Известен способ прокатки сортовой заготовки в приводных горизонтальных валках с параллельными в плоскости выхода металла из валков образующими, наклоненными к оси валка под углом 45°.
1-1звестный способ обеспечивает одностороннее обжатие заготовки в каждом проходе.
Предлагаемый способ отличается от известного тем, что прокатку ведут в валках по меньшей мере двумя участками бочки по пернметру, имеющими конусность разных знаков н эксцентричными относительно оси валка, с синхронизацией вращения валков и принудительной подачей полосы.
Этим достигается попеременное двухстороннее обжатие заготовки за один проход.
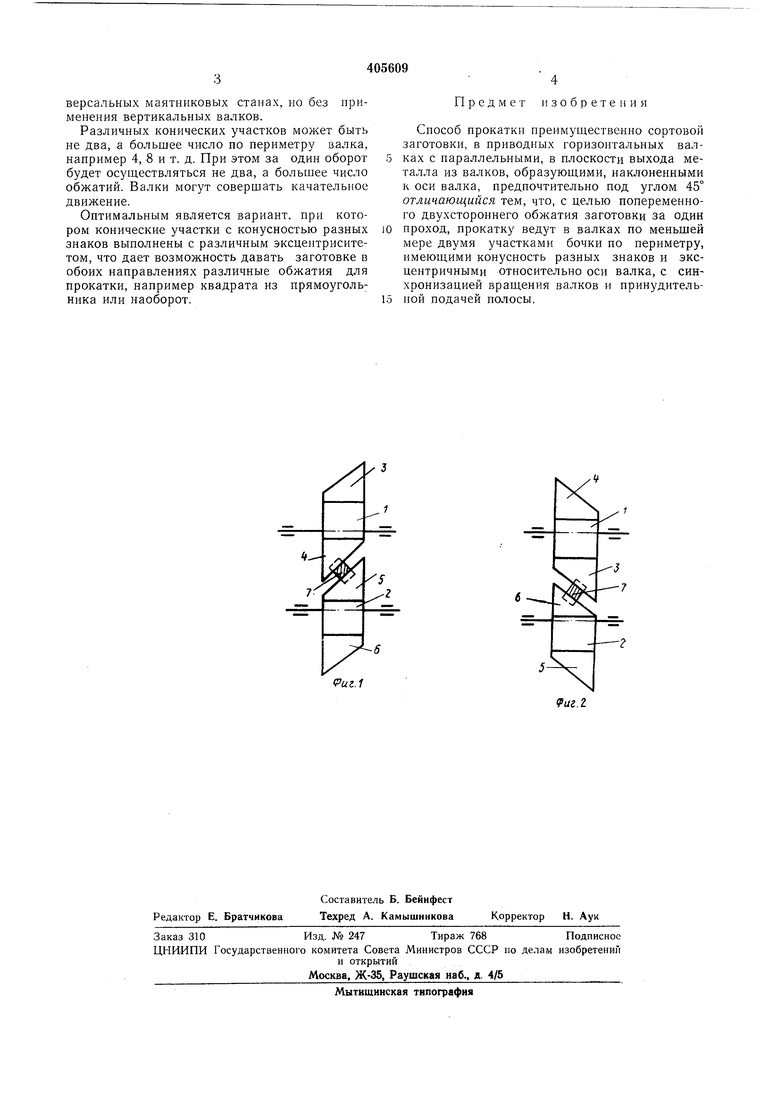
Па фиг. 1 показана схема взаимного расположения валков и заготовки; на фиг. 2-то же, при положении валков в противоположной фазе.
Валки /, 2 имеют участки 3-6 бочек с коническими поверхностями, образующие которых в рабочем положении (в плоскости выхода металла из валков) для разных валков взаимно параллельны, а для одного и того же валка в разных его положениях по фазе - взаимно перпендикулярны.
Заготовка 7 обжимается между коническими участками рабочих валков /, 2 поочередно с двух сторон. При работе стана в лоложении,
показанном па фиг. 1, конические участки 4, 5 валков обжимают заготовку, а затем, поскольку они расположены на оси эксцентрично, расходятся и ие контактируют с заготовкой. После поворота на 180° участки 4, 5 на валках 1, 2 удаленЕ) от заготовки в крайние положения, а с заготовкой контактируют конические участки 3, 6, которые и деформируют заготовку. Но поскольку в рабочем положении (при контакте с заготовкой) образующие участков 3, 4 и 5, 6 взаимно перпендикулярны, то участки 3, 6 обжимают другие граии заготовки.
