1
Изобретение относится к области станкостроения.
Известно устройство для правки шлифовального круга, снабженное кониро.м с контрольными плоскостями, по которому перемещается щуп, связанный с правильным алмазом.
Целью изобретения является обеспечение контроля алмаза.
Предложенное устройство снабжено мерной линейкой, установленной с возможностью отклонения Б поперечном к ее оси направлении и взаимодействующей с алмазом, причем с линейкой контактируют штоки индикаторов.
На фиг. 1 изображено предложенное устройство; на фиг. 2 - вид по стрелке А; на фиг. 3 - разрез по линии Б - Б на фиг. 2; на фиг. 4 - узел стрелочных индикаторов; на фиг. 5 - схема взаимодействия алмазного резца с мерной линейкой и со шлифовальным кругом.
Горшкообразный кожух 1 поворачивается относительно центрально присоединенной к кожуху сверху вертикальной поворотной цапфы 2. Своей нижней половиной кожух 1 опирается сбоку на роликоподшипники 3 во избежание горизонтальных отклонений.
В кожухе 1 с помощью роликов 4 по штанге 5 передвигаются вертикально салазки 6, с которыми двумя иараллельпыми планками 7
подвижно соединен держатель 8 копировального щупа.
Копировальный щуп 9 установлен перпендикулярно к плоскости чертежа и прилегает к
плоскости копира 10. К держателю 8 с помощью поперечины 11 и соединения 12 типа ласточкина хвоста присоединен держатель 13 правильного инструмента. Поперечина 11 проходит через отверстие 14 в дне кожуха I, закрывающееся резиновой маижетой 15.
Держатель 13 снабжен правильным инструментом 16, имеющим алмаз 17 на острие подде|рживающего резца 18. Правильный инструмент 16 регулируется в горизонтальном и
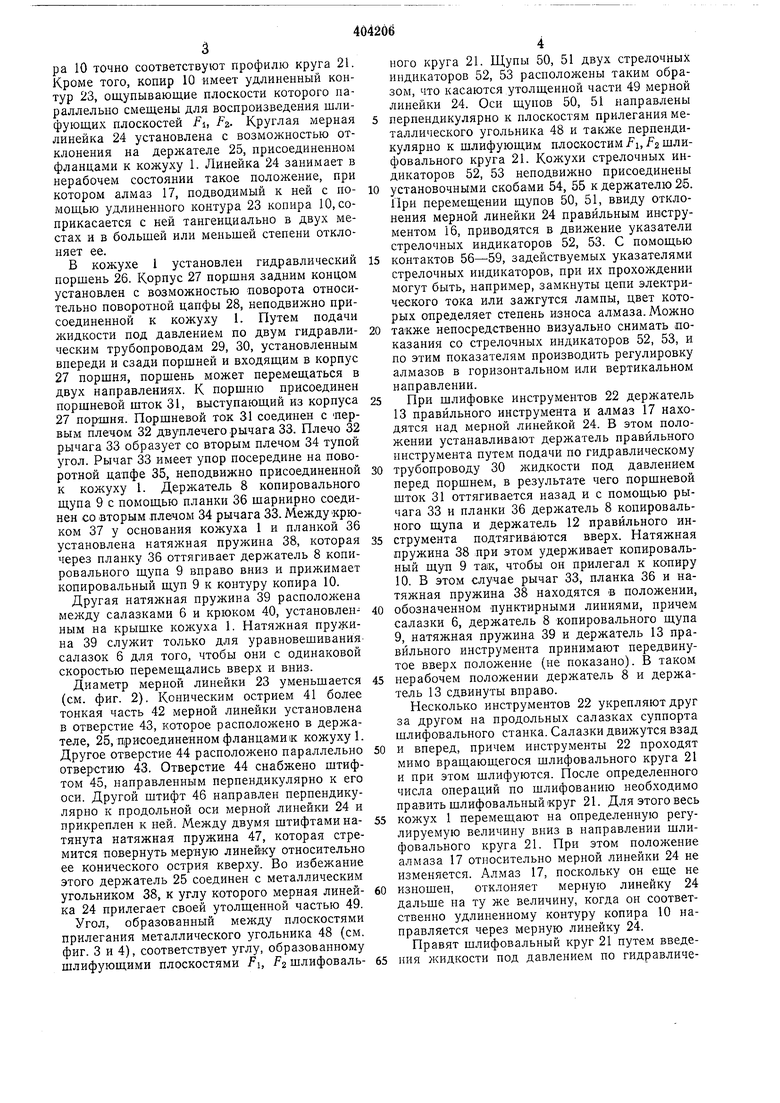
вертикальном направлениях с помощью микрометрических регулирующих винтов 19, 20. Правильный инструмент 16 соприкасается со шлифовальным кругом 21, вращающимся относительно горизонтальной оси. Шлифовальный круг 21 имеет V-образный профиль. Паклонные плоскости профиля образуют первые шлифуюш,ие плоскости FI, которые у основания наклонной плоскости переходят в горизонтальные шлифующие плоскости FZ. Шлифующие плоскости FI и F взаимодействуют с инструментом 22, например с резцом для резцовой головки для торцовой обточки зуборезного станка, причем одна боковая плоскость и плоскость головки инструмента 22 шлифуются за один рабочий проход. Контуры копиpa 10 точно соответствуют профилю круга 21. Кроме того, копир 10 имеет удлиненный контур 23, ощупывающие плоскости которого параллельно смещены для воспроизведения шлифующих плоскостей Fi, FZ. Круглая мерная линейка 24 установлена с возможностью отклонения на держателе 25, присоединенном фланцами к кожуху 1. Линейка 24 занимает в нерабочем состоянии такое положение, при котором алмаз 17, подводимый к ней с помощью удлиненного контура 23 копира 10,соприкасается с ней тангенциально в двух местах и в большей или меньшей степени отклоняет ее, В кожухе 1 установлен гидравлический поршень 26. Корпус 27 поршня задним концом установлен с возможностью поворота относительно поворотной цапфы 28, неподвижно присоединенной к кожуху 1. Путем подачи л идкости под давлением по двум гидравлическим трубопроводам 29, 30, установленным впереди и сзади поршней и входящим в корпус 27 поршня, поршень может перемещаться в двух направлениях. К поршню присоединен поршневой шток 31, выступающий из корпуса 27 поршня. Поршневой ток 31 соединен с первым плечом 32 двуплечего рычага 33. Плечо 32 рычага 33 образует со вторым плечом 34 тупой угол. Рычаг 33 имеет упор посередине на поворотной цапфе 35, неподвижно присоединенной к кожуху 1. Держатель 8 копировального щупа 9 с помощью планки 36 шарнирно соединен со вторым плечом 34 рычага 33. Между крюком 37 у основания кожуха 1 и планкой 36 установлена натяжная пружина 38, которая через планку 36 оттягивает держатель 8 копировального щупа 9 вправо вниз и прижимает копировальный щуп 9 к контуру копира 10. Другая натяжная пружина 39 расположена между салазками 6 и крюком 40, установленным на крышке кожуха 1. Натяжная пружина 39 служит только для уравновешиваниясалазок 6 для