с/)
С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU404206A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1283061A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| Устройство для правки шлифовальных кругов с двойным коническим профилем | 1989 |
|
SU1764974A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Устройство для правки фасонных шлифовальных кругов по копиру | 1982 |
|
SU1007948A1 |
Изобретение относится к машиностроению и может быть использовано при шлифовании спиральных канавок на автоматах. Цель изобретения - повышение производительности процесса правки круга с симметричным коническим профилем. Способ осуществляется следующим образом. Инструменты в виде напиленных алмазов на планки 5 жестко закреплены на держателе 4 с фиксированным углом а между собой. Держателю сообщают прямолинейное перемещение в плоскости, проходящей через биссектрису профиля круга. Перемещение прекращают rto достижении профилем круга заданной формы путем установления исходного положения пленок относительно щупа-упора 13. Прекращают перемещение замыканием щупом контакта концевого выключателя при перенесении профиля инструмента на круг. По окончании правки инструмент отводится от круга и подводится заготовка для шлифования. 2 ил.
Изобретение относится к машиностроению и может быть использовано при шлифовании спиральных канавок на автоматах.
Цель изобретения - повышение производительности процесса правки.
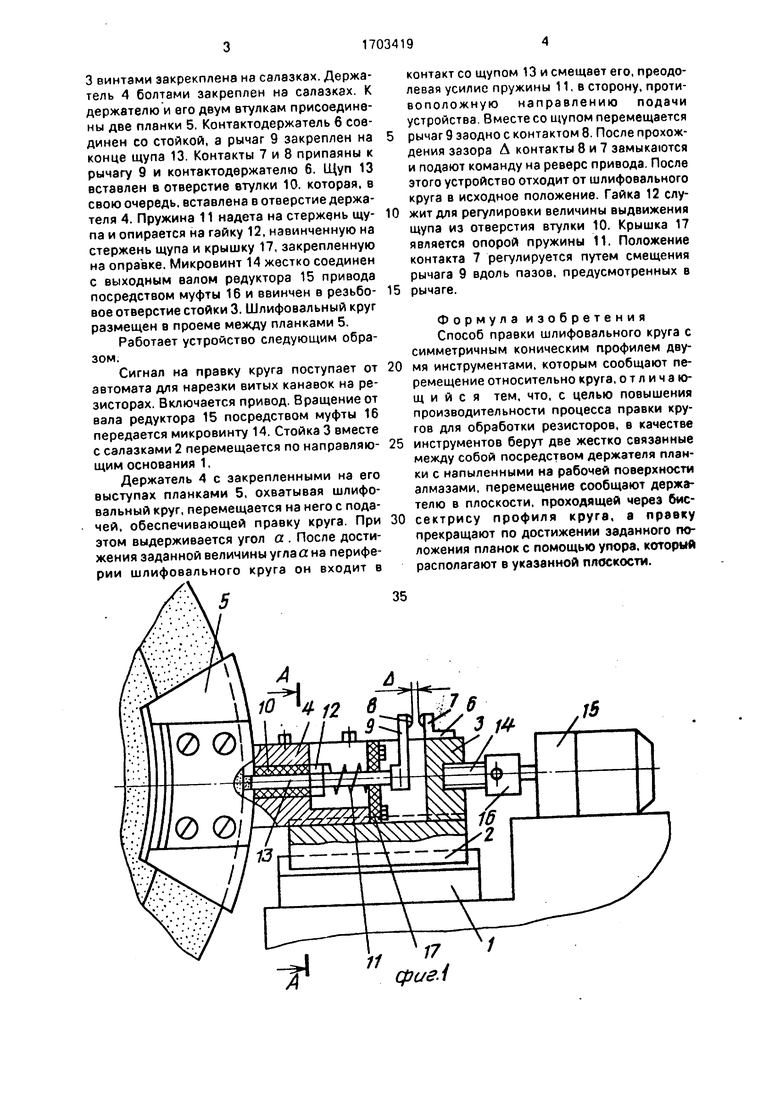
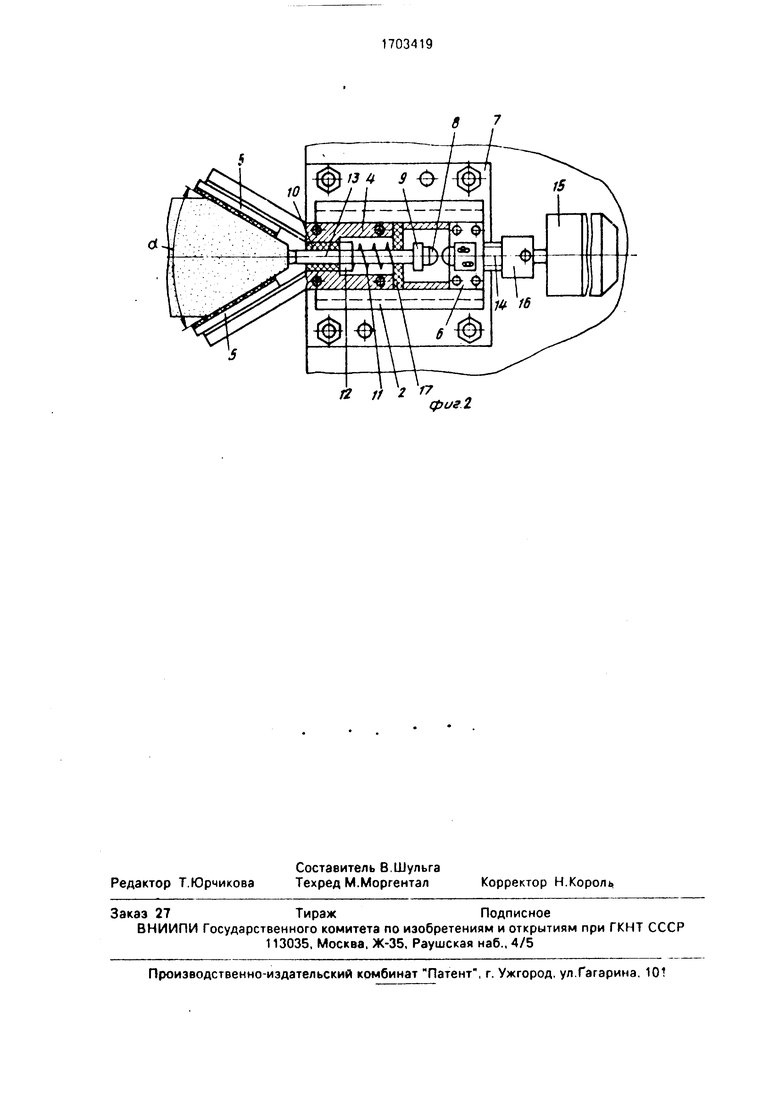
На фиг. 1 представлено устройство, поясняющее способ, вид сбоку; на фиг. 2 - то же устройство, вид сверху.
