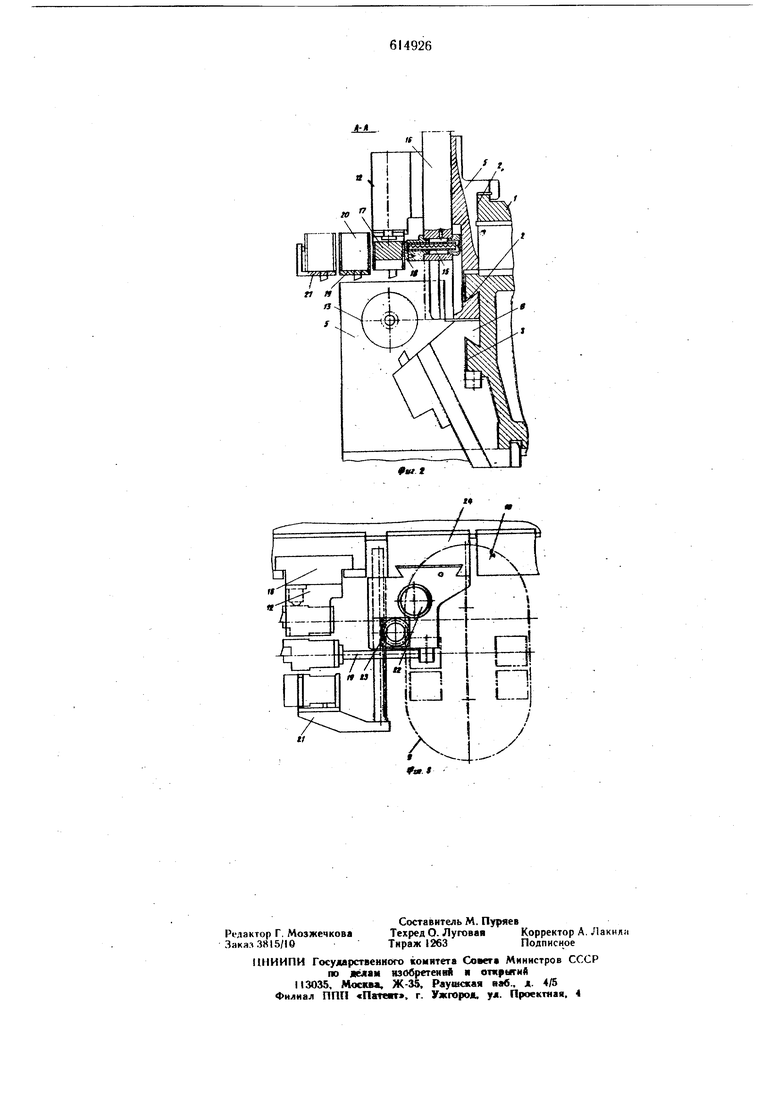
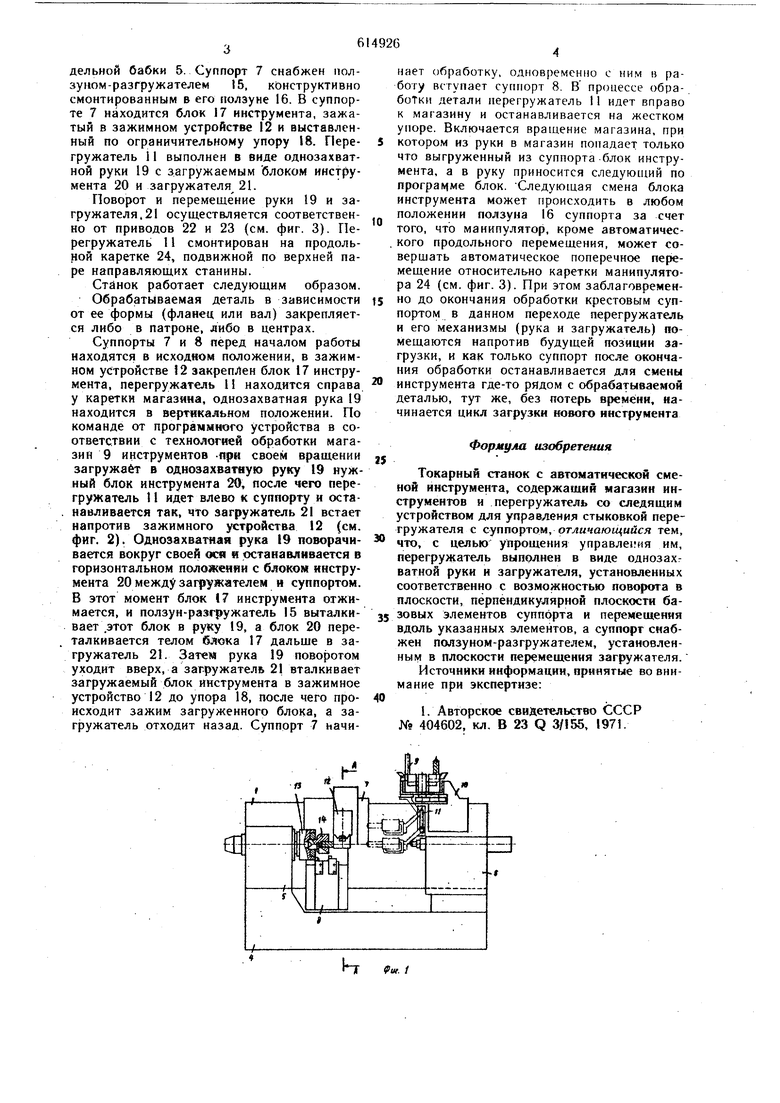
(54) ТОКАРНЫЙ СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА дельной бабки 5. Суппорт 7 снабжен ползуном-разгружателем 15, конструктивно смонтированным в его ползуне 16. В суппорте 7 находится блок 17 инструмента, зажатый в зажимном устройстве 12 и выставленный по ограничительному упору 18. Перегружатель 11 выполнен в виде однозахватной руки 19 с загружаемым блоком инструмента 20 и загружателя 21. Поворот и перемещение руки 19 и загружателя. 21 осуществляется соответственно от приводов 22 и 23 {см. фиг. 3). Перегружатель 11 смонтирован на продольной каретке 24, подвижной по верхней паре направляющих станины. Станок работает следующим образом. Обрабатываемая деталь в зависимости от ее формы (фланец или вал) закрепляетСИ либо в патроне, либо в центрах. Суппорты 7 и 8 перед началом работы находятся в исходном положении, в зажимном ус:тройстве 12 закреплен блок 17 инструмента, перегружатель И находится справа у каретки магазина, однозахватная рука 19 находится в вертикальном положении. По команде от программного устройства в соответствии с технологией обработки магазин 9 инструментов -яри своем вращении загружает в однозахватяую руку 19 нужный блок инструмента Ю, после чего перегружатель И идет влево к суппорту и останавливается так, что загружатель 21 встает напротив зажимного устройства 12 (см. фиг. 2). Однозахватная рука 19 поворачивается вокруг своей к:я и останавливается в горизонтальном положении с блоком инструмента 20 между загружателем и суппортом. В этот момент блок 17 инструмента отжимается, и ползун-разгружатель 15 выталкивает .