того, чтобы они с одинаковой скоростью перемещались вверх и вниз. Диаметр мерной линейки 23 уменьшается (см. фиг. 2). Коническим острием 41 более тонкая часть 42 мерной линейки установлена в отверстие 43, которое расположено в держателе, 25, присоединенном фланцами к кожуху. Другое отверстие 44 расположено параллельно отверстию 43. Отверстие 44 снабжено штифтом 45, направленным перпендикулярно к его оси. Другой штифт 46 направлен перпендикулярно к продольной оси мерной линейки 24 и прикреплен к ней. Между двумя штифтами натянута натяжная пружина 47, которая стремится повернуть мерную линейку относительно ее конического острия кверху. Во избежание этого держатель 25 соединен с металлическим угольником 38, к углу которого мерная линейка 24 прилегает своей утолщенной частью 49. Угол, образованный между плоскостями прилегания металлического угольника 48 (см. фиг. 3 и 4), соответствует углу, образованному шлифующими плоскостями F, FZ шлифовального круга 21. Щупы 50, 51 двух стрелочных индикаторов 52, 53 расположены таким образом, что касаются утолщенной части 49 мерной линейки 24. Оси щупов 50, 51 направлены перпендикулярно к плоскостям прилегания металлического угольника 48 и также перпендикулярно к шлифующим плоокостим/i, шлифовального круга 21. Кожухи стрелочных индикаторов 52, 53 неподвижно присоединены установочными скобами 54, 55 к держателю 26. При перемещении щупов 50, 51, ввиду отклонения мерной линейки 24 правильным инструментом 16, приводятся в движение указатели стрелочных индикаторов 52, 53. С помощью контактов 56-59, задействуемых указателями стрелочных индикаторов, при их прохождении могут быть, например, замкнуты цепи электрического тока или зажгутся лампы, цвет которых определяет степень износа алмаза. Можно также непосредственно визуально снимать показания со стрелочных индикаторов 52, 53, и по этим показателям производить регулировку алмазов в горизонтальном или вертикальном направлении. При шлифовке инструментов 22 держатель 13 правильного инструмента и алмаз 17 находятся над мерной линейкой 24. В этом положении устанавливают держатель правильного инструмента путем подачи по гидравлическому трубопроводу 30 жидкости под давлением перед поршнем, в результате чего поршневой шток 31 оттягивается назад и с помощью рычага 33 и планки 36 держатель 8 копировального щупа и держатель 12 правильного инструмента подтягиваются вверх. Натяжная пружина 38 :При этом удерживает копировальный щуп 9 так, чтобы он прилегал к копиру 10. В этом случае рычаг 33, планка 36 и натяжная пружина 38 находятся в положении, обозначенном пунктирными линиями, причем салазки 6, держатель 8 копировального щупа 9, натяжная пружина 39 и держатель 13 правильного инструмента принимают передвинутое вверх положение (не показано). В таком нерабочем положении держатель 8 и держатель 13 сдвинуты вправо. Несколько инструментов 22 укрепляют друг за другом на продольных салазках суппорта шлифовального станка. Салазки движутся взад и вперед, причем инструменты 22 проходят мимо вращающегося шлифовального круга 21 и при этом шлифуются. После определенного числа операций по шлифованию необходимо править шлифовальный круг 21. Для этого весь кожух 1 перемещают на определенную регулируемую величину вниз в направлении шлифовального круга 21. При этом положение алмаза 17 относительно мерной линейки 24 не изменяется. Алмаз 17, поскольку он еще не изношен, отклоняет мерную линейку 24 альше на ту же величину, когда он соответственно удлиненному контуру копира 10 направляется через мерную линейку 24. Правят шлифовальный круг 21 путем введения жидкости под давлением по гидравлическому трубопроводу 29 позади поршня. При этом поршневой шток 31 выталкивается из корпуса 27 поршня, а рычаг 33 и планка 36 постепенно выходят из показанного штрихпунктирной линией нерабочего положения в противоположное конечное положение, показанное обычной линией. При этом копировальный щуп 9 все время удерживается с помош,ью натяжной пружины 38, воздействуюш;ей на держатель 8 копировального щупа, прилегающим к контуру копира 10. В результате острие алмаза 17 движется через обе точки соприкасания Вг, Bi, на мерной линейке 24, а затем через шлифующие плоскости Л, Fo шлифовального круга 21. Стол шлифовального станка, на котором установлены шлифуемые инструменты, приводится в движение только тогда, когда мерная линейка 24 отклоняется в заданных пределах. Обратное движение алмаза 17 из конечного положения (см. фиг. 1) в исходное нерабочее положение осуществляется путем введения жидкости под давлением в гидравлический трубопровод 30, причем движется он точно в обратном направлении.
