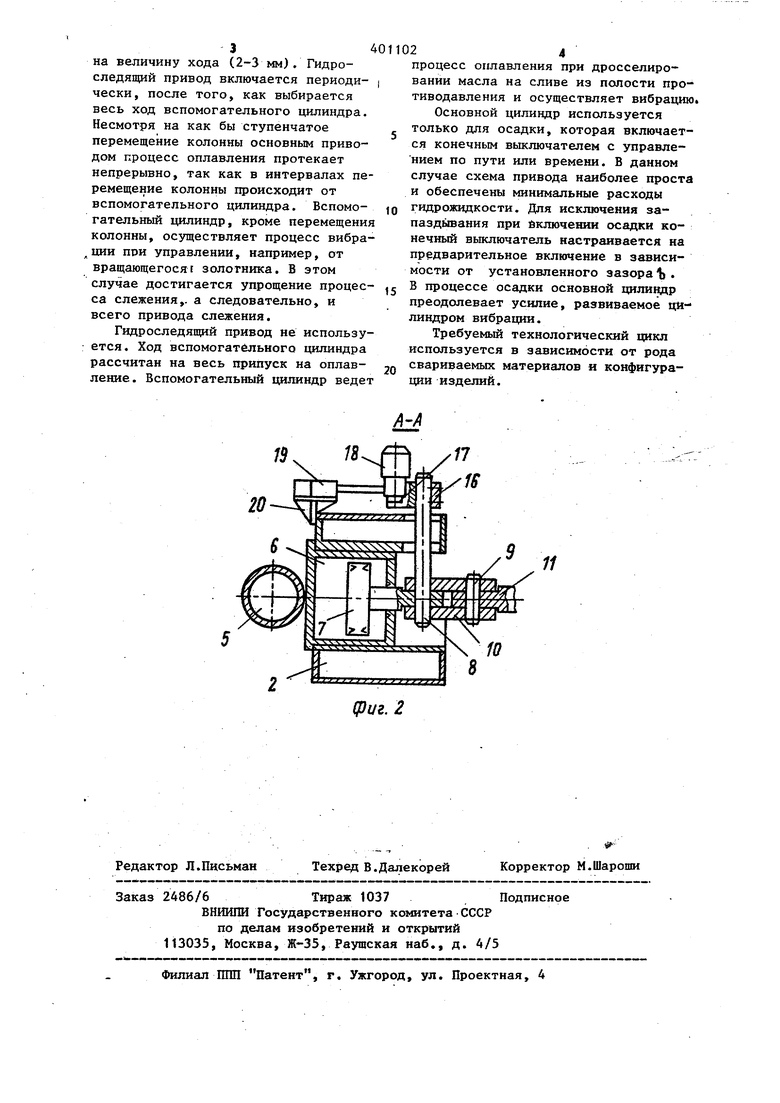
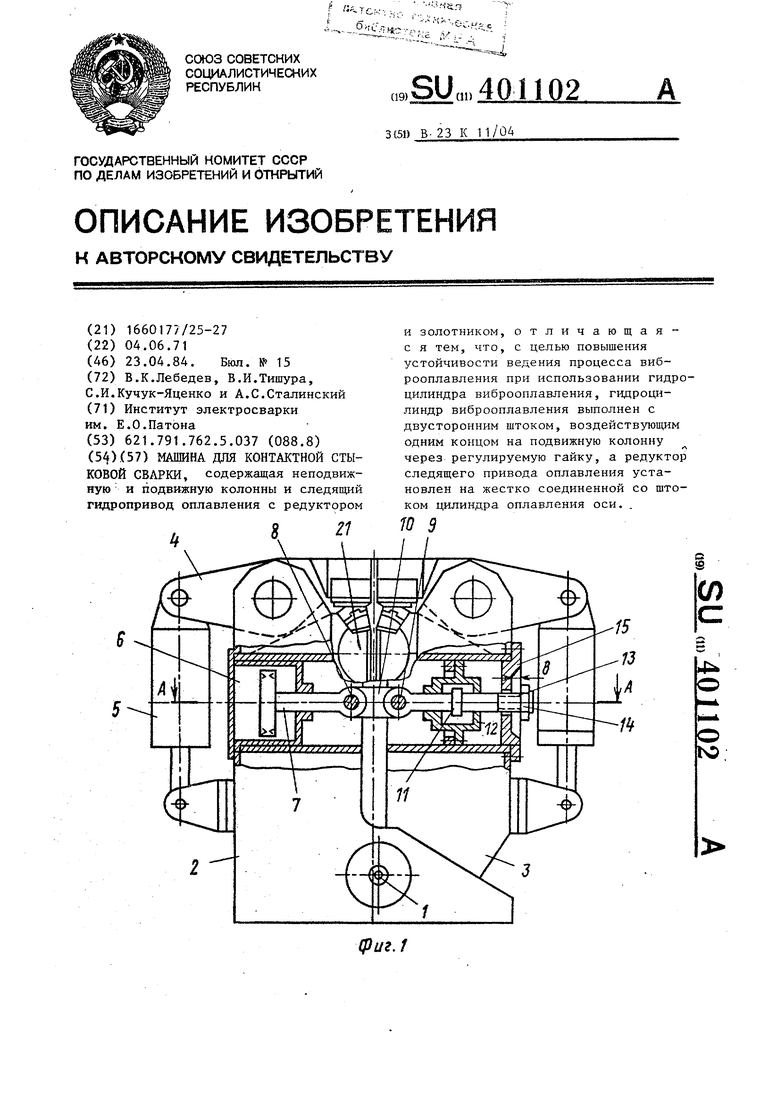
1 , Изобретение относится к области сварки. Известны машины для контактной стыковой сварки, содержащие неподви ную и подвижную колонны и следящий гидропривод оплавления. Однако эти машины не дают возмож ности вести устойчивый процесс вибр оплавления. Для повышения устойчивости ведеНИН процесса виброоплавления при использовании : гидроцилиндра виброоплавления в предлагаемой машине этот гидроцилиндр вьтолнен с двусто ронним штокфм, воздействующим одним концом на подвижную колонну через регулируемую гайку, а редуктор следящего привода оплавления установле на жестко соединенной со штоком цилиндра оплавления оси. На фиг. 1 показана предлагаемая машина, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Машина содержит шарнирно через ось 1 соединенные между собой неподвижную 2 и подвижную 3 колонны, ка дая из которых нес«т рычажные механизмы 4 зажатия с приводом от качаю щихся гидроцилиндров 5. В неподвижной колонне жестко закреплен цилиндр 6 оплавления и осад ки, шток 7 которого двойным шарниро . (оси 8 и 9 и серьга 10) соединен со штоком 11 вспомогательного цилиндра корпус 12 которого жестко соединен с подвижной колонной 3. На резьбово конце 13 штока расположена регулиру мая гайка 14, устанавливаемая с за-зором Ъ по отношению к крышке 15, жестко соединенной с подвижной лонной и передающей на последнюю ус лие осадки. Ось 8 удлинена и выведена за пре делы колонны 1 через специальный па На оси хомутом 16 жестко закреплен кронштейн 17, несущий редуктор 18, винт .КОТОРОГО контактирует со штоком следящего золотника 19, установ ленного на кронштейне 20, в свою очередь прикрепленном к неподвижной колонне. Свариваемые изделия (на фигурах не показаны) устанавливаютс на сменных упорах 21, именшщх токоведущие вкладьшш. Привод оплавления и осадки работ ет следующим образом. Перемещение поршня со штоком 7 основного цилиндра сообщается штоку 22 11 вспомогательного цилиндра, в обеих полостях которого находится гидрожидкость под заданным давлением. Корпус ,12 цилиндра жестко соединен с подвижной колонной и ему таким образом сообщается перемещение от основного цилиндра, управляемого гидроследящим приводом. При попеременной подаче в полости вспомогательного