этот блок в руку 19, а блок 20 переталкивается телом блока 17 дальще в загружатель 21. Затем рука 19 поворотом уходит вверх, а загружатель 21 вталкивает загружаемый блок инструмента в зажимное устройство 12 до упора 18, после чего происходит зажим загруженного блока, а загружатель отходит назад. Суппорт 7 иачи. / нает обработку, однов)емсн1ю с ним в работу вступает суппорт 8. В процессе обработки летали перегружатель 11 идет вправо к магазину и останавливается на жестком упоре. Включается вращение магазина, при котором из рукн в магазин попадает только что выгруженный из суппорта блок инструмента, а в руку приносится следующий по программе блок. Следующая смена блока инструмента может происходить в любом положении ползуна 16 суппорта за счет того, что манипулятор, кроме автоматического продольного перемещения, может совершать автоматическое поперечное перемещение относительно каретки манипулятора 24 (см. фиг. 3). При этом заблаговремен о ДО окончания обработки крестовым суппортом в данном переходе перегружатель и его механизмы (рука и загружатель) помещаются напротив будущей позиции загрузки, и как только суппорт после окончания обработки останавливается для смены инструмента где-то рядом с обрабатываемой деталью, тут же, без потерь времени, начинается цикл загрузки нового инструмента Формула изобретения Токарный станок с автоматической сменой инструмента, содержащий магазин инструментов и перегружатель со следящим устройством для управления стыковкой перегружателя с суппортом, оглы/аюы4ийся тем, что, с целью упрощения управле1 ия им, перегружатель выполнен в виде однозахг ватной руки и загружателя, установленных соответственно с возможностью поворота в плоскости, перпендикулярной плоскости базовых элементов суппорта и перемещения вдоль указанных элементов, а суппорт снабжен ползуном-разгружателем, установленным в плоскости перемещения загружателя. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 404602, кл. В 23 Q 3/155, 1971.