При следующем обороте заготовка снова обжимается, причем обжатие зависит от величины иодачи заготовки 7 на один оборот рабочих валков. За каждый оборот соверщается поочередно обжатие по всем четырем граням в двух взаимно перпендикулярных направлениях. Деформируется за каждый оборот тонкий слой, но суммарное обжатие за проход может быть достаточно больщим.
Как и на известных планетарных нли маятниковых станах, должна быть установлена подаюншя клеть, принудительно подающая полосу. Величина перемещения полосы на один оборот валков определяет обжатие за один оборот валков.
Чем меньше подача, тем точнее размеры полосы по толщине и щирине. Характер деформацни будет таким же, как на известных универсальных маятниковых станах, но без применения вертикальных валков.
Различных конических участков может быть не два, а большее число по периметру валка, например 4, 8 и т. д. При этом за один оборот будет осуществляться не два, а большее число обжатий. Валки могут совершать качательное движение.
Оптимальным является вариант, при котором конические участки с конусностью разных знаков выполнены с различным эксцентриситетом, что дает возможность давать заготовке в обоих направлениях различные обжатия для прокатки, например квадрата из прямоугольника или наоборот.
Предмет изобретения
Способ прокатки преимуш.естБенно сортовой заготовки, в приводных горизонтальных валках с параллельными, в плоскости выхода металла из валков, образуюп,ими, наклоненными к оси валка, предпочтительно под углом 45° отличающийся тем, что, с целью попеременного двухстороннего обжатия заготовки за один проход, прокатку ведут в валках по меньшей мере двумя участками бочки по периметру, имеющими конусность разных знаков и эксцентричными относительно оси валка, с син хронизацией вращения валков и принудительной подачей полосы.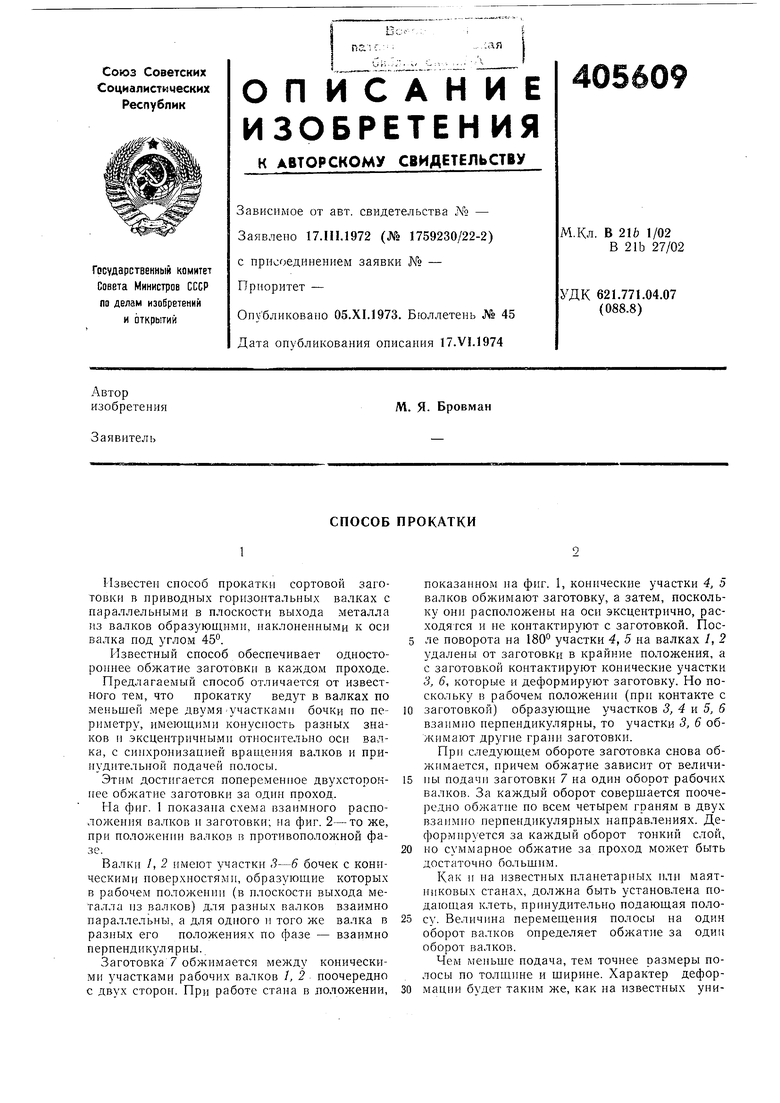
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ | 1973 |
|
SU373039A1 |
| СПОСОБ ПРОКАТКИ НА ОБЖИМНЫХ СТАНАХ | 1997 |
|
RU2128094C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВЫХ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1992 |
|
RU2006297C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302914C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
Риг.1