цилиндра порций масла от вращающегося золотника, корпус 12 цилиндра, а следовательно, и подвижная колонна независимо от основного перемещения получают возвратно-поступательные (колебательные) перемещения с заданной амплитудой - осуществляется процесс импульсного оплавления. Поскольку при этом штоки 7 колебаний не получают (колеблется только корпус 12 цилиндра), то закрепленному на оси 8 редуктору следящего золотника колебания также не передаются и процесс слежения протекает обычным образом. После оплавления производится осадка при упоре гайки 14 в крьш1ку 15 (выбирается регулируемьй зазор Ъ). Осадка может производиться, при упоре поршня штока 11 в корпус 12 цилиндра, однако в этом случае последний должен быть рассчитан на восприятие полного усилия осадки. Для исключения проворачивания штоков под действием веса редуктора, что может привести к заеданию при движении оси 8 в пазу неподвижной колбнны, в систему вводится устройство, например шпоночное соединение, препятствующее повороту. Ось 8 жестко соединяется со штоком 7, а шарнирное соединение обеспечивается )M серег 10 на осях 8 и 9. Предлагаемая схема включения приводов расширяет технологические возможности машины, позволяя вести сварку по следукяцим техническим циклам. Гидроследящий привод, управляющий основным цилиндром, ведет процесс непрерывного оплавления на всю величину припуска, а вспомогательный цилиндр осуществляет только вибрацию (ход вспомогательного цилиндра соответствует заданной амплитуде). Ход вспомогательного цилиндра превдаает заданную амплитуду. Масло из одной полости этого цилиндра :дросселируется на слив и подвижной колонне под действием вспомогате рь-, ного цилиндра сообщается перемещение
на величину хода (2-3 мм). Гидроследящий привод включается периодически, после того, как выбирается весь ход вспомогательного цилиндра. Несмотря на как бы ступенчатое перемещение колонны основным приводом процесс оплавления протекает непрерывно, так как в интервалах перемещение колонны происходит от вспомогательного цилиндра. Вспомогательный цилиндр, кроме перемещения колонны, осуществляет процесс вибра,ПИИ при управлении, например, от вращающегося г золотника. В этом случае достигается упрощение процесса слежения,, а следовательно, и всего привода слежения.