Ць
m.-
Jil
94t t
o
3 I
IL.J1I
V/
.X
4.«w.«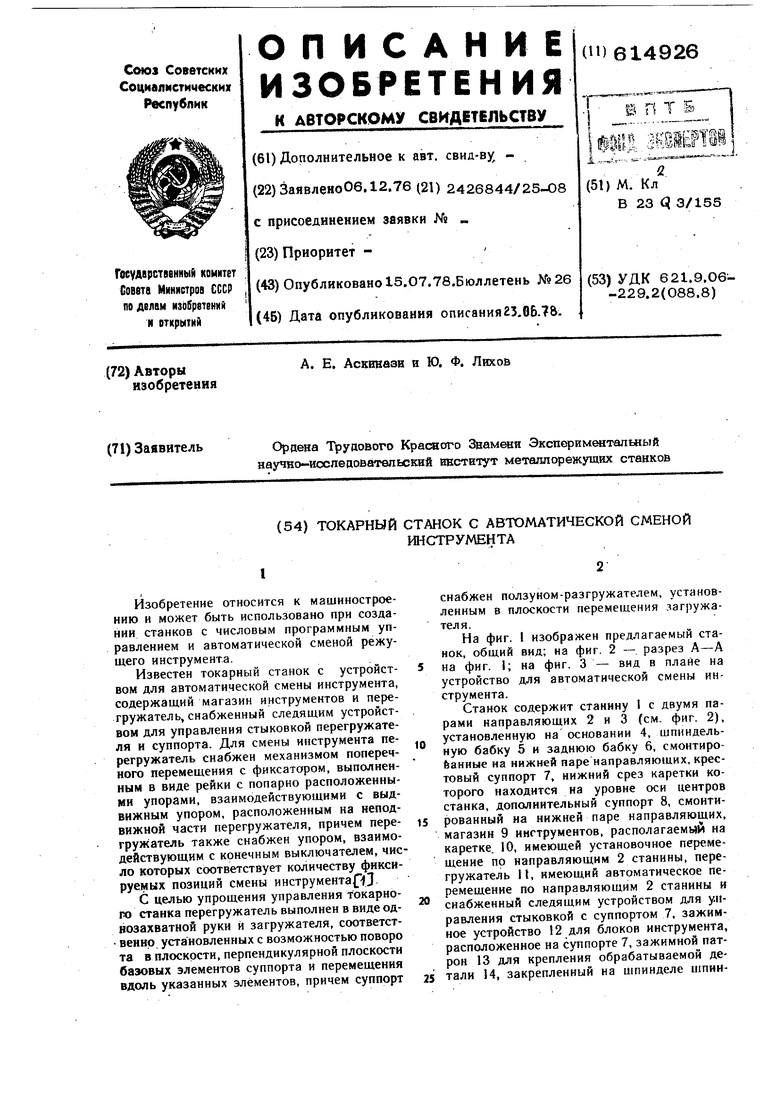
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Устройство для автоматической смены инструмента на токарном станке | 1976 |
|
SU663279A3 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| Многооперационный станок | 1986 |
|
SU1351738A1 |
| Многошпиндельный токарный станок с автоматической сменой инструмента | 1984 |
|
SU1211017A1 |
| Устройство для автоматической смены инструмента | 1975 |
|
SU554127A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1986 |
|
SU1357185A1 |
| Токарный станок с автоматической сменой инструмента | 1975 |
|
SU588098A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |