1
Изобретение от}юсится к устрой;ствам напол}1ения кассет стержиевы.Ми деталями т)ипа ШРИФТОВ и может быть иопользоваяо в деревообрабатывающей промьршленности.
Известно устройство .наполнения кассет стержне:вы.ми деталя.ми, включающее мехаHiiSiM ориентации деталей, приемные магазины и кассеты, устаноелеиные на ошоре, .механизм подачи деталей с толкателями w. привод.
Однако известное устройство не обеспечивает высокой производитель1ност1и.
Целью изобретения является повышение производительности устройства.
Это достигается те.м, что механизм падачп деталей выполнен с установленпымя между прнем1ными магазина|Мй и кассетами контрольпыми втулками и ползунами, перемещающи.мися В процессе работы по .закрепленным на опоре направляющим, причем толкатели связаны с приводом при помощи предохраН.ителей, ограничивающих силу воздействия три.БОда .на деталь.
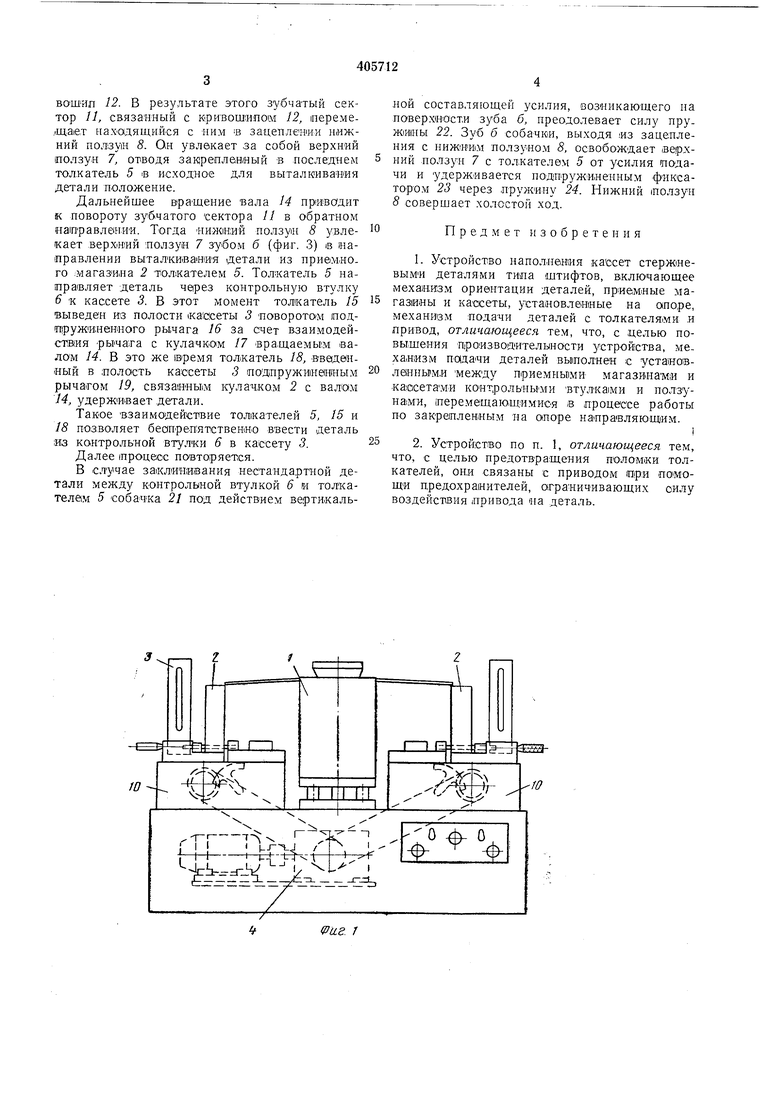
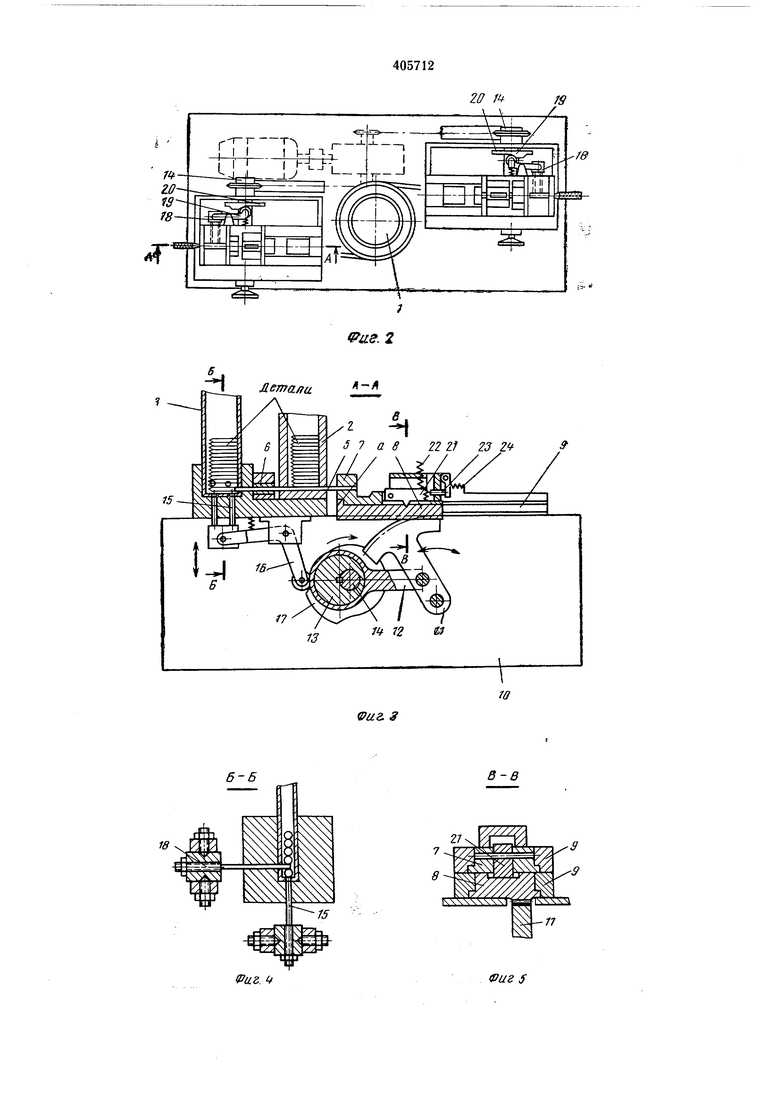
На фиг. 1 изображено предлагаемое устройство, общий вид; на сриг. 2 - то же, вид в плане; на фиг. 3 - разрез по Л-А на фиг. 2; па фиг. 4 - разрез по Б-Б на фи:Г. 3; «а фиг. 5 - разрез по В-В на фиг. 3.