Когда алмаз 17 снова достигает своего нерабочего положения, горшкообразный кожух I поворачивается относительно поворотной цапфы 2 на 180° и профиль подвергается симметричной правке на другой стороне шлифовального круга.
Шлифовальный круг 2 с помощью компенсационного устройства при 1еобходимости может перемещаться на величинуПравки в вертикальном направлении к неподвижным в вертикальном направлении инструментам.
Алмаз 17 постепенно изнашивается (см. фиг. 5). В этом случае мерная линейка 24 (поскольку она вообще еще соприкасается в точках Bi, Ва) слищком мало отклоняется, о чем сигнализирует красная лампа, задействуемая контактами 56, 58. Рабочий должен в этом случае с помощью микрометрических винтов 19, 20 отрегулировать алмаз в горизонтальном и вертикальном направлениях. После этого производят повторный контроль для того, чтобы проверить не является ли регулировка слищком больптой. Это осуществляется с помощью контактов 57. 59, при задействовании которых зажигается красная лампа.
Только когда указатели стрелочных индикаторов 52, 53 находятся между контактами 56- 59, зажигается зеленая лампа и можно проводить операцию правки.
Изнашивается, в основном, расположенный на острие правильного инструмента 16 алмаз 17. Острие алмаза 17 соответствует проведенной линии.
Алмаз 17 находится на расстояниях hi, h
от плоскостей .Fi, F. Если устройство установлено так, что неиспользованный алмаз отклоняет мерную линейку 24 в ту и другую сторону на заданную, известную и регулируемую величину, то изношенный алмаз вызывает
слишком малое отклонение, т. е. контакты 56, 58, например, уже не задействуются, что приводит к ошибочному показанию. После этого алмаз регулируется в горизонтальном и вертикальном направлениях. Слишком больщая регулировка вызывает слишком большое отклонение мерной линейки 24, на что снова указывают контакты 57, 59.
В случае правильной регулировки алмаза 17 при прохождении его мимо мерной линейки 24,
последняя должна отклониться в том и другом направлении настолько, чтобы указатели стрелочных индикаторов 52, 53 еще задействовали контакты 56, 58, а контакты 57, 59, наоборот, не должны больше быть задействованными.
Предмет изобретения
1.Устройство для правки щлифовального круга, снабженное копиром с контрольными
плоскостями, по которому перемещается щуп, связанный с правильным алмазом, отличающееся тем, что, с целью контроля износа алмаза, оно снабжено мерной линейкой, установленной с возмол ностью отклонения в поперечном к ее оси направлении и взаимодействующей с алмазом, причем с линейкой контактируют штоки индикаторов.
2.Устройство по п. 1, отличающееся тем, что конический конец линейки размещен
в отверстии дерлсателя, а цилиндрический поджат пружиной к угольнику, жестко связанному с держателем и имеющему плоскости, параллельныс контрольным плоскостям копира.
26 5j9 ff27
0и.г 3
sa-iT
Фиг.Ч
Bi
IPliZ. §

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки фасонных шлифовальных кругов | 1970 |
|
SU450711A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Способ правки шлифовального круга | 1988 |
|
SU1703419A1 |
| Устройство для правки фасонных шлифовальных кругов по копиру | 1982 |
|
SU1007948A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1283061A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| Станок для обработки криволинейных поверхностей абразивным кругом | 1976 |
|
SU747698A1 |
| Устройство для правки шлифовального круга по профилю в виде дуги и прямой линии | 1981 |
|
SU967785A1 |