Для правки круга по данному способу в качестве инструментов берут две планки с алмазоносным слоем, жестко связанные друг с другом и расположенные под углом относительно друг друга. Угол между планками должен быть равен углу требуемого симметричного конического профиля. Правку производят перемещением инструментов в направлении оси симметрии профиля круга. При этом круг копирует профиль, образованный планками. По достижении кругом требуемого профиля подачу инструментов прекращают с помощью упора, выставляемого в требуемое положение до правки в плоскости-симметрии При конта к- те упора с кругом происходит замыкание электрических контактов, чем обеспечивается подача сигнала на отключение подачи и отвод устройства от круга. Затем к кругу подводится шлифуемая деталь - заготовка резистора.
Способ осуществляется с помощью устройства, содержащего основание 1, салазки 2. стойку 3, держатель 4, планки 5, контакто- держатель 6. контакты 7, 8. рычаг 9. изоляционную втулку 10, пружину 11; гайку 12, щуп 13. микровинт 14. электродвигатель с редуктором 15, муфту 16. опорную изолирующую крышку 17.
Основание 1 закреплено на станине станка или автомата. Салазки 2 соединены с основанием через направляющие. Стойка
3
СО
ч5
3 винтами закрекплена на салазках. Держатель 4 болтами закреплен на салазках. К держателю и его двум втулкам присоединены две планки 5. Контактодержатель б соединен со стойкой, а рычаг 9 закреплен на конце щупа 13. Контакты 7 и 8 припаяны к рычагу 9 и контактодержателю 6. Щуп 13 вставлен в отверстие втулки 10. которая, в свою очередь, вставлена в отверстие держателя 4. Пружина 11 надета на стержень щупа и опирается на гайку 12, навинченную на стержень щупа и крышку 17, закрепленную на оправке. Микровинт 14 жестко соединен с выходным валом редуктора 15 привода посредством муфты 16 и ввинчен в резьбовое отверстие стойки 3. Шлифовальный круг размещен в проеме между планками 5.
Работает устройство следующим образом.
Сигнал на правку круга поступает от автомата для нарезки витых канавок на резисторах. Включается привод. Вращение от вала редуктора 15 посредством муфты 16 передается микровинту 14. Стойка 3 вместе с салазками 2 перемещается по направляющим основания 1.
Держатель 4 с закрепленными на его выступах планками 5, охватывая шлифовальный круг, перемещается на него с подачей, обеспечивающей правку круга. При этом выдерживается угол а . После достижения заданной величины угла а на периферии шлифовального круга он входит в
контакт со щупом 13 и смещает его, преодолевая усилие пружины 11, в сторону, противоположную направлению подачи устройства. Вместе со щупом перемещается
рычаг 9 заодно с контактом 8. После прохождения зазора Д контакты 8 и 7 замыкаются и подают команду на реверс привода. После этого устройство отходит от шлифовального круга в исходное положение. Гайка 12 служит для регулировки величины выдвижения щупа из отверстия втулки 10. Крышка 17 является опорой пружины 11. Положение контакта 7 регулируется путем смещения рычага 9 вдоль пазов, предусмотренных в
рычаге.
Формула изобретения Способ правки шлифовального круга с симметричным коническим профилем двумя инструментами, которым сообщают перемещение относительно круга, отличающийся тем, что, с целью повышения производительности процесса правки кругов для обработки резисторов, в качестве
инструментов берут две жестко связанные между собой посредством держателя планки с напыленными на рабочей поверхности алмазами, перемещение сообщают держателю в плоскости, проходящей через биссектрису профиля круга, а правку прекращают по достижении заданного положения планок с помощью упора, который располагают в указанной плоскости.
35
15
11
17 V
срие.1
12 11 7
фиг 2
| Устройство для правки торцового шлифовального круга | 1984 |
|
SU1181857A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
