1
Изобретение относится к оборудованию для резинотехнической промышленности, в частности, для заводов, производяш,их резиновые транспортерные ленты, пластины и ковры.
Известны устройства для закатки в рулоны полосовых полимерных заготовок, например полотнищ транспортерных лент, содержащие монтажную раму, рабочий стол и установленные на подшипниках по обе стороны рабочего стола шлицевые валы, несущие |3вездоч1ки неиной передачи их вращения, связанные посредством флаицев с силовыми цилиндрами их осе:;ого перемещения и выполненные с направляющими для осевого перемещения от цилиндров зажимов кромок наматываемой в рулон полосовой заготовки.
В известных устройствах зажимы кромок заготовки выполнены в виде разборных конусов, составленных из четырех кулачков, опирающихся на два диска, стянутых болтами, требующими применения ручного труда при разборке конусов для съема рулонов с зажимов, что приводит К снижению производительности труда.
Устройство, вынолпенное согласно изобречеиню, не имеет указанного недостатка. Оно отличается от известных устройств тем, что каждый з зажимов выполнен в впде профилированных в продольном сечении и шарнирно соединеннных на серьге стержней-захватов, смыкаемых и размыкаемых при их неремещенин но внутренней нрофильной новерхности хомута, связанного с фланцем Шлицевого вала и со стойкой, нодвижной iia салазках
в направляющих монтажной рамы.
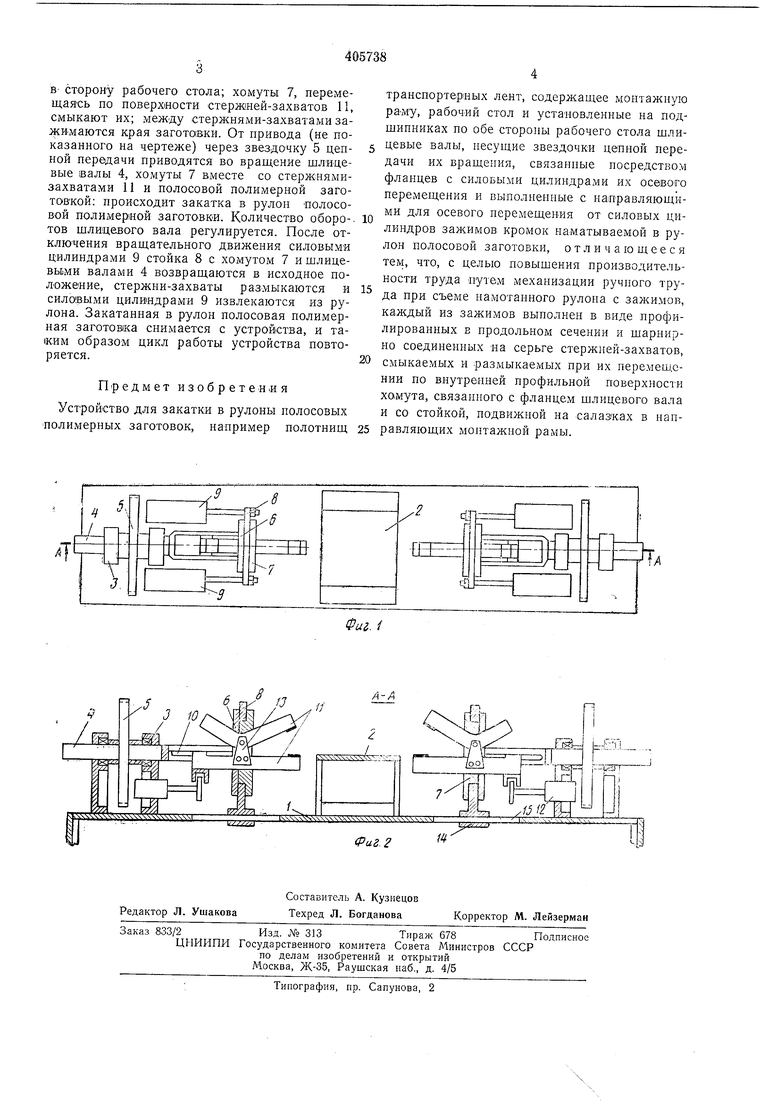
На фиг. 1 изображено устройство, вид в плане; на фиг. 2 - разрез но А-А на фиг. 1.
Устройство состоит из двух приснособлений зеркального исполнения, установленных на
монтажной раме 1, и рабочего стола 2, но обе стороны которого на нодшинниках 3 установлены шлицевые валы 4, несущие звездочки 5 цепной нередачи. Шлицевые валы посредством фланцев 6, хомутов 7 и стоек 8
соединены цилиндрами 9. Шлицевые имеют нанравляющие 10 для осевого неремещения стержней-захватов 11 силовыми цилиндрами 12. Стержни-захваты 11 соедине П)1 серьгами 13. В устройство входят салазки 14
и направляющие 15 монтажной рамы.
