Известен станок для изготовления пустотелых заклепок, содержащий смонтированные на станине и связанные с приводными кулачковыми валами роликовый механизм подачи материала в направляющую втулку, механизм отрезки заготовки, блок пуансонов и матричный блок с приводом от мальтийского креста, а также блок упоров, расположённых соосно с пуансонами.
Для изготовления заклепки из тонкостенной трубки в предлагаемом станке механизм отрезки заготовки выполнен в виде установленной концентрично направляющей втулке вращающейся ведомой втулки, а также накидной втулки, расположенной концентрично ведомой с возможностью возвратно-поступачельного и вращательного движения, и дисковых ножей, свободно установленных на осях, закрепленных в ноднружиненных ползунах, перемещающихся в пазах, предусмотренных на торце ведомой втулки и контактирующих с внутренней конической поверхностью, выполненной на накидной втулке, при этом блок упоров установлен с возможностью синхронного неремещения с блоком пуансонов носредством кулачка вала.
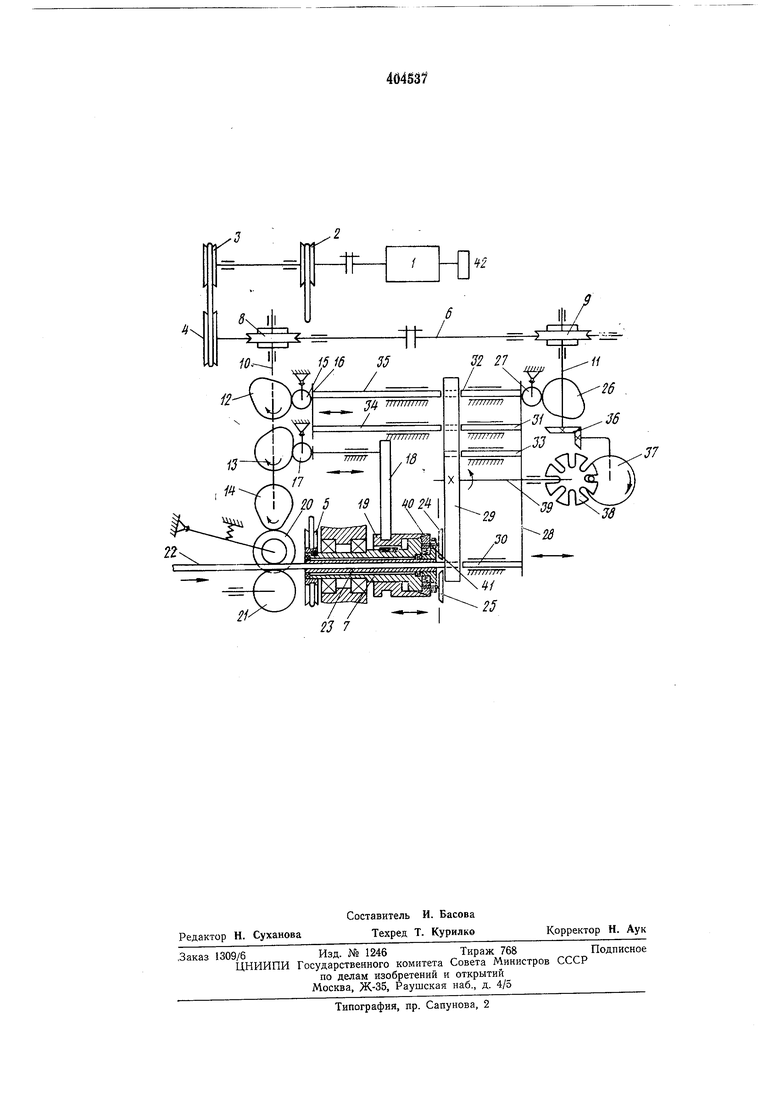
На чертеже представлен предлагаемый станок.
