1
Изобретение относится к станкостроению, в частности к токарным станкам с программным управлением и автоматической сменой инструмента.
Известны устройства для автоматической смены инструмента на токарных станках, состоящие из инструментального магазина, питателя с двухпоаиционным зажимом для передачи инструмента суппорту станка и механизмов продольного и поперечного перемещений питателя.
Цель изобретения - уменьшение хода суппорта.
Для этого механизм поперечного перемещения питателя снабжен механизмом фиксации, обеспечивающим два и более фиксированных положения смены инструмента, а механизм продольного перемещения питателя снабжен следящим устройством для управления стыковкой питателя и суппорта. Механизм фиксации поперечного перемещения питателя выполнен в виде рейки с попарно расположенными на ней упорами,, количество пар которых соответствует количеству фиксируемых позиций смены инструмента, причем упоры установлены на подвижной части питателя и взаимодействуют с выдвижным упором, расположенным на неподвижной части питателя. Кроме того, следящее устройство механизма продольного перемещения питателя выполнено в виде многокромочного золотника с нейтральным положением.
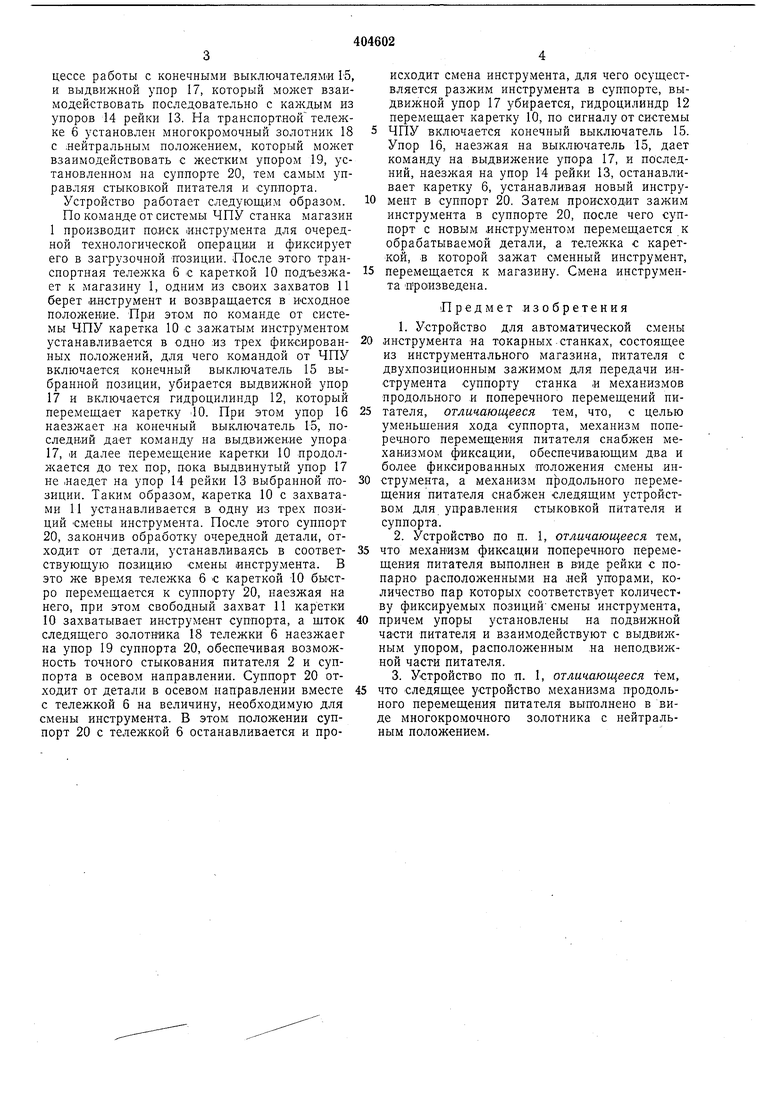
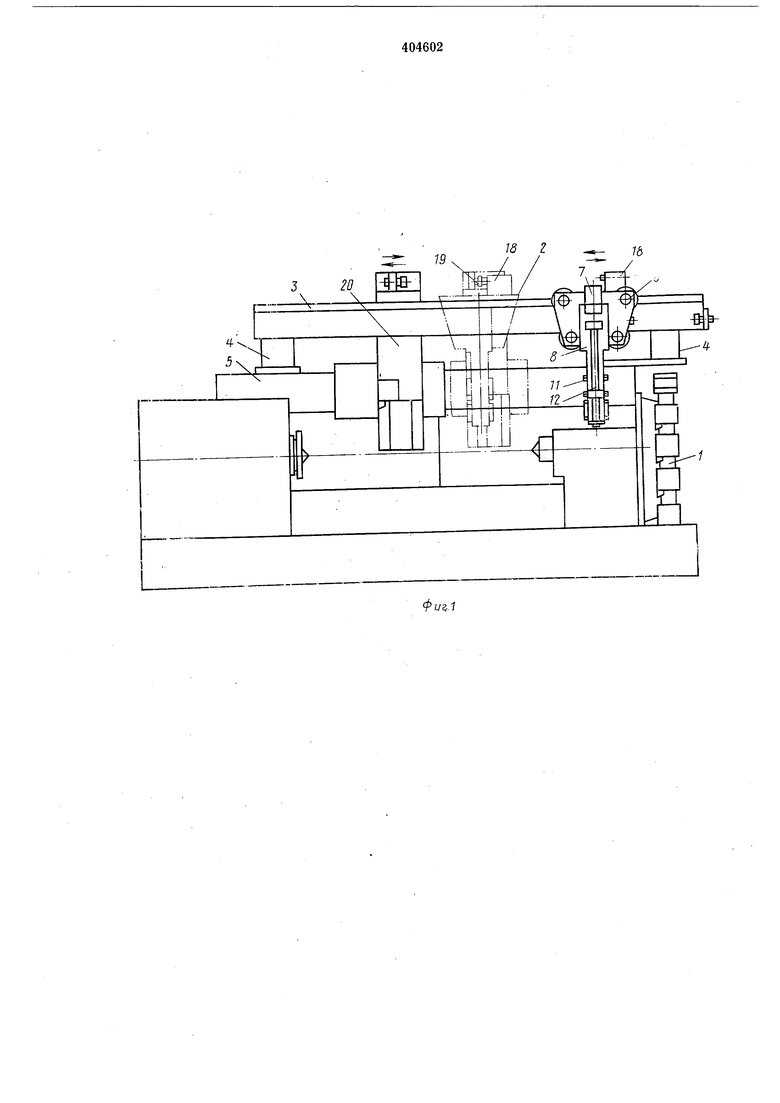
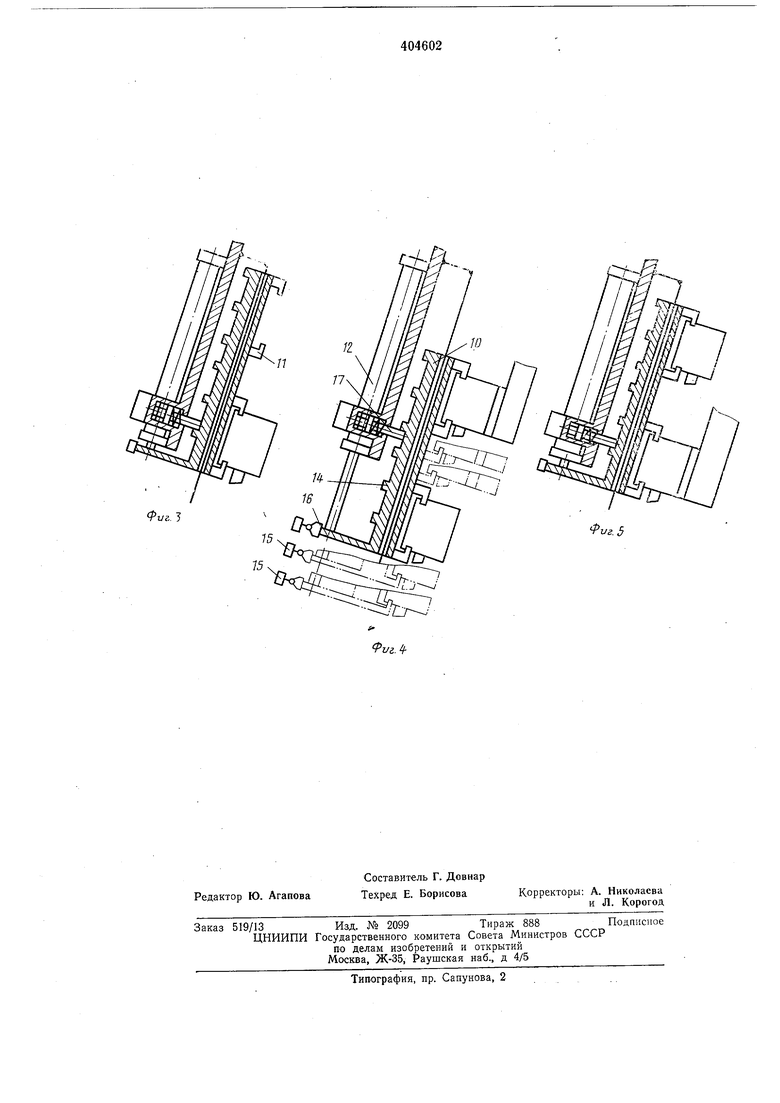
На фиг. I изображен станок, общий вид (пунктирной линией показаны суппорт и питатель в позиции смены инструмента); на фиг. 2 - то же, вид сбоку (штриховой линией показаны три положения питателя в позициях смены инструмента); на фиг. 3 - питатель с зажатым инструментом; на фиг. 4 - питатель в момент захвата инструмента суппорта свободным захватом; на фиг. 5 - питатель и суппорт в положении «инструменг сменен. Устройство содержит инструментальный магазин 1 и питатель 2, который установлен на направляющих траверсы 3. Траверса 3 установлена на кронштейнах 4, закрепленных на верхней плоскости станины 5. Питатель 2 включает транспортную тележку 6, на которую установлен гидромотор 7, соединенный через передачу шестерня - рейка (на фигурах не показано) с траверсой 3. На кронштейнах 8 транспортной тележки 6 закреплены круглые направляющие 9, на которых установлена каретка 10 с захватами И, соединенная со штоком гидроцилиндра 12, закрепленным на тележке 6. На каретке 10 установлена рейка 13 с упорами 14 и конечные выключатели 15, а на кронштейне 8 установлены