Один конец закатываемой в рулон нолосовой нолимерной заготовки укладывается на рабочий стол 2. Затем силовыми цилиндрами 12 нрофильные стержни-захваты И неремещаются но осевой к столу 2, при этом один из захватов устанавливается вьпне, а другой-ниже края заготовки. После этого силов1)1,ми цилиндра.ми 9 стойки 8 с салазками 14 но направляющим 15, шлицевые валы 4 через флащен 6 и ХОМУТЫ 7 перемещаются но осевой
в- сторону рабочего стола; хомуты 7, перемещаясь по поверхности стержней-захватов 11, смыкают их; между стержнями-захватами зажимаются края заготовки. От привода (не показанного на чертеже) через звездочку 5 цепной передачи приводятся во вращение щлицевые валы 4, хомуты 7 вместе со стерж«ямизахватами И и полосовой полимерной заготовкой: происходит закатка в рулон -полосовой полимерной заготовки. Количество оборо-. тов шлицевого вала регулируется. После отключения вращательного движения силовыми цилиндрами 9 стойка 8 с хомутом 7 и щлицевьши валами 4 возвращаются в исходное положение, стержни-захваты размыкаются и силовыми цилиндрамв 9 извлекаются из рулона. Закатанная в рулон полосовая полимерная заготов1ка снимается с устройства, и таким образом цикл работы устройства повторяется.
Предмет изобретен-и я
Устройство для закатки в рулоны полосовых -полимерных заготовок, например полотнищ
транспортерных лент, содержащее монтажную ра-му, рабочий стол и установленные на подщипниках по обе стороны рабочего стола шли5 цевые валы, несущие звездочки цепной передачи их вращения, связаппые посредством фланцев с силовыми цилиндрами их осевого перемещения и выполненные с направляющими для осевого перемещения от силовых цилиндров зажимов кромок наматываемой в рулон полосовой заготовки, отличающееся тем, что, с целью повышения производительности труда путем механизации ручного труда при съеме намотанного рулона с зажимов, каждый из зажимов выполнен в виде профилированных в продольном сечении и щарнирно соединенных на серьге стержней-захватов, смыкаемых и размыкаемых при их перемеш,ении по внутренней профильной поверхности хо-мута, связанного с фланцем шлицевого вала и со стойкой, подвижной на салазках в направляющих монтажной рамы.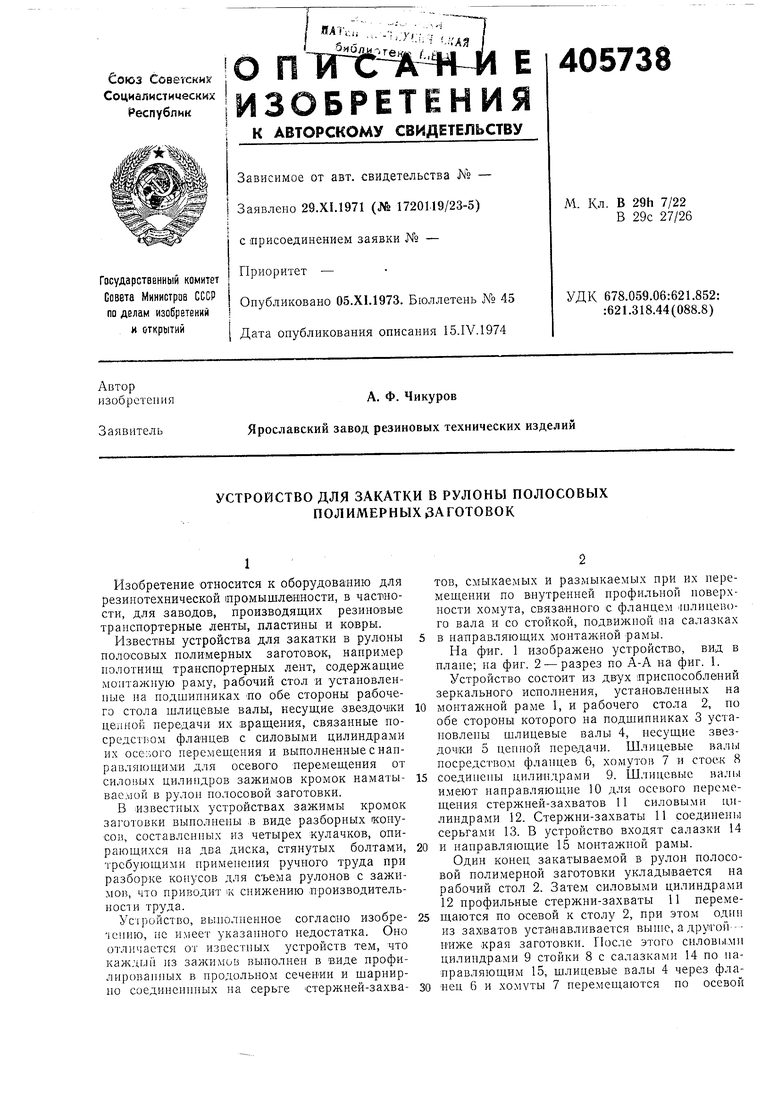
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Установка для вырубки деталей из полосовых эластичных заготовок | 1984 |
|
SU1333589A1 |
| Устройство для закатки краев полых цилиндрических деталей | 1989 |
|
SU1657255A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| БОРТОГИБОЧНЫЙ И/ИЛИ КРОМКОЗАКАТОЧНЫЙ СТАНОК И СПОСОБ ЕГО РАБОТЫ (ВАРИАНТЫ) | 1999 |
|
RU2233724C2 |