На оси двигателя 1 установлены щкивы 2 11 3, передающие вран1,епие через гибкую
связь и щкивы 4 и 5 червячному валу 6 и ведомой втулке 7. Червячные нары 8 и 9 передают вращение кулачковым валам 10 и 11. На первом кулачковом валу 10 установлены три кулачка 12-14 каждый с профилем, необходимым для выполнения передачи движепия в требуемой последовательности. Кулачок 12 через ролик 15 на щарнире сообщает возвратно-поступательное движение блоку
16. Кулачок 13 через ролик 17 на щарнире сообщает возвратно-поступательное движепие с помощью вилки 18, сидящей на одной оси с роликом 17, накидной втулке 19 внутренней конической поверхностью. Кулачок
14 сообщает вращателньое движение в одну сторону ролика.м 20 и 21 механизма подачи, имеющего канавку для расположения топкостенной трубки 22. Ролик 21 сделан из резины, чтобы создать
достаточное трение при передвижении и фиксации трубки. Трубка 22 проходит через направляющую втулку 23. Трубка 22 отрезается режущими инструментами в виде дисковых ножей 24 и 25. Кулачковый вал 11 передает через кулачок 26 и ролик 27 на щарпире возвратно-поступательное движение блоку 28 упоров, на котором напротив матричпого блока 29 установлены уиоры 30-32 и толкатель 33. Пуансоны 34 и 35 установлены на
блоке 16. Пуансон 34 формует радиусные гоЛовки у заклепоМ (ПИСТОНОЁ), а пуансом 35- лепестковые головки. Кулачковый вал 11 через коническую пару 36 передает вращение колесу 37 с пальцем, который входит и выходит благодаря своему вращению из пазов мальтийского креста 38. Последний жестко связан через ось 39 с матричным блоком 29. На торце ведомой втулки 7 выполнены диаметральные пазы, в которых установлены подпружиненные ползуны 40 с закрепленными на них осями 41. На этих осях смонтированы с возможностью свободного вращения дисковые ножи 24 и 25. Движение ползунов 40 обеспечивается воздействием на них внутренней конической поверхности накидной втулки 19, которая при движении вправо направляет ползуны 40 с дисковыми ножами к центру. Накидная втулка 19, а вместе с ней и дисковые ножи вращаются вместе с ведомой втулкой 7. В конструкции станка применен новый способ резания полой трубки, который позволяет осуществлять резание с высокой скоростью. При движении накидной втулки 19 влево благодаря центробежной силе ползуны с дисковыми ножами расходятся по пазам от центра. Матричный блок 29 имеет гнезда. Гнездо, установленное напротив упора 30, предназначено для фиксации трубки. После отрезки блок 29 поворачивается и следующее свободное гнездо устанавливается напротив упора 30. В него будет продвинута трубка. Станок работает следующим образом. Ведомая втулка 7 постоянно вращается, а вместе с ней и дисковые ножи 24 и 25. Валы 10 и И вращаются от червячного вала 6. Матричный блок 29 ненодвижен. Трубка 22 кулачком 14 и роликом 20 механизма подачи перемещается до упора в гнездо матричного блока. Накидная втулка 19 передвигается вправо кулачком 13, роликом 17 и вилкой 18. Блок 16 с пуансонами 34 и 35 перемещается вправо кулачком 12 и роликом 15. При перемещении накидной втулки 19 вправо дисковые ножи 24 и 25 отрезают трубку. Кулачки 12 и 13 возвращают блок 16 пуансонов и накидную втулку 19 влево. Трубка 22 неподвижна. В тот же момент, когда продвигается блок 16 пуансонов вправо, блок 28 упоров продвигается влево кулачком 26 и роликом 27. При отходе блока 16 пуансонов влево блок 28 упоров синхронно отходит вправо. Пуансоны и упоры с толкателем двигаются к 5 10 15 20 25 30 35 40 45 50 55 диску и отходят of него одноёрёМённо При возвращении всех элементов в исходное положение ролики 15, 17, 2Q и 27 - неподвижны, колесо 37 с пальцем начинает вращаться и входить в паз мальтийского креста 38. Последний тоже начинает вращаться, а вместе с ним и матричный блок 29, который подводит свободное гнездо для установки трубки. Палец колеса 37 выходит из зацепления, и блок 29 останавливается. Трубка снова перемещается вправо, дисковые ножи отрезают пистон и т. д. Движение этих элементов повторяется. Гнезда матричного блока заполняются и при повороте его устанавливаются напротив пуансонов и упоров, которые оформляют головки пистонов, а толкатель 33 выталкивает готовую заклепку. Все операции станка (отрезка, формирование головки и выталкивание) происходит быстро и автоматически. Кроме того, на оси двигателя 1 крепится фреза 42, которая отрезает сплющенный конец трубки перед заправкой ее в механизм подачи станка, при этом фреза выполнена с внутренним конусом для одновременного снятия на торце втулки фаски. Предмет изобретения Станок для изготовления пустотелых заклепок, содержащий смонтированные на станине и связанные с приводными кулачковыми валами роликовый механизм подачи материала в направляющую втулку, механизм отрезки заготовки, блок пуансонов и матричный блок с приводом от мальтийского креста, а также блок упоров, расположенных соосно с пуансонами, отличающийся тем, что, с целью изготовления заклепки из тонкостенной трубки, механизм отрезки заготовки выполнен в виде установленной концентрично направляющей втулке вращающейся ведомой втулки, а также накидной втулки, расположенной концентрично ведомой с возможностью возвратно-поступательного и вращательного движения, и дисковых ножей, свободно установленных на осях, закрепленных в подпружиненных ползун ах, перемещающихся в пазах, образованных на торце ведомой втулки и контактирующих с внутренней конической поверхностью, выполненной на накидной втулке, при этом блок упоров установлен с возможностью синхронного перемещения с блоком пуансонов посредством кулачка вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| БИБЛИОТЕКА IЛ. И. Фалалеев | 1972 |
|
SU349456A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ БОБИН С ШЕЛКОМ В БУМАГУ | 1968 |
|
SU217264A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ЗАГОТОВОК ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1965 |
|
SU175567A1 |
| Этикетная машина для оклеивания бумажным пояском и этикеткой жестяных банок с гуталином | 1959 |
|
SU122698A1 |
| Полуавтомат для получения сборных изделий | 1972 |
|
SU442037A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |