хорды части 6, то отношение величин кривизны частей 6-8 выглядит следующим образом: 1.(0,05...0,09):1.
Нижний предел относительного размера хорды криволинейной образующей части 7 обусловлен тем, что при меньших предельного значениях имеет место т.н. разнофон- ность, те. величины шероховатости поверхностей бомбинированных участков ролика с различной кривизной различаются более чем на один класс, что недопустимо. Верхний предел того же параметра обусловлен тем, что при больших предельного значениях происходит неопределенный рост габаритов устройства без улучшения параметров роликов по качеству, Нижний предел значений величины стрелки криволинейной образующей участка 7 обусловлен
тем, что при меньших предельного значениях не достигается стабильного соотношения диаметров ролика в центре и по краям, требуемого конструкторским чертежом. При
больших верхнего предела значениях того же параметра нарушается стабильность в получении плавного сопряжения цилиндрической части и бомбинированных участков ролика.
Устройство работает следующим образом.
Цилиндрические ролики 5 из загрузочного устройства попадают на рабочие участки 3 с вогнутой образующей валков 1, приводятся валками 1 во вращение и перемещаются по прямолинейной траектории под осциллирующими абразивными брусками 2, при этом происходит суперфиниширование цилиндрической поверхности по всей длине
ролика 5.
В процессе перемещения ролики 5 попадают на рабочие участки 4 с выпуклыми криволинейными образующими валков 1, состоящие из трех частей 6-8 с различной
кривизной криволинейных образующих. На частях 6 рабочих участков 4 осуществляют суперфиниширование бомбинированной поверхности ролика с большей кривизной, непосредственно примыкающей к переднему (по ходу движения) краю ролика 5. На частях 7 рабочих участков 4 осуществляют суперфиниширование бомбинированных поверхностей меньшей кривизны, непосредственно примыкающих к цилиндрической поверхности ролика 5, сначала с одной, затем с другой стороны от последней. На частях 8 рабочих участков 4 осуществляют суперфиниширование заднего (по ходу движения) края ролика 5. образуется бомбинированием поверхности с большей кривизной, непосредственно примыкающая к краю ролика.
При дальнейшем перемещении ролик с полученными по краям бомбинированными
поверхностями (модифицированный контакт) транспортируется со станка, Формула изобретения Устройство для суперфиниширования по авт.св. N 1057250, отличающееся
тем, что, с целью повышения качества при обработке роликов с модифицированным контактом, рабочие участки выпуклой формы валков выполнены из трех частей с различной кривизной и длиной, величины хорд
криволинейных образующих которых связаны соотношением 1:(2,8,..3,2):1, а величины стрелок- 1:(0,15...0,25):1.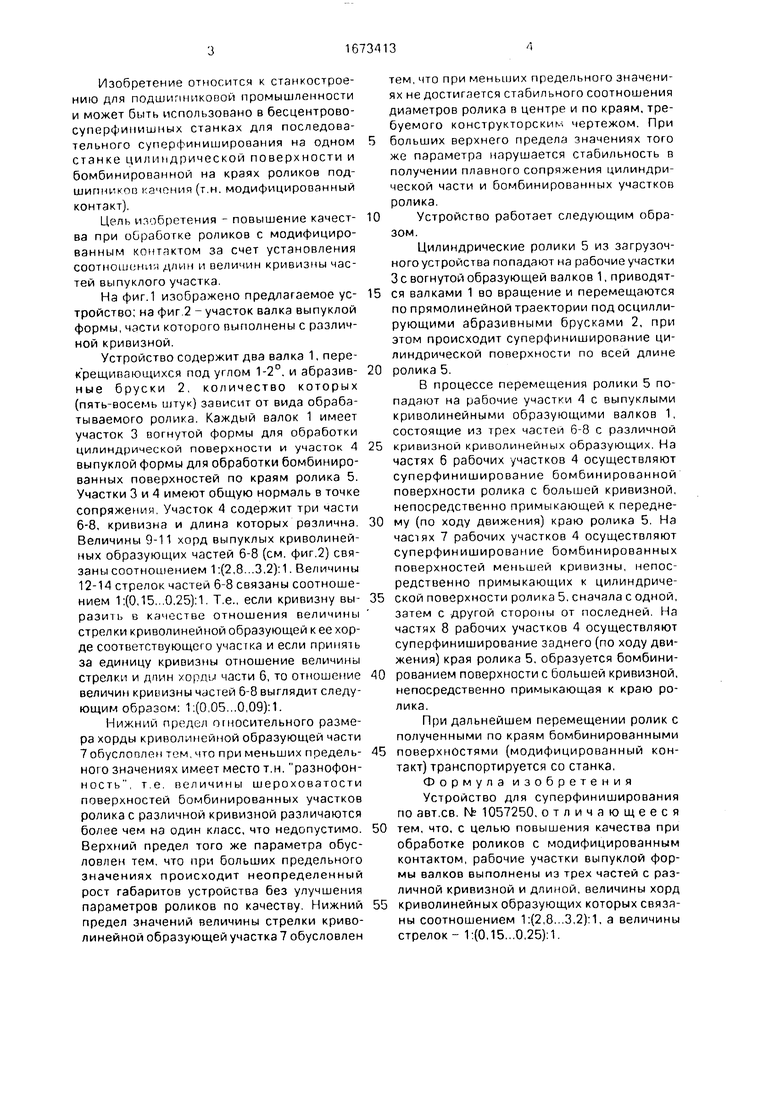
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфиниширования | 1979 |
|
SU1057250A1 |
| Способ формообразования роликов с выпуклой образующей | 2023 |
|
RU2811968C1 |
| Устройство для бесцентрового суперфиниширования конических бомбинированных роликов | 1972 |
|
SU621554A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| Способ суперфиниширования беговых до-РОжЕК пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837773A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| Способ суперфиниширования цилиндрических поверхностей | 1986 |
|
SU1516324A1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
Изобретение относится к станкостроению для подшипниковой промышленности и может быть использовано в бесцентровосуперфинишных станках для последовательного суперфиниширования на одном станке цилиндрической поверхности и бомбинированной на краях роликов подшипников качения. Цель изобретения - повышение качества при обработке роликов с модифицированным контактом за счет установления соотношения длин и величин кривизны частей выпуклого участка. Устройство содержит два валка 1, перекрещивающихся под углом 1 - 2°, и абразивные бруски 2. Каждый валок 1 имеет участок 3 вогнутой формы для обработки цилиндрической поверхности и участок 4 выпуклой формы для обработки бомбинированных поверхностей по краям ролика 5. Рабочие участки выпуклой формы выполнены из трех частей 6 - 8 с различной кривизной и длиной, хорды криволинейных образующих которых связаны соотношением 1:(2,8 ... 3,2):1, а стрелки 1:(0,15 ... 0,25):1. Цилиндрические ролики 5 из загрузочного устройства попадают на рабочие участки 3 с вогнутой образующей валков 1, приводятся валками во вращение и перемещаются по прямолинейной траектории под осциллирующими абразивными брусками 2. Затем ролики попадают на рабочие участки 4, состоящие из трех частей 6, 7, 8 с различной кривизной криволинейных образующих. Дальше ролик транспортируется со станка. 2 ил.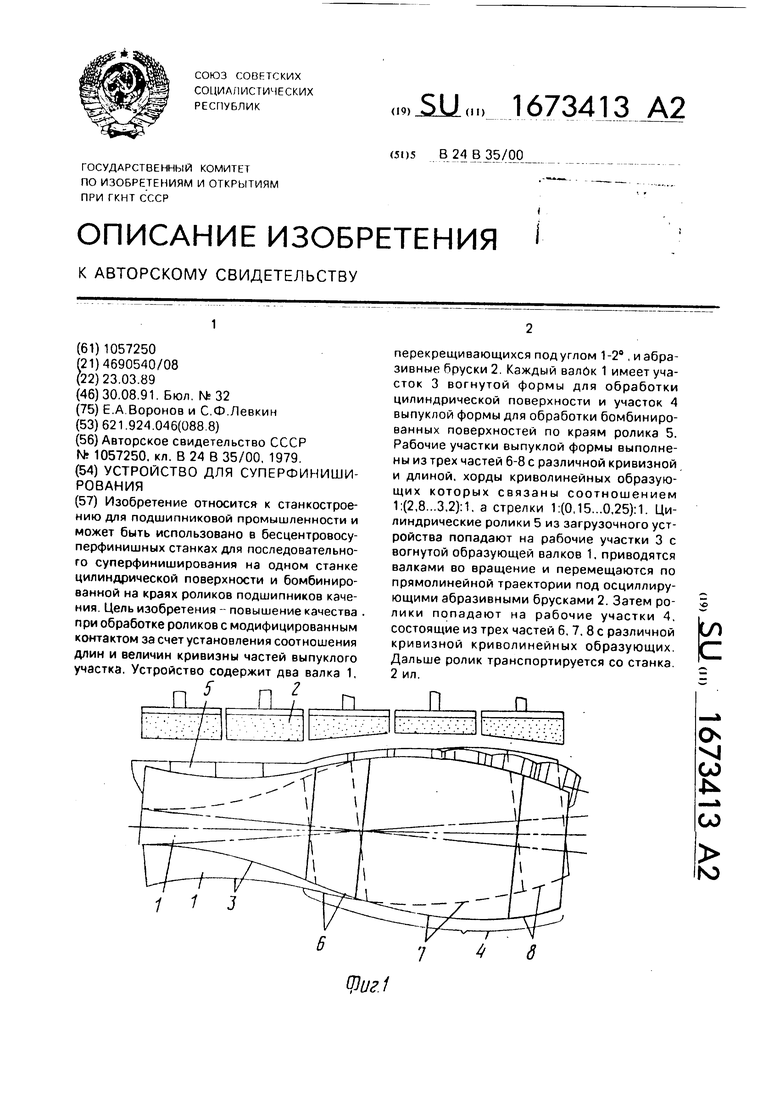
| Устройство для суперфиниширования | 1979 |
|
SU1057250A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