жесткий упор 16, взаимодействующий в процессе работы с конечными выключателями 15, и выдвижной упор 17, который может взаимодействовать последовательно с каждым из упоров 14 рейки 13. На транспортной тележке 6 установлен многокромочный золотник 18 с нейтральным положением, который может взаимодействовать с жестким упором 19, установленном на суппорте 20, тем самым управляя стыковкой питателя и суппорта. Устройство работает следующим образом. По команде от системы ЧПУ станка магазин 1 производит поиск инструмента для очередной технологической операции и фиксирует его в загрузочной позиции. После этого транспортная тележка 6 с кареткой 10 подъезжает к магазину 1, одним из своих захватов И берет ивструмент и возвращается в исходное положение. При этом по команде от системы ЧПУ каретка 10 с зажатым инструментом устанавливается в одно .из трех фиксированных положений, для чего командой от ЧПУ включается конечный выключатель 15 выбранной позиции, убирается выдвижной упор 17 и включается гидроцилиндр 12, который перемещает каретку 40. При этом упор 16 наезжает ,на конечный выключатель 15, последний дает команду на выдвижение упора 17, и далее перемещение каретки 10 продолжается до тех пор, пока выдвинутый упор 17 не наедет на упор 14 рейки 13 выбранной Позиции. Таким образом, каретка 10 с захватами 11 устанавливается в одну из трех позиций смены инструмента. После этого суппорт 20, закончив обработку очередной детали, отходит от детали, устанавливаясь в соответствующую позицию смены инструмента. В это же время тележка 6 с кареткой 10 быстро перемещается к суппорту 20, наезжая на него, при этом свободный захват 11 каретки 10 захватывает инструмент суппорта, а шток следящего золотника 18 тележки 6 наезжаег на упор 19 суппорта 20, обеспечивая возможность точного стыкования питателя 2 и суппорта в осевом направлении. Суппорт 20 отходит от детали в осевом направлении вместе с тележкой 6 на величину, необходимую для смены инструмента. В этом положении суппорт 20 с тележкой 6 останавливается и происходит смена инструмента, для чего осуществляется разжим инструмента в суп-порте, выдвижной упор 17 убирается, гидроцилиндр 12 перемещает каретку 10, по сигналу от системы ЧПУ включается конечный выключатель 15. Упор 16, наезл :ая на выключатель 15, дает команду на выдвижение упора 17, и последний, наезжая на упор 14 рейки 13, останавливает каретку 6, устанавливая новый инструмент в суппорт 20. Затем происходит зажим инструмента в суппорте 20, после чего суппорт с новым .