Устройство состоит из меха|Иизма ориентац.яи / деталей, приемных магазинов 2, кассет 3 и привода 4.
Механизм ориентации / выполнен в виде вибропривода с приемной чашей, соединенной Инжекторами с пр.иемны.ми .магазинами 2.
Толкатель 5 для передачи деталей из приемиого .магазина 2 .в Кассету 3 через кон., трольную втулку 6 укреплен на верхнем ползуне 7, который расположен на нижнем ползуне 8, имеющем уступ а (фиг. 3). Оба ползуна установлены в направляющих 9, укрепленных на опоре 10. Ползуны 7 и 8 зубчатым сектором 11, кривошипом 12 з-i эксц0нтрико.м 13 связаиы через вал 14 с приводам 4.
Толкатели 15 для подъема деталей соединены с валом 14 через рычаг 16 и кулачок 17.
Толкатель 18 для поддержания деталей в кассете связан с валом 14 через рычаг 19 и кулачок 20.
Для предохранения от поломки толкателя 5 на верхнем ползуне 7 смонтирована предохранительная собачка 21, подпружиненная с 0 пределен1ным усилием при помощи пружины 22. Для удержания собач1 и 21 на иолзуне 7 предусмотрен фиксатор 23 с нружиной 24.
Устройство работает сле(дующи1М образом.
Стержневые детали из механизма ориента.дии / попадают в приемный магазин 2. Вал 14, вращаемый пpивoдo 4, поворачивает эксцентрик 13, заставляя перемещаться кривоШип 12. В результате этого зубчатый сектор 1, связанный с кривошипом 12, перемедаает нахадящргйся с ним в зацеплении нижний ползун 8. Он увлекает за собой верхний ползун 7, отводя зак1реплен/ный в носледнем толкатель 5 е исходное для выталкиваиия детали положение.
Дальнейшее вращение вала 14 нриводнт к новороту зубчатого сектора // в обратном направлении. Тогда Нижгаий ползун 8 увлекает . :ползун 7 зубом б (фиг. 3) IB 1направлении выталкиваиия детали из прием-ного /магазина 2 толкателем 5. Толкатель 5 направляет деталь чарез контрольную втулку 6 К кассете 3. В этот момент толкатель /5 выведен из полости «аисеты 3 поворотам подП1ружине1Н1Ного рычага 16 за счет взаимодействия рычага с кулачком /7 -вращаемым валом 14. В это же иремя толкатель 18, -вв&лш«ый в полость кассеты 3 поипружи1Нвн1ным рычагом 19, связа1Ш-1Ы|М кулачкам 2 с валом 14, удерживает детали.
Такое взаимодействие толкателей 5, 15 и 18 позволяет беап-ренятствевно ввести деталь из контрольной втулки 6 в кассету 3.
Далее троцесс повторяется.
В случае заклинивания нестандартной детали между контрольной втулкой 6 и толкателем 5 собачка 21 под действием вертикальной составляющей усилия, возникающего на поверхности зуба б, преодолевает силу пруЖИ1НЫ 22. Зуб б собачки, выходя яз зацепления с нижнИ1М ползуном 8, освобождает верхНИИ ползун 7 с толкателем 5 от усилия ттодачи и удерживается подпрул «,ненным фиксатором 23 через пружину 24. Нижний шолзун 8 совершает холостой ход.
П р е д .м е т изобретения
1. Устройство наполнения кассет стержневыми деталями типа щтифгов, включающее механизм ориентации деталей, приемные магаз|и«ы и кассеты, установленные на опоре, механизм подачи деталей с толкателями .и привод, отличающееся тем, что, с целью повыщения производителыности устройства, механизм падачи деталей вьшолнен с установл0нньгм.и между приемньпми магазш-Шмя и каосетами контрольными втулка1ми и ползуна1ми, перемещающимися в процессе работы по закрепленным на опоре направляющим.
2. Устройство по п. 1, отличающееся тем, что, с целью предотвращения поломки толкателей, они связаны с приводом при помощи предохранителей, ограничивающих силу воздействия привода на деталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| Шлифовальный станок | 1980 |
|
SU903082A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| МЕХАНИЗМ ОТБОРА ЛАМЕЛЕЙ НА ПРОВОРНОМ СТАНКЕ | 1968 |
|
SU208561A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Устройство для отделения листа отСТОпы и пОдАчи ЕгО K пРЕССу | 1978 |
|
SU799873A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
Ш
tb-fb4:a--::iru