Гидроследящий привод не используется. Ход вспомогательного цилиндра рассчитан на весь припуск на оплавление. Вспомогательный цилиндр ведет
процесс оплавления при дросселировании масла на сливе из полости противодавления и осуществляет вибрацию
Основной цилиндр используется только для осадки, которая включается конечным выключателем с управлением по пути или времени. В данном случае схема привода наиболее проста и обеспечены минимальные расходы гидрожидкости. Для исключения запаздывания при включении осадки конечный выключатель настраивается на предварительное включение в зависимости от установленного зазора 1) . В процессе осадки основной цилиндр преодолевает усилие, развиваемое цилиндром вибрации.
Требуемый технологический цикл используется в зависимости от рода свариваемых материалов и конфигурации изделий.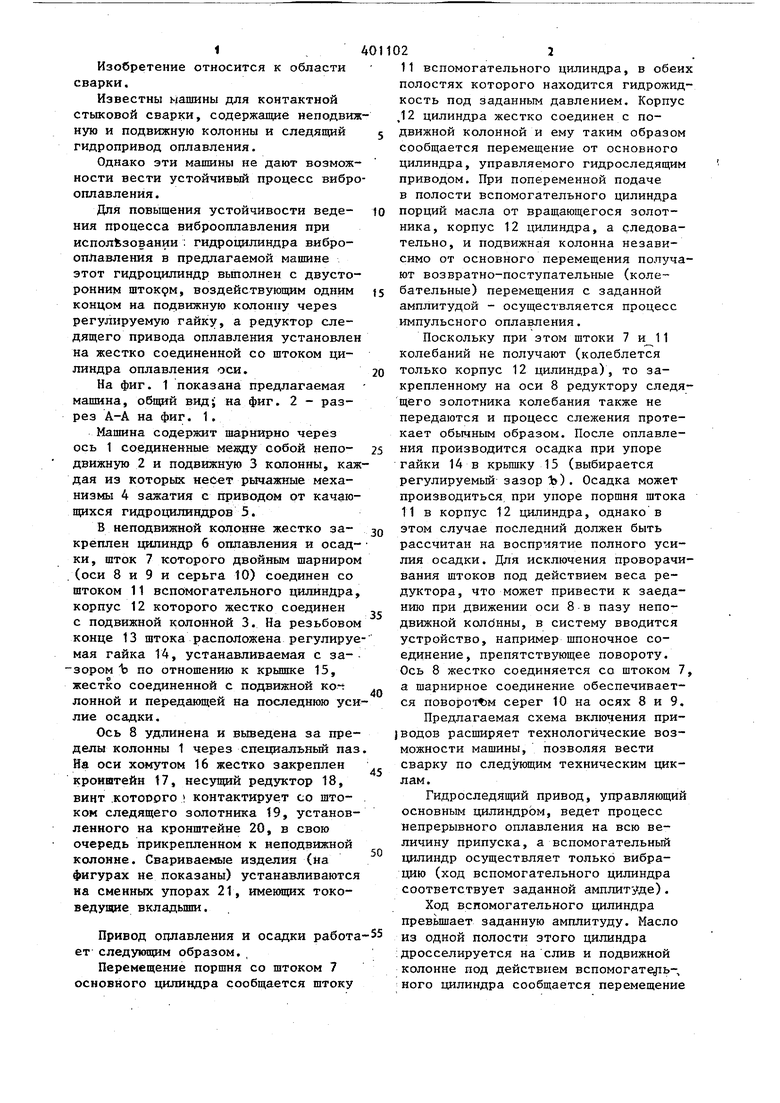
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1978 |
|
SU745618A1 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| Машина для контактной стыковой сварки | 1990 |
|
SU1794003A3 |
| Машина для контактной стыковой сварки оплавлением | 1977 |
|
SU616086A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАР:.;_] | 1969 |
|
SU251110A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
-...,:J
(e.ffffff ffff.
п
/
№/
..
;/
(Риг. 2