инструментом перемещается к обрабатываемой детали, а тележка € кареткой, в которой зажат сменный инструмент, перемещается к магазину. Смена инструмента произведена. Лпедмет изобоетения предмет изооретения 1. Устройство для автоматической смены инструмента на токарных-станках, состоящее из инструментального магазина, питателя с двухпозиционным зажимом для передачи инструмента суппорту станка и механизмов продольного и поперечного перемещений питателя, отличающееся тем, что, с целью уменьшения хода суппорта, механизм попереч,ного перемещения питателя снабжен механизмом фиксации, обеспечивающим два и более фиксированных положения смены инструмента, а механизм продольного перемещения питателя снабжен следящим устройством для управления стыковкой питателя и суппорта. 2. Устройство по п. 1, отличающееся тем, что механизм фиксации поперечного перемещения питателя выполнен в виде рейки с попарно расположенными на ней упорами, количество пар которых соответствует количеству фиксируемых позицийсмены инструмента, причем упоры установлены на подвижной части питателя и взаимодействуют с выдвижныдМ упором, расположенным на неподвижной части питателя. 3. Устройство по п. 1, отличающееся тем, что следящее устройство механизма продольного перемещения питателя выполнено в вие многокромочного золотника с нейтральным положением.
3 2D
18 г
/6
19
/
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматич ской смены инструмента на токарном станке | 1974 |
|
SU633711A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1991 |
|
SU1817747A3 |
| Устройство для крепления держателей инструмента | 1989 |
|
SU1673321A1 |
| Токарный станок | 1986 |
|
SU1407757A1 |
| Устройство для автоматической смены инструментов на металлорежущих станках | 1979 |
|
SU903074A1 |
| Устройство для автоматической смены многогранных неперетачиваемых пластин | 1985 |
|
SU1288017A1 |
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Устройство для автоматической смены обрабатывающих узлов к тяжелому токарному станку | 1983 |
|
SU1090532A1 |
| Токарный станок с автоматической сменой инструмента | 1976 |
|
SU614926A1 |
Ч
fi
77ПJ
is
75